技术特征:
1.一种缩短高线打包区域双道周期的系统,包括预压缩及钩位前移控制系统、双次速控及同步控制补偿系统、导压驱动及压缩可视化调节系统、占位控制及发钩动作驱动系统、驱动同步及周期时间量化系统,其特征在于:所述预压缩及钩位前移控制系统,包括预压缩控制系统,对预压缩进行动态控制及补偿控制,还包括打包机进钩区域钩位前移距离及位置控制系统,对进钩夹持时间差进行补偿;所述双次速控及同步控制补偿系统,包括一次及二次收线速度控制系统,对整体速度及区间速度的进行量化控制,还包括同步控制补偿系统,对速度及长度进行预判补偿;所述导压驱动及压缩可视化调节系统,包括导压驱动加速度控制系统,对导压驱动参数进行斜率化控制,还包括压缩系统速度可视化调节系统及动作过程分析系统,对压缩过程的量化时间进行控制;所述占位控制及发钩动作驱动系统,用于缩短重钩通过t14、t15钩位的时间和缩短t14、t15停止位发钩动作驱动的时间;所述驱动同步及周期时间量化系统,包括t14与t15停止位发钩动作驱动同步控制系统,消除t14与t15发钩动作驱动时间差,还包括高线打包区域双道周期时间量化系统,控制双道周期。2.根据权利要求1所述的一种缩短高线打包区域双道周期的系统,其特征在于:所述预压缩控制系统用于在对盘卷进行直接压缩之前给压盘设计提前压力驱动,动态控制指在对盘卷的压缩过程中进行的动态调节,补偿控制指在对盘卷进行压缩过程中进行压力补偿控制,所述预压缩控制系统用于打双道一次性回退,指在盘卷打双道的过程中,压盘回退一次;所述打包机进钩区域钩位前移距离及位置控制系统中,打包机进钩区域指打包机之前的重钩进入打包机进行打包的区域,钩位前移指最靠近打包机的重钩停止位前移,前移距离及位置指对前移的实际距离的量化控制及对实际停止位的量化控制,进钩夹持时间差指进钩驱动指令与夹持指令之间的时间差值。3.根据权利要求2所述的一种缩短高线打包区域双道周期的系统,其特征在于:所述一次及二次收线速度控制系统中,一次及二次收线指在盘卷打双道的过程中进行的两次独立的收线动作,速度控制指对盘卷打双道的过程中进行的两次独立的收线的量化速度控制以及区间速度的独立控制,整体速度指整个收线流程的过程速度,区间速度指在收线流程控制的各个独立步骤的区间速度;所述同步控制补偿系统用于在实际的送线或者收线过程中,基于量化的距离及位置检测预判而进行的速度量化补偿以及长度量化补偿控制,且同步控制补偿系统用于实现对双道穿线过程的控制,双道穿线指两次全流程的穿线过程。4.根据权利要求3所述的一种缩短高线打包区域双道周期的系统,其特征在于:所述导压驱动加速度控制系统中,导压驱动指导线及压盘压缩的动作过程以及控制流程,加速度控制指导线及压盘压缩的动作加速度,导压驱动参数指导线及压盘压缩的动作控制参数,斜率化控制为基于速度轴及时间轴的区间斜率,对整个导线及压盘压缩的动作过程的量化控制;所述压缩系统速度可视化调节系统及动作过程分析系统中,压缩系统指位于盘卷两端的压缩驱动压盘,对盘卷的双向压缩控制,速度可视化调节系统为基于高速数据多写系统进行的速度综合调控系统,动作过程分析系统为基于关键控制逻辑以及关键控制驱动信号而进行的全流程逻辑过程分析系统。5.根据权利要求4所述的一种缩短高线打包区域双道周期的系统,其特征在于:所述占位控制及发钩动作驱动系统中,t14为位于打包机前面的最近进钩停止位以及发钩动作驱动位,t15为位于打包机后面的最近进钩停止位以及发钩动作驱动位,重钩指载满盘卷的装
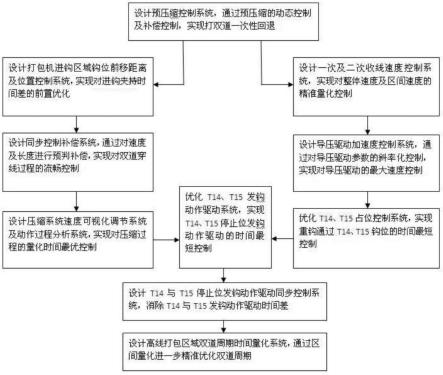
载钩,发钩动作驱动指对对应位置的重钩发钩条件的控制,该发钩条件包括时间最短、动作可靠、动作闭环检测、动作时间自动记录及末端调节,所述占位控制及发钩动作驱动系统用于时间最短控制,且时间最短控制指t14、t15发钩动作驱动的全流程总时间最短。6.根据权利要求5所述的一种缩短高线打包区域双道周期的系统,其特征在于:所述t14与t15停止位发钩动作驱动同步控制系统用于保证t14与t15停止位发钩动作无时间差,具体为:保证动作过程不发生动作叠加、对动作输出指令发出之后的确认系统进行单一化设计;所述高线打包区域双道周期时间量化系统中,高线打包区域指高线的盘卷由散卷变成成品盘卷的区域,双道周期时间指对盘卷进行双道打包的时间周期,所述高线打包区域双道周期时间量化系统用于对每个小时的双道盘卷量进行自动量化记录,并采用区间量化控制双道周期,具体为对整个双道全流程的各个区段进行量化的控制。7.根据权利要求1所述的一种缩短高线打包区域双道周期的系统,其特征在于:所述预压缩及钩位前移控制系统由预压缩提前输出时间控制系统、预压缩压力区段输出系统、预压缩量化步骤流程控制系统、预压缩及压缩驱动衔接控制系统、钩位前移停止器综合组件单元、钩位前移检测信号控制系统、钩位前移信号传输反馈系统组成;所述双次速控及同步控制补偿系统由双次速控一次速度控制及动态调节系统、双次速控二次速度控制及动态调节系统、双次速控一次速度控制与二次速度控制衔接逻辑控制系统、同步控制补偿预判系统、同步控制补偿时间区间控制系统、同步控制补偿幅值量化控制系统组成。8.根据权利要求7所述的一种缩短高线打包区域双道周期的系统,其特征在于:所述导压驱动及压缩可视化调节系统由导压驱动比例驱动指令系统、导压驱动压缩过程参数控制单元、导压驱动双向动作位置检测系统、导压驱动盘卷位置识别系统、压缩可视化调节速度调节系统、压缩可视化调节加速度调节系统组成;所述占位控制及发钩动作驱动系统由占位控制停止控制环节条件逻辑单元、占位控制识别检测组件、占位控制检测信号可视化点检系统、占位控制钩位及打包机衔接控制系统、发钩动作驱动逻辑条件控制系统、发钩动作驱动指令输出系统、发钩动作驱动时间区段闭环检测系统组成;所述驱动同步及周期时间量化系统由驱动同步独立区段时间检测系统、驱动同步动作可靠连锁确认系统、驱动同步逻辑衔接传输系统、驱动同步继电转换系统、驱动同步磁性动力传输单元、周期时间量化小时记录系统、周期时间量化双道识别控制系统、周期时间量化双道计数控制系统组成。9.一种缩短高线打包区域双道周期的方法,其特征在于,包括以下步骤:s1:设计预压缩控制系统,通过预压缩的动态控制及补偿控制,实现打双道一次性回退;s2:设计打包机进钩区域钩位前移距离及位置控制系统,对进钩夹持时间差进行前置优化;s3:设计一次及二次收线速度控制系统,对整体速度及区间速度进行量化控制;s4:设计同步控制补偿系统,通过对速度及长度进行预判补偿,实现对双道穿线过程的控制;s5:设计导压驱动加速度控制系统,通过对导压驱动参数的斜率化控制,实现对导压驱动的最大速度控制;s6:设计压缩系统速度可视化调节系统及动作过程分析系统,对压缩过程的量化时间进行控制;
s7:设计占位控制及发钩动作驱动系统,缩短重钩通过t14、t15钩位的时间,缩短t14、t15停止位发钩动作驱动的时间;s8:设计t14与t15停止位发钩动作驱动同步控制系统,消除t14与t15发钩动作驱动时间差;s9:设计高线打包区域双道周期时间量化系统,通过区间量化控制双道周期。
技术总结
本发明提供了一种缩短高线打包区域双道周期的系统及方法,涉及钢铁生产技术领域,包括预压缩及钩位前移控制系统、双次速控及同步控制补偿系统、导压驱动及压缩可视化调节系统、占位控制及发钩动作驱动系统、驱动同步及周期时间量化系统,所述预压缩及钩位前移控制系统,包括预压缩控制系统,对预压缩进行动态控制及补偿控制,还包括打包机进钩区域钩位前移距离及位置控制系统,对进钩夹持时间差进行补偿;本发明缩短了高线打包区域双道周期,能够完美的匹配各种规格轧制的产量要求,进而实现了全轧制过程的打包区域双道打捆,有效的杜绝了成品盘卷在打单道之后每个班至少有20盘以上的断打捆线的情况出现,同时节省大量的精整区域的电耗。整区域的电耗。整区域的电耗。
技术研发人员:朱春韶 朱国俊 黄利明 马东浩 刘逖 王鑫 桂立波 张钢平 易寻乐
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:2022.08.23
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。