一种陶瓷坯体快速排pvb胶的方法
技术领域
1.本发明涉及半导体加工领域,更具体地说,它涉及一种陶瓷坯体快速排pvb胶的方法。
背景技术:
2.常见的贴片电子元件有贴片电感元件、贴片电阻元件、贴片电容元件等,其中贴片电感元件是贴片电子元件中的一种,又称为功率电感、大电流电感和表面贴装高功率电感。因其具有小型化、高品质、高能量储存和低电阻等特性而被广泛应用于射频(rf)和无线通讯,信息技术设备,雷达检波器,汽车电子,蜂窝电话,寻呼机,音频设备,个人数字助理,无线遥控系统以及低压供电模块等。叠层片式电感元件是最常用的一种贴片电感元件,其采用多层印刷技术和叠层生产工艺制作,是电感元件领域重点开发的产品。贴片电子元件在制备过程中均需要对其坯料进行排胶处理,常规排胶方法有热处理和超临界萃取法两种,这两种方法都在不同程度上存在着排胶时间长,工艺复杂,并且能够增加贴片电感元件内气泡、裂缝、断裂等缺陷的产生几率。
3.排胶是陶瓷生坯在烧结前的关键步骤,决定了生坯带的质量,并直接关联到最终瓷片产品的性能。目前pvb采用的排胶方法基本是在空气或者氮气气氛下,进行60-70小时的长时间排胶。排胶温度较低时,pvb往往分解不彻底,会造成较大的残碳,对坯体烧结成瓷有不利影响。与低温排胶方式相比,在较高温度下pvb排胶较为彻底,但空气气氛中的高氧含量在高温环境下会氧化氮化硅、氮化铝以及碳化硅生坯,造成烧结后陶瓷热导率下降;氮气气氛则需要更长的时间来排胶,并且高温排胶时,生坯表面和内部有机物的燃烧速度不同,导致生坯残碳量存在差异,在装烧时容易破碎,并且会引起产品翘曲,影响产品的性能和合格率,需要通过后续的工艺对产品翘曲进行修正,方可进入下一步工序,增加成本和周期。
4.因此开发一种针对pvb的快速排胶方法并提高排胶后生坯质量是目前电子陶瓷制备领域急需解决的问题。
技术实现要素:
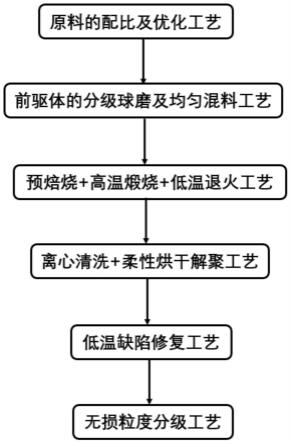
5.针对现有技术存在的不足,本发明的目的在于提供一种陶瓷坯体快速排pvb胶的方法,采用较低温微波以及高温空气来排出温等静压预压后的电子陶瓷坯体中的pvb胶,排胶彻底,且时间短,排胶效率高。
6.本发明的上述技术目的是通过以下技术方案得以实现的:一种陶瓷坯体快速排pvb胶的方法,包括以下步骤:s1)坯体预压:对单片电子陶瓷生坯进行温等静压;s2)生坯敷粉、堆叠:在电子陶瓷生坯的单面均匀涂覆一层氮化硼粉,然后叠放;s3)微波排胶:将电子陶瓷坯体放入微波排胶炉中,抽真空至-0.095mpa,以25ma/min的入射功率梯度持续增加烧结功率进行微波烧结,使电子陶瓷生坯以10℃/min~40℃/
min的升温速率进行升温,升温至400℃,然后在400℃保温4h,进行排胶处理;s4)空气排胶:通入预热空气,同时通过短波红外光加热,以5℃/min 升温速率,升温至450℃后,以0.4℃/min
ꢀ‑
0.6℃/min的升温速率进行升温,每升温50℃-60℃保温20min-60min,升温至600℃;s5)降温排胶:将温度从600℃逐步降温至200℃,降温速率为2℃/min。
7.本发明进一步设置为:在s1步骤中,将电子陶瓷生坯堆叠为4-8片一垛。
8.本发明进一步设置为:在步骤s4中,空气预热后流量为200l/min-600l/min。
9.本发明进一步设置为:预热的空气温度保持低于炉内温度100℃左右。
10.本发明进一步设置为:步骤s1中所述温等静压的压力为100mpa-150mpa,保压时间1min。
11.本发明进一步设置为:步骤s3中所述的微波烧结采用的微波频率为1000mhz-2500mhz,功率为300w-360w。
12.本发明进一步设置为:步骤s4中所述短波红外光波长为1μm-3μm。
13.综上所述,本发明至少具有以下有益效果:1)本发明采用温等静压预压电子陶瓷坯体,能够提高电子陶瓷排胶后坯体的致密度;2)本发明充分利用微波排胶清洁、高效的特点,得到平整、低碳及致密高的电子陶瓷排胶后坯体;3)本发明采用短波红外加热技术,耗电少,效率高,可控性良好,穿透性强、能使陶瓷整片均匀加热,高热流密度,节能,响应速度快,能实现无级控制;4)本发明工艺简单、排胶时间短、排胶效率高、降低了排胶所产生的能耗。
具体实施方式
14.下面结合实施例,对本发明进行详细描述。
15.实施例一:本实施例所述的一种电子陶瓷坯体的排胶方法,包括如下步骤:s1)坯体预压:对单片电子陶瓷生坯进行温等静压,压力100mpa-150mpa,保压时间1min;s2)生坯敷粉、堆叠:在电子陶瓷生坯的坯体上单面均匀涂覆一层氮化硼粉,将生坯堆叠为4-8片一垛;s3)微波排胶:将电子陶瓷坯体放入微波排胶炉中,抽真空至-0.095mpa,以25ma/min的入射功率梯度持续增加烧结功率,进行微波烧结,使内部电子陶瓷坯料以10℃/min~40℃/min的升温速率进行升温,升温至400℃,然后在400℃保温4h,进行排胶处理;微波烧结采用的微波频率为1000mhz-2500 mhz,功率为300w-360w;s4)空气排胶:通过短红外波加热,以5℃/min 升温速率,升温至450℃后,以0.5℃/min的升温速率继续金升温,每升温50℃保温30min,升温至600℃;s5)降温排胶:将温度从600℃逐步降温至200℃,降温速率为5℃/min;以上排胶时间总计8h。
16.对比例一:
对比例一中温度、升温阶段及温等静压调节与实施例一完全一致,但不使用微波排胶,仅采用空气气氛排胶。
17.对比例二:对比例二中温度、升温阶段及微波排胶工艺与实施例一完全一致,但不采用温等静压预压坯体,仅采用未预压的电子陶瓷坯体。
18.对比例三:采用常规排胶制度:从30℃升温到200℃,升温速率为0.2℃/min,200℃保温2h;从200℃升温到450℃,升温速率0.1℃/min;从450℃升温到600℃,升温速率0.3℃/min,600℃保温2h;自然冷却得排胶后的产品。
19.以上排胶时间总计70h。
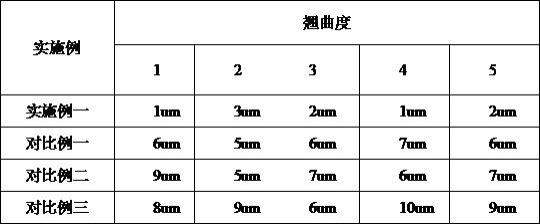
20.坯体翘曲度测试:采用翘曲度测试仪,从实施例一、对比例一至三中各取5片测试翘曲度,坯体尺寸为250mm*180mm*0.45mm,测试结果如下表1所示,测试结果表明采用本发明所述温等静压且微波排胶的坯体翘曲度低,排胶效果更好。
21.表1 坯体排胶后翘曲度测试结果碳含量测试采用碳硫分析仪,从实施例一、对比例一至三中各取5片测试坯体碳含量,去掉最大值和最小值,测试结果如下表2,结果表明采用本发明所述温等静压且微波排胶的方法能够将坯体中的胶排的更彻底,效果优异且排胶时间短。
22.表2 坯体排胶后碳含量测试结果
密度测试采用密度计,从实施例一、对比例一至三中各取5片测试坯体碳含量,去掉最大值和最小值,测试结果如下表3,结果表明采用本发明所述温等静压且微波排胶的方法能够使排胶后的电子陶瓷坯体更致密。
23.表3 坯体排胶后密度测试结果综上所述,本发明先是采用温等静压预压电子陶瓷坯体,能够提高电子陶瓷排胶后坯体的致密度,然后在此基础上采用较低温微波以及高温空气来排出温等静压预压后的电子陶瓷坯体中的pvb胶,在400度的较低温段利用微波排胶,电子陶瓷坯体自身内部材料均能够与微波的耦合发热,升温速度快,能够使材料有效耦合扩散,从而快速祛除胶体达到排胶效果,利用微波排胶清洁、高效的特点,得到平整、低碳及较致密的电子陶瓷排胶后坯体再于高温段在空气气氛下通过短波红外加热,使得陶瓷坯体内外均匀受热,保证较为彻底排胶,短波红外加热技术,耗电少,效率高,可控性良好,穿透性强、能使陶瓷整片均匀加热,高热流密度、节能,响应速度快,能实现无级控制,这样本发明工艺简单、排胶时间短、排胶效率高、降低了排胶所产生的能耗。
24.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。