1.本发明涉及钎焊剂喷粉技术领域,特别涉及一种钎焊剂喷粉线设备及其喷粉方法。
背景技术:
2.对于钎焊剂湿喷工艺,有以下现实问题需要改善:1、喷淋嘴容易堵塞,影响生产效率;2、环境和设备污染严重,钎焊剂利用率低;3、喷粉炉内清理难度大;4、工件背部不能沾上粉,工件输送线要规避湿粉粘连到工件背部。
3.现在的工艺是,先对工件进行加热去油脂,同时需要工件上的温度能对湿态的钎焊剂蒸发脱水还原成干粉状态,钎焊粉也从干态
‑‑
湿态
‑‑
干态循环。
4.钎焊剂的水溶性差,在湿法喷涂时,钎焊剂很容易在输送管道沉淀堵塞,造成钎剂的喷涂不均匀,严重时流水线断线,停线清理。同时喷淋飞散和流失的钎焊剂较多,钎焊剂的利用率低。
技术实现要素:
5.本发明的目的在于提供一种钎焊剂喷粉线设备及其喷粉方法,喷涂供料组件和喷涂组件中设置有第一回料管、第二回料管、第三回料管和第四回料管,实现物流的循环使用,配合搅拌桶持续搅拌工作,混合材料不断的回流搅拌,防止钎焊剂沉淀,避免材料堵塞管道,提高钎剂的喷涂的均匀性;采用支杆链运输工件,支杆的表面涂敷有特氟龙涂层,使用时,仅有支杆接触到工件,减少接触面积,且支杆链经过清洗水斗,能保证支杆上的粉被清洗干净,避免材料浪费;工件运输组连接置粉尘收集组件,喷粉粉尘受重力的影响,空气流的带动,会向下方的进风管流动,进入进风管的含粉气流在喷淋管的喷淋下,经过第二斜面板和第一斜面板,通过汇流沟进入涡卷室,粉尘经过涡卷室的喷淋管喷淋的水帘会被带入到下方的水槽内,经过水帘区的粉尘基本没有了,实现了粉尘的自动收集,气体由出风管将气体送出,循环使用,避免污染环境,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种钎焊剂喷粉线设备,包括喷涂供料组件、与喷涂供料组件通过管道连接的喷涂组件、工件运输组件、与工件运输组件连接的粉尘收集组件和与喷涂组件连接的设备自清洁系统,所述喷涂供料组件包括加料桶和通过管道与加料桶连接的搅拌桶,搅拌桶与喷涂组件连接的管道上设置有隔膜泵缓冲罐和过滤器,过滤器通过第一回料管与加料桶或者搅拌桶连接;
7.所述喷涂组件包括空压机、通过气管与空压机连接的喷枪以及包含有喷枪的工作箱体,空压机通过气管与隔膜泵缓冲罐连接,喷枪上设置有送料管,送料管与隔膜泵缓冲罐连接,送料管连通有第二回料管,第二回料管与加料桶或者搅拌桶连接;
8.所述工件运输组件包括支杆链、与支杆链套接的输送链轮和支杆链一端浸入其中的清洗水斗;
9.所述粉尘收集组件包括水槽、设置在支杆链下方的进风管、与进风管下端连接的
第一斜面板和第二斜面板、以及设置在第二斜面板下方的出风管,第二斜面板靠近第一斜面板的一端设置有延伸板,延伸板、第二斜面板和第一斜面板共同构成涡卷室,涡卷室的下端与水槽连通,水槽内设置有水泵,水泵的输出端连接有喷淋管,喷淋管安装在进风管的内壁上和涡卷室的顶部。
10.优选的,所述加料桶上设置有第三回料管,第三回料管上设置有第一隔膜泵,第三回料管通过管道与搅拌桶连接,搅拌桶上设置有第四回料管,第四回料管上设置有第二隔膜泵,第四回料管通过管道与加料桶连接,第三回料管和第四回料管上均有手动三通阀。
11.优选的,所述第三回料管、第四回料管、第一回料管和第二回料管均为采用四分管,第一回料管和第二回料管上均安装有压力调整阀。
12.优选的,所述空压机设置有三根气管与喷枪连接,且每根气管上均设置有空气调压器和电磁阀,空压机上还设置有一根气管连接有流量调节阀,流量调节阀连通送料管与第二回料管。
13.优选的,涡卷室靠近水槽的位置上设置有第一阻挡板,涡卷室的一侧与出风管的进风口连通,出风管内设置有上下交错设置的第二阻挡板,出风管的出风口与进风管的进风口连通。
14.优选的,所述支杆链包括支杆和与支杆端部连接的链条,其中支杆的表面涂敷有特氟龙涂层。
15.优选的,所述输送链轮设置有五组,分别记作第一链轮组、第二链轮组、第三链轮组、第四链轮组和第五链轮组,其中第一链轮组连接有驱动电机,第一链轮组、第二链轮组、第三链轮组和第四链轮组均与链条套接,第三链轮组和第四链轮组设置在清洗水斗内,第五链轮组设置在链条的下方。
16.优选的,所述清洗水斗的一侧设置有清洗毛刷,清洗毛刷与支杆接触。
17.优选的,所述设备自清洁系统包括与喷枪通过电控三通阀连接的清洁水源和设置在工作箱体内部的高压喷头。
18.本发明要解决的另一技术问题是提供一种钎焊剂喷粉线设备的喷粉方法,包括如下步骤:
19.s1:通过加料桶添加钎焊粉与水混合,并利用加料桶将混合后的材料送至搅拌桶内,搅拌桶对材料充分搅拌后,通过隔膜泵缓冲罐和过滤器,将混合均匀的材料送至喷枪;
20.s2:空压机控制喷枪进行喷涂,未通过过滤器的材料和喷枪使用不完的材料分别通过第一回料管和第二回料管回流到加料桶或者搅拌桶内;
21.s3:支杆链带动工件移动至工作箱体内,仅有支杆接触到工件,工件移动至喷枪的下方进行加工;
22.s4:喷粉粉尘受重力的影响,空气流的带动,会向下方的进风管流动,进入进风管的含粉气流在喷淋管的喷淋下,经过第二斜面板和第一斜面板,通过汇流沟进入涡卷室,粉尘经过涡卷室的喷淋管喷淋的水帘会被带入到下方的水槽内,经过水帘区的粉尘基本没有了,实现了粉尘的自动收集,气体由出风管将气体送出,循环使用;
23.s5:经过加工后的工件被支杆链送出工作箱体,支杆链一端经过清洗水斗清洗,去除表面粘黏的粉料;
24.s6:在需要清洗的时候,开启设备自清洁系统,进行设备自动清洁。
25.与现有技术相比,本发明的有益效果是:
26.1、本发明提出的一种钎焊剂喷粉线设备及其喷粉方法,喷涂供料组件和喷涂组件中设置有第一回料管、第二回料管、第三回料管和第四回料管,实现物流的循环使用,配合搅拌桶持续搅拌工作,混合材料不断的回流搅拌,防止钎焊剂沉淀,避免材料堵塞管道,提高钎剂的喷涂的均匀性;
27.2、本发明提出的一种钎焊剂喷粉线设备及其喷粉方法,采用支杆链运输工件,支杆的表面涂敷有特氟龙涂层,使用时,仅有支杆接触到工件,减少接触面积,且支杆链经过清洗水斗,能保证支杆上的粉被清洗干净,避免材料浪费;
28.3、本发明提出的一种钎焊剂喷粉线设备及其喷粉方法,工件运输组件连接粉尘收集组件,喷粉粉尘受重力的影响,空气流的带动,会向下方的进风管流动,进入进风管的含粉气流在喷淋管的喷淋下,经过第二斜面板和第一斜面板,通过汇流沟进入涡卷室,粉尘经过涡卷室的喷淋管喷淋的水帘会被带入到下方的水槽内,经过水帘区的粉尘基本没有了,实现了粉尘的自动收集,气体由出风管将气体送出,循环使用,避免污染环境;
29.4、本发明提出的一种钎焊剂喷粉线设备及其喷粉方法,喷枪通过电控三通阀连接的清洁水源,并在工作箱体内部设置高压喷头,洁水通过电控三通阀送入喷枪,实现喷枪自身的清洁,同时喷出去的清洁水,可以冲刷设备,实现部分自清洁功能,同时设置在工作箱体内部的高压喷头,对工作箱体内位置进行自动喷刷清洗,将内部腔体上覆着的钎焊粉冲刷,冲刷下来的水流仍旧会通过粉尘收集组件收集,减少材料浪费。
附图说明
30.图1为本发明的整体结构图;
31.图2为本发明的喷涂供料组件单级搅拌模式下上料状态图;
32.图3为本发明的喷涂供料组件单级搅拌模式下正常工作状态图;
33.图4为本发明的喷涂供料组件两级搅拌模式下上料状态图;
34.图5为本发明的喷涂供料组件两级搅拌模式下正常工作状态图;
35.图6为本发明的空压机与喷枪连接接线图;
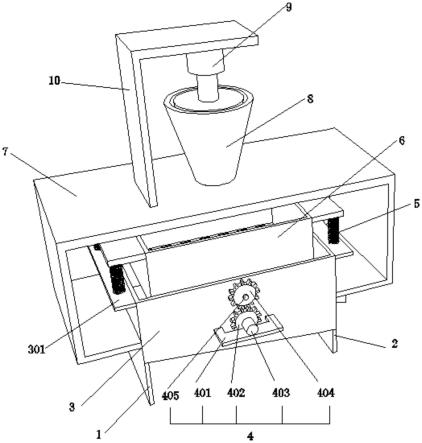
36.图7为本发明的工件运输组件安装结构图;
37.图8为本发明的支杆链结构图;
38.图9为本发明的输送链轮与清洗水斗连接结构图;
39.图10为本发明的粉尘收集组件结构图。
40.图中:1、喷涂供料组件;11、加料桶;111、第三回料管;112、第一隔膜泵;113、手动三通阀;12、搅拌桶;121、第四回料管;122、第二隔膜泵;13、隔膜泵缓冲罐;14、过滤器;141、第一回料管;1411、压力调整阀;2、喷涂组件;21、空压机;211、空气调压器;212、电磁阀;213、流量调节阀;22、喷枪;221、送料管;222、第二回料管;23、工作箱体;3、工件运输组件;31、支杆链;311、支杆;312、链条;32、输送链轮;321、第一链轮组;322、第二链轮组;323、第三链轮组;324、第四链轮组;325、第五链轮组;326、驱动电机;33、清洗水斗;331、清洗毛刷;4、粉尘收集组件;41、水槽;411、水泵;412、喷淋管;42、进风管;43、第一斜面板;431、涡卷室;432、第一阻挡板;44、第二斜面板;441、延伸板;45、出风管;451、第二阻挡板;5、设备自清洁系统。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
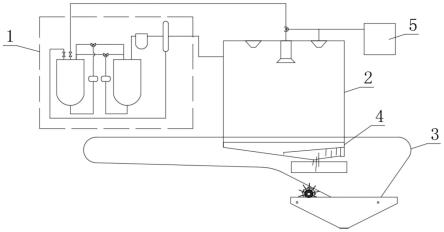
42.请参阅图1,一种钎焊剂喷粉线设备,包括喷涂供料组件1、与喷涂供料组件1通过管道连接的喷涂组件2、工件运输组件3、与工件运输组件3连接的粉尘收集组件4和与喷涂组件2连接的设备自清洁系统5。
43.为了解决现有技术中钎焊剂的水溶性差,在湿法喷涂时,钎焊剂很容易在输送管道沉淀堵塞,造成钎剂的喷涂不均匀,严重时流水线断线,停线清理的技术问题,请参阅图1-图7,本发明提出以下技术方案:
44.喷涂供料组件1包括加料桶11和通过管道与加料桶11连接的搅拌桶12,搅拌桶12与喷涂组件2连接的管道上设置有隔膜泵缓冲罐13和过滤器14,过滤器14通过第一回料管141与加料桶11或者搅拌桶12连接;
45.加料桶11上设置有第三回料管111,第三回料管111上设置有第一隔膜泵112,第三回料管111通过管道与搅拌桶12连接,搅拌桶12上设置有第四回料管121,第四回料管121上设置有第二隔膜泵122,第四回料管121通过管道与加料桶11连接,第三回料管111和第四回料管121上均有手动三通阀113;
46.喷涂组件2包括空压机21、通过气管与空压机21连接的喷枪22以及包含有喷枪22的工作箱体23,空压机21通过气管与隔膜泵缓冲罐13连接,喷枪22上设置有送料管221,送料管221与隔膜泵缓冲罐13连接,送料管221连通有第二回料管222,第二回料管222与加料桶11或者搅拌桶12连接;
47.空压机21设置有三根气管与喷枪22连接,且每根气管上均设置有空气调压器211和电磁阀212,每根气管上的电磁阀212对应不同的功能,分别控制喷枪22的开关、喷幅和雾化,空压机21上还设置有一根气管连接有流量调节阀213,流量调节阀213连通送料管221与第二回料管222;
48.第三回料管111、第四回料管121、第一回料管141和第二回料管222均为采用四分管,第一回料管141和第二回料管222上均安装有压力调整阀1411,四分管具有传输距离远,确保液体快速回流不沉淀,透明好观察的优点,可以通过外观查看管内部的颜色确定是否有沉淀。
49.具体的,喷涂供料组件1采用单级搅拌和两级搅拌两种工作模式,其中单级搅拌即加料桶11不参与物料循环,单级搅拌分为上料状态和正常工作状态,两级搅拌即加料桶11和搅拌桶12均参与物料循环,两级搅拌工作模式中也分为上料状态和正常工作状态,
50.单级搅拌模式中,过滤器14通过第一回料管141与搅拌桶12连通,喷枪22通过第二回料管222也与搅拌桶12连通,
51.在单级搅拌模式的上料状态中,手动切换手动三通阀113,使得加料桶11和搅拌桶12处于不连通的状态,向加料桶11中加料,加料桶11通过第三回料管111循环物料,
52.在单级搅拌模式的正常工作状态中,手动切换手动三通阀113,使得第三回料管111输出端与搅拌桶12连接,加料桶11将物料送至搅拌桶12内,搅拌桶12与喷枪22之间形成
物料循环;
53.在单级搅拌模式中,第一隔膜泵112只在上料时工作,第二隔膜泵122和隔膜泵缓冲罐13连续工作,混合材料不断的回流搅拌,防止钎焊剂沉淀;
54.两级搅拌模式中,过滤器14通过第一回料管141与加料桶11连通,喷枪22通过第二回料管222也与加料桶11连通,
55.在两级极搅拌模式的上料状态中,手动切换手动三通阀113,使得加料桶11和搅拌桶12处于不连通的状态,向加料桶11中加料,加料桶11通过第三回料管111循环物料,此工作状态中,第一隔膜泵112主要为加料预先搅拌用,
56.两级搅拌模式的正常工作状态中,手动切换手动三通阀113,使得第三回料管111输出端与搅拌桶12连接,第四回料管121的输出端与加料桶11连接,物料在加料桶11和搅拌桶12之间循环,同时物料与加料桶11构成循环,此工作状态下,第一隔膜泵112、第二隔膜泵122和隔膜泵缓冲罐13均需连续工作。
57.为了解决现有技术中工件背部不能沾上粉,工件输送线要规避湿粉粘连到工件背部的技术问题,请参阅图7-图9,本发明提出以下技术方案:
58.工件运输组件3包括支杆链31、与支杆链31套接的输送链轮32和支杆链31一端浸入其中的清洗水斗33;
59.支杆链31包括支杆311和与支杆311端部连接的链条312,其中支杆311的表面涂敷有特氟龙涂层,方便粉的清洗;
60.具体的,使用时,仅有支杆311接触到工件,减少接触面积,支杆311的间隔是可调整的,根据工件的大小可以调整至工件不会脱落的大小即可,同时也减少了沾粉的面积。
61.输送链轮32设置有五组,分别记作第一链轮组321、第二链轮组322、第三链轮组323、第四链轮组324和第五链轮组325,其中第一链轮组321连接有驱动电机326,第一链轮组321、第二链轮组322、第三链轮组323和第四链轮组324均与链条312套接,第三链轮组323和第四链轮组324设置在清洗水斗33内,第五链轮组325设置在链条312的下方,第五链轮组325起到导向作用;
62.清洗水斗33的一侧设置有清洗毛刷331,清洗毛刷331与支杆311接触。
63.具体的,驱动电机326工作,带动第一链轮组321旋转,链条312带动支杆311绕第一链轮组321、第二链轮组322、第三链轮组323、第四链轮组324移动位置,经过清洗水斗33的支杆链31进行自动清洗功能,支杆链31经过清洗水斗33,能保证支杆311上的粉被清洗干净,经过清洗后的支杆链31,即使接触到工件,也不会对工件有影响,清洗水斗33里面的水是循环过滤使用的,既能确保清洗干净,也能减少水污染和水浪费。
64.为了解决现有技术中喷淋飞散和流失的钎焊剂较多,环境和设备污染严重,钎焊剂的利用率低的技术问题,请参阅图7和图10,本发明提出以下技术方案:
65.粉尘收集组件4包括水槽41、设置在支杆链31下方的进风管42、与进风管42下端连接的第一斜面板43和第二斜面板44、以及设置在第二斜面板44下方的出风管45,第二斜面板44靠近第一斜面板43的一端设置有延伸板441,延伸板441、第二斜面板44和第一斜面板43共同构成涡卷室431,涡卷室431的下端与水槽41连通,水槽41内设置有水泵411,水泵411的输出端连接有喷淋管412,喷淋管412安装在进风管42的内壁上和涡卷室431的顶部。
66.涡卷室431靠近水槽41的位置上设置有第一阻挡板432,涡卷室431的一侧与出风
管45的进风口连通,出风管45内设置有上下交错设置的第二阻挡板451,出风管45的出风口与进风管42的进风口连通,第一阻挡板432起到引流和阻挡空气的作用,气流通过第二阻挡板451时,气流内含有的粉尘和水汽撞击到第二阻挡板451,能够被阻挡,增强粉尘的过滤效果,减少水汽的带出。
67.具体的,工作箱体23除了前后料道口外,基本上是密封的,粉尘收集组件4设置在支杆链31的下方,喷粉粉尘受重力影响和空气流的带动,会向下方的进风管42流动,延伸板441与第一斜面板43构成汇流沟,循环水通过水泵411被抽送到喷淋管412内,喷淋管412向第二斜面板44和第一斜面板43喷淋,循环水流从第二斜面板44和第一斜面板43向下流动,通过汇流沟进入涡卷室431,同时涡卷室431内也设置有喷淋管412,粉尘经过喷淋管412喷淋的水帘会被带入到下方的水槽41内,经过水帘区的粉尘基本没有了,实现了粉尘的自动收集,同时这里运用了文丘里管的原理,空气经过汇流沟后,在后方形成真空区,也就是涡卷室431空间,在涡卷室431这个真空区,粉尘会沉淀,并在经过水帘时被水帘带走,对空气进行了过滤,且经过第一阻挡板432和第二阻挡板451再次过滤气体中的粉尘,出风管45将气体抽出后送给进风管42,采用循环风。
68.为了解决现有技术中喷粉炉内清理难度大的技术问题,请参阅图1和图7,本发明提出以下技术方案:
69.设备自清洁系统5包括与喷枪22通过电控三通阀连接的清洁水源和设置在工作箱体23内部的高压喷头。
70.具体的,在需要清洗的时候,我们启动清洁水源与喷枪22连接的电控三通阀,清洁水通过电控三通阀送入喷枪22,实现喷枪22自身的清洁,同时喷出去的清洁水,可以冲刷设备,实现部分自清洁功能,同时设置在工作箱体23内部的高压喷头,对工作箱体23内位置进行自动喷刷清洗,将内部腔体上覆着的钎焊粉冲刷,冲刷下来的水流仍旧会通过粉尘收集组件4收集,该自清洁程序可在启动机器时运行,停机前运行,或生产过渡换线时自动执行。
71.为了更好的展现钎焊剂喷粉线设备的喷粉流程,本实施例现提出一种钎焊剂喷粉线设备的喷粉方法,包括以下步骤:
72.步骤一:通过加料桶11添加钎焊粉与水混合,并利用加料桶11将混合后的材料送至搅拌桶12内,搅拌桶12对材料充分搅拌后,通过隔膜泵缓冲罐13和过滤器14,将混合均匀的材料送至喷枪22;
73.步骤二:空压机21控制喷枪22进行喷涂,未通过过滤器14的材料和喷枪22使用不完的材料分别通过第一回料管141和第二回料管222回流到加料桶11或者搅拌桶12内;
74.步骤三:支杆链31带动工件移动至工作箱体23内,仅有支杆311接触到工件,工件移动至喷枪22的下方进行加工;
75.步骤四:喷粉粉尘受重力的影响,空气流的带动,会向下方的进风管42流动,进入进风管42的含粉气流在喷淋管412的喷淋下,经过第二斜面板44和第一斜面板43,通过汇流沟进入涡卷室431,粉尘经过涡卷室431的喷淋管412喷淋的水帘会被带入到下方的水槽41内,经过水帘区的粉尘基本没有了,实现了粉尘的自动收集,气体由出风管45将气体送出,循环使用;
76.步骤五:经过加工后的工件被支杆链31送出工作箱体23,支杆链31一端经过清洗水斗33清洗,去除表面粘黏的粉料;
77.步骤六:在需要清洗的时候,开启设备自清洁系统5,进行设备自动清洁。
78.综上所述:本发明提出的一种钎焊剂喷粉线设备及其喷粉方法,喷涂供料组件1和喷涂组件2中设置有第一回料管141、第二回料管222、第三回料管111和第四回料管121,实现物流的循环使用,配合搅拌桶12持续搅拌工作,混合材料不断的回流搅拌,防止钎焊剂沉淀,避免材料堵塞管道,提高钎剂的喷涂的均匀性;采用支杆链31运输工件,支杆311的表面涂敷有特氟龙涂层,使用时,仅有支杆311接触到工件,减少接触面积,且支杆链31经过清洗水斗33,能保证支杆311上的粉被清洗干净,避免材料浪费;在支杆链31的下方设置粉尘收集组件4,喷粉粉尘受重力的影响,空气流的带动,会向下方的进风管42流动,进入进风管42的含粉气流在喷淋管412的喷淋下,经过第二斜面板44和第一斜面板43,通过汇流沟进入涡卷室431,粉尘经过涡卷室431的喷淋管412喷淋的水帘会被带入到下方的水槽41内,经过水帘区的粉尘基本没有了,实现了粉尘的自动收集,气体由出风管45将气体送出,循环使用,避免污染环境;喷枪22通过电控三通阀连接的清洁水源,并在工作箱体23内部设置高压喷头,洁水通过电控三通阀送入喷枪22,实现喷枪22自身的清洁,同时喷出去的清洁水,可以冲刷设备,实现部分自清洁功能,同时设置在工作箱体23内部的高压喷头,对工作箱体23内位置进行自动喷刷清洗,将内部腔体上覆着的钎焊粉冲刷,冲刷下来的水流仍旧会通过粉尘收集组件4收集,减少材料浪费。
79.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。