1.本发明涉及激光切割工装技术领域,具体涉及一种金属零件的激光切割设备。
背景技术:
2.金属工件的激光切割加工,采用特定频率的激光束对金属件进行照射,从而使得金属材料的切割面气化,实现工件的切割加工,激光切割具备切割面平整、对工件损耗小的优点,且受益于激光束在空气中短距离能量衰减小的特点,使得适用于厚度较大工件的切割加工,现有的激光切割设备均会配合设置除尘设备,对切割时产生烟尘进行快速除尘收集,避免延伸遮挡对激光束造成明显的能量衰减,通常除尘设备均为固定式安装结构,这使得在加工异形工件时,除尘设备与工件表面之间存在高度差的起伏变化,从而影响吸尘效率,对此,需要对现有的设备结构进行调整改进,以解决上述问题。
技术实现要素:
3.本发明的目的在于针对现有技术的缺陷和不足,提供了一种金属零件的激光切割设备,其基于对激光切割总成进行驱动的切割步进总成,安装可烟尘收集组件,且烟尘收集组件为高度可编码调节的结构模式,进而在对工件进行激光切割时,能够调整设备的除尘端口的高度适应工件表面高度,从而保持设备的除尘效果。
4.为达到上述目的,本发明采用了下列技术方案:
5.它包含工作台、机架、切割步进总成、激光切割总成,其中机架固定设置在工作台上,切割步进总成固定设置在机架上,激光切割总成固定设置在切割步进总成的活动轴上,它还包含:
6.烟尘收集组件,所述的烟尘收集组件设置在机架上,且其与切割步进总成传动设置;
7.夹持组件,所述的夹持组件设置在工作台上,且其设置在激光切割总成的下方;
8.在使用时,将待加工的工件通过夹持组件夹紧置于激光切割总成的下方,接着根据对工件的切割需求,对切割步进总成进行编码,进而在进行切割时,切割步进总成带动激光切割总成移动,通过激光切割总成对工件进行切割加工,在切割时切割步进总成带动烟尘收集组件与激光切割总成同步运动,进而通过烟尘收集组件对切割时产生的烟尘进行收集。
9.优选地,所述的烟尘收集组件包含:
10.固定座,所述的固定座固定设置在切割步进总成的活动轴上,且固定座固定设置在激光切割总成的一侧板上;
11.升降导向杆,所述的升降导向杆固定设置在固定座上;
12.升降座,所述的升降座活动套设在升降导向杆上,且升降座活动抵设在固定座的侧壁上;
13.升降电动杆总成,所述的升降电动杆总成固定设置在固定座上,且升降电动杆总
成的输出轴固定设置在升降座上;
14.吸尘导管,所述的吸尘导管固定设置在升降座的下侧壁上,且吸尘导管设置在激光切割总成的侧方;
15.负压吸尘器,所述的负压吸尘器固定设置在机架上,且负压吸尘器的进口端通过波纹软管与吸尘导管的出口端贯通连接设置;
16.在对切割步进总成进行编码后,对升降电动杆总成进行编码,进而在切割步进总成带动激光切割总成与固定座同时移动时,通过激光切割总成对工件进行切割,且在固定座移动时,升降电动杆总成带动升降座在升降导向杆上移动,进而带动吸尘导管进行上下移动,进而控制吸尘导管的下端与工件的上表面保持恒定高度差,通过负压吸尘器工作,进而通过吸尘导管对切割时产生的烟尘进行除尘工作。
17.优选地,所述的夹持组件包含:
18.安装座,所述的安装座固定设置在工作台上,且其设置在切割步进总成的右方;
19.十字卡槽,所述的十字卡槽开设在安装座的左侧壁上;
20.安装槽,所述的安装槽开设在安装座的左侧壁上,且安装槽的后端与十字卡槽的前端贯通设置;
21.夹持电动杆总成,所述的夹持电动杆总成固定设置在安装槽内,且夹持电动杆总成的活动端伸设在十字卡槽内;
22.十字卡块,所述的十字卡块滑动设置在十字卡槽内;
23.销杆,所述的销杆固定设置在夹持电动杆总成的活动端上,且销杆活动插设在十字卡块上;
24.动夹持工装,所述的动夹持工装固定设置在十字卡块上,且动夹持工装伸设在激光切割总成的下方;
25.定夹持工装,所述的定夹持工装固定设置在安装座上,且定夹持工装设置在动夹持工装的后方;
26.在对工件进行切割时,首先根据同一批次的工件制作动夹持工装、定夹持工装,并将定夹持工装安装在安装座上,将动夹持工装安装在十字卡块上,接着将十字卡块置入安装槽内,并将夹持电动杆总成上的销杆对接插入十字卡块内,接着推动十字卡块滑动进入十字卡槽内,对夹持电动杆总成进行编码,进而在对工件进行夹持时,夹持电动杆总成带动十字卡块在十字卡槽内滑动,进而十字卡块带动动夹持工装移动,通过动夹持工装、定夹持工装将工件夹紧。
27.优选地,所述的工作台的上表面上固定设置有防护步进总成,且防护步进总成设置在切割步进总成的下方,防护步进总成的活动轴上固定设置有插套,插套内活动插设有垫块,且垫块设置在激光切割总成的正下方;
28.在对切割步进总成进行编码后,对防护步进总成进行编码,且保持防护步进总成与切割步进总成的运行路径一致,进而在切割步进总成带动激光切割总成移动时,防护步进总成带动插套移动,且插套与激光切割总成同步移动保持两者之间的相对静止,进而在激光切割总成对工件切割穿透后,激光束照射在垫块上,通过垫块对激光束进行吸收防护,在垫块损坏后,将垫块从插套内抽出并更换新的垫块。
29.优选地,所述的固定座的前侧壁上通过阻尼转轴旋设有滤光片,且滤光片设置在
激光切割总成的前方;在对工件进行切割加工时,转动滤光片对齐进行角度调节,进而通过滤光片遮在工件工作面的前方,且固定座带动滤光片移动,对激光切割时产生的强光进行过滤。
30.优选地,所述的机架的左侧壁上固定设置有支撑套,支撑套内活动穿置有支撑杆,支撑杆的右端固定设置有护板,且护板设置在安装座的左方,支撑杆上套设有拉簧,拉簧的一端固定设置在护板的竖板左侧壁上,拉簧的另一端固定设置在支撑套的右侧壁上;
31.在将工件置于动夹持工装与定夹持工装之间时,将工件从两者的左侧插入,接着使用者抵住护板,通过护板推动工件,将工件送入动夹持工装与定夹持工装之间,且护板的上侧横板遮挡在使用者的手部上方,使用者松开护板后,拉簧拉动护板复位。
32.与现有技术相比,本发明的有益效果是:
33.1、本装置依托于对激光切割总成进行不仅驱动的切割步进总成,设置固定座,并在固定座上设置可上下移动的升降座,进而通过升降座安装吸尘导管,同时设置升降电动杆总成对升降座进行驱动控制,进而方便在激光切割总成移动对工件进行切割时,带动吸尘导管同步移动,进行切割时产生的烟尘收集;
34.2、本装置对于工件的夹持采用非标件夹持件,而是采用适用于工件的定夹持工装,并同时设置十字卡槽及其内滑动的十字卡块进行动夹持工装的安装,设置对十字卡块进行驱动的夹持电动杆总成进行驱动,实现工件的稳定夹持;
35.3、工作台上设置与切割步进总成对应的防护步进总成,进而设置插套,及在插套内设置垫块,进而在通过激光切割总成进行切割加工时,通过垫块对穿透工件的激光束进行拦截,此时设置较小体积的垫块,即能够实现对激光束的拦截,且在更换垫块时生产成本较小,有利于降低工件的加工成本。
附图说明
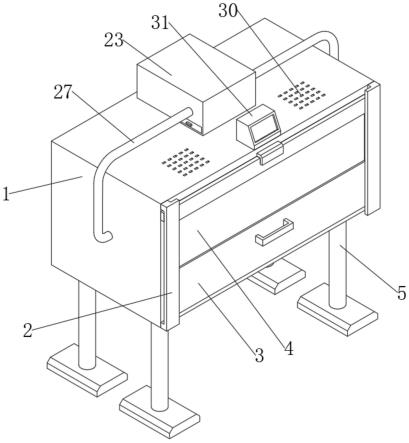
36.图1是本发明的结构示意图。
37.图2是图1的左视图。
38.图3是本发明中夹持组件的结构示意图。
39.图4是本发明中安装座的结构示意图。
40.图5是本发明中十字卡块的结构示意图。
41.图6是本发明中夹持电动杆总成、销杆、十字卡块的连接结构示意图。
42.附图标记说明:
43.工作台1、机架2、切割步进总成3、激光切割总成4、烟尘收集组件5、固定座5-1、升降导向杆5-2、升降座5-3、升降电动杆总成5-4、吸尘导管5-5、负压吸尘器5-6、夹持组件6、安装座6-1、十字卡槽6-2、安装槽6-3、夹持电动杆总成6-4、十字卡块6-5、销杆6-6、动夹持工装6-7、定夹持工装6-8、防护步进总成7、插套8、垫块9、滤光片10、支撑套11、支撑杆12、护板13、拉簧14。
具体实施方式
44.下面将结合附图,对本发明中的技术方案进行清楚、完整地描述,以描述中的优选实施例只作为举例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施
例,都属于本发明保护的范围。
45.实施例1:
46.如图1、2所示,本实施例包含工作台1、机架2、切割步进总成3、激光切割总成4,其中机架2通过螺丝固定在工作台1上,切割步进总成3通过螺丝固定在机架2上,激光切割总成4通过螺丝固定在切割步进总成3的活动轴上,它还包含:
47.烟尘收集组件5,所述的烟尘收集组件5设置在机架2上,且其与切割步进总成3传动设置;
48.夹持组件6,所述的夹持组件6设置在工作台1上,且其设置在激光切割总成4的下方;
49.采用以上设计方案,在使用时,将待加工的工件通过夹持组件6夹紧置于激光切割总成4的下方,接着根据对工件的切割需求,对切割步进总成3进行编码,进而在进行切割时,切割步进总成3带动激光切割总成4移动,通过激光切割总成4对工件进行切割加工,在切割时切割步进总成3带动烟尘收集组件与激光切割总成4同步运动,进而通过烟尘收集组件5对切割时产生的烟尘进行收集。
50.实施例2:
51.如图1、2所示,在上述实施例1的基础上,所述的烟尘收集组件5包含:
52.固定座5-1,所述的固定座5-1通过螺丝固定在切割步进总成3的活动轴上,且固定座5-1通过螺丝固定在激光切割总成4的一侧板上;
53.升降导向杆5-2,所述的升降导向杆5-2固定设置在固定座5-1上;
54.升降座5-3,所述的升降座5-3活动套设在升降导向杆5-2上,且升降座5-3活动抵设在固定座5-1的侧壁上;
55.升降电动杆总成5-4,所述的升降电动杆总成5-4通过螺丝固定在固定座5-1上,且升降电动杆总成5-4的输出轴通过螺丝固定在升降座5-3上;
56.吸尘导管5-5,所述的吸尘导管5-5通过螺丝固定在升降座5-3的下侧壁上,且吸尘导管5-5设置在激光切割总成4的侧方;
57.负压吸尘器5-6,所述的负压吸尘器5-6通过螺丝固定在机架2上,且负压吸尘器5-6的进口端通过波纹软管与吸尘导管5-5的出口端贯通连接设置;
58.采用以上设计方案,在对切割步进总成3进行编码后,对升降电动杆总成5-4进行编码,进而在切割步进总成3带动激光切割总成4与固定座5-1同时移动时,通过激光切割总成4对工件进行切割,且在固定座5-1移动时,升降电动杆总成5-4带动升降座5-3在升降导向杆5-2上移动,进而带动吸尘导管5-5进行上下移动,进而控制吸尘导管5-5的下端与工件的上表面保持恒定高度差,通过负压吸尘器5-6工作,进而通过吸尘导管5-5对切割时产生的烟尘进行除尘工作。
59.实施例3:
60.如图1、3、4、5、6所示,在上述实施例2的基础上,所述的夹持组件6包含:
61.安装座6-1,所述的安装座6-1通过螺丝固定在工作台1上,且其设置在切割步进总成3的右方;
62.十字卡槽6-2,所述的十字卡槽6-2开设在安装座6-1的左侧壁上;
63.安装槽6-3,所述的安装槽6-3开设在安装座6-1的左侧壁上,且安装槽6-3的后端
与十字卡槽6-2的前端贯通设置;
64.夹持电动杆总成6-4,所述的夹持电动杆总成6-4通过螺丝固定在安装槽6-3内,且夹持电动杆总成6-4的活动端伸设在十字卡槽6-2内;
65.十字卡块6-5,所述的十字卡块6-5滑动设置在十字卡槽6-2内;
66.销杆6-6,所述的销杆6-6通过螺丝固定在夹持电动杆总成6-4的活动端上,且销杆6-6活动插设在十字卡块6-5上;
67.动夹持工装6-7,所述的动夹持工装6-7通过螺丝固定在十字卡块6-5上,且动夹持工装6-7伸设在激光切割总成4的下方;
68.定夹持工装6-8,所述的定夹持工装6-8通过螺丝固定在安装座6-1上,且定夹持工装6-8设置在动夹持工装6-7的后方;
69.采用以上设计方案,在对工件进行切割时,首先根据同一批次的工件制作动夹持工装6-7、定夹持工装6-8,并将定夹持工装6-8安装在安装座6-1上,将动夹持工装6-7安装在十字卡块6-5上,接着将十字卡块6-5置入安装槽6-3内,并将夹持电动杆总成6-4上的销杆6-6对接插入十字卡块6-5内,接着推动十字卡块6-5滑动进入十字卡槽6-2内,对夹持电动杆总成6-4进行编码,进而在对工件进行夹持时,夹持电动杆总成6-4带动十字卡块6-5在十字卡槽6-2内滑动,进而十字卡块6-5带动动夹持工装6-7移动,通过动夹持工装6-7、定夹持工装6-8将工件夹紧。
70.实施例4:
71.如图1、2所示,在上述实施例3的基础上,所述的工作台1的上表面上通过螺丝固定有防护步进总成7,且防护步进总成7设置在切割步进总成3的下方,防护步进总成7的活动轴上通过螺丝固定有插套8,插套8内活动插设有垫块9,且垫块9设置在激光切割总成4的正下方;
72.采用以上设计方案,在对切割步进总成3进行编码后,对防护步进总成7进行编码,且保持防护步进总成7与切割步进总成3的运行路径一致,进而在切割步进总成3带动激光切割总成4移动时,防护步进总成7带动插套8移动,且插套8与激光切割总成4同步移动保持两者之间的相对静止,进而在激光切割总成4对工件切割穿透后,激光束照射在垫块9上,通过垫块9对激光束进行吸收防护,在垫块9损坏后,将垫块9从插套8内抽出并更换新的垫块9。
73.实施例5:
74.如图1、2所示,在上述实施例4的基础上,所述的固定座5-1的前侧壁上通过阻尼转轴旋设有滤光片10,且滤光片10设置在激光切割总成4的前方;在对工件进行切割加工时,转动滤光片10对齐进行角度调节,进而通过滤光片10遮在工件工作面的前方,且固定座5-1带动滤光片10移动,对激光切割时产生的强光进行过滤。
75.实施例6:
76.如图1、2所示,在上述实施例5的基础上,所述的机架2的左侧壁上通过螺丝固定有支撑套11,支撑套11内活动穿置有支撑杆12,支撑杆12的右端通过螺丝固定有护板13,且护板13设置在安装座6-1的左方,支撑杆12上套设有拉簧14,拉簧14的一端通过螺丝固定在护板13的竖板左侧壁上,拉簧14的另一端通过螺丝固定在支撑套11的右侧壁上;
77.采用以上设计方案,在将工件置于动夹持工装6-7与定夹持工装6-8之间时,将工
件从两者的左侧插入,接着使用者抵住护板13,通过护板13推动工件,将工件送入动夹持工装6-7与定夹持工装6-8之间,且护板13的上侧横板遮挡在使用者的手部上方,使用者松开护板13后,拉簧14拉动护板13复位。
78.采用本发明公开的技术方案后,能够实现:
79.在使用时,首先根据加工的工件的型号,进行动夹持工装6-7、定夹持工装6-8的生产,并对应的将加工完成的动夹持工装6-7固定在十字卡块6-5上,定夹持工装6-8固定在安装座6-1上,更换符合待加工工件材质的激光频率的激光切割总成4,对切割步进总成3、激光切割总成4、升降电动杆总成5-4、夹持电动杆总成6-4、防护步进总成7进行编码调节;加工时,将工件置于动夹持工装6-7、定夹持工装6-8之间,通过夹持电动杆总成6-4带动十字卡块6-5移动,进而带动动夹持工装6-7移动将工件夹紧,接着启动切割步进总成3带动激光切割总成4移动对工件进行切割,并通过负压吸尘器5-6抽气,通过吸尘导管5-5对切割时产生的烟尘进行抽气除尘,且在激光切割总成4、固定座5-1移动时,升降电动杆总成5-4控制升降座5-3移动上下高度位置,进而保持吸尘导管5-5的下端与工件切割点上表面的恒定距离。
80.采用上述的技术方案,能够达到的技术优势如下:
81.1、本装置依托于对激光切割总成4进行不仅驱动的切割步进总成3,设置固定座5-1,并在固定座5-1上设置可上下移动的升降座5-3,进而通过升降座5-3安装吸尘导管5-5,同时设置升降电动杆总成5-4对升降座5-3进行驱动控制,进而方便在激光切割总成4移动对工件进行切割时,带动吸尘导管5-5同步移动,进行切割时产生的烟尘收集;
82.2、本装置对于工件的夹持采用非标件夹持件,而是采用适用于工件的定夹持工装,并同时设置十字卡槽6-2及其内滑动的十字卡块6-5进行动夹持工装的安装,设置对十字卡块6-5进行驱动的夹持电动杆总成6-4进行驱动,实现工件的稳定夹持;
83.3、工作台1上设置与切割步进总成3对应的防护步进总成7,进而设置插套8,及在插套8内设置垫块9,进而在通过激光切割总成4进行切割加工时,通过垫块9对穿透工件的激光束进行拦截,此时设置较小体积的垫块9,即能够实现对激光束的拦截,且在更换垫块9时生产成本较小,有利于降低工件的加工成本。
84.对于本领域的技术人员来说,其可以对前述各实施例所记载的技术方案进行修改、部分技术特征的等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。