1.本实用新型涉及到焊缝质量检测技术,特别是一种铁制托盘侧片焊缝的自动敲板检测机。
背景技术:
2.铁制托盘的侧片即工件由挡板和铁制外框焊接而成,外框是铁制管焊接的,挡板为镀铝锌板,外框和挡板焊接后需要检测焊缝是否开裂,目前的检测方式是通过人工抬起工件后进行人工的锤击式的敲打,然后用肉眼观察检测电阻焊后是否缝隙开裂。这种检测方式不仅耗费了大量的劳动力,而且用时较长,也无法准确检测焊缝的质量。
技术实现要素:
3.为解决现有技术存在的上述问题,本实用新型要设计一种既省时省力,又能准确检测焊缝质量的铁制托盘侧片焊缝的自动敲板检测机。
4.为了实现上述目的,本实用新型的技术方案如下:一种铁制托盘侧片焊缝的自动敲板检测机,包括传送轨道模块、锤击装置和控制系统;
5.所述传送轨道模块包括框架、轴承座、轴承、皮带、皮带轴、链轮、链条、定位开关和电机,所述框架为矩形框架、沿左右方向布局在地面上;所述皮带通过两端的皮带轴安装在框架的两端,皮带轴的两端通过轴承和轴承座安装在框架上;框架一端的皮带轴通过链轮和链条与电机连接,所述电机通过电机座安装在框架的一侧;框架另一端的轴承为涨紧轴承;所述定位开关安装在框架上,安装位置与工件的定位位置相匹配;
6.所述锤击装置包括支架、升降机构和锤击机构,所述支架包括两个门形梁和两个支座,所述门形梁由两个立柱和一个横梁组成,横梁固定在两个立柱的顶端;所述两个门形梁并排横跨传送轨道模块、两端的立柱分别固定在两个支座上;所述的支座为矩形体台架,所述矩形体台架固定在地面上;
7.所述升降机构包括升降气缸和直角固定板,所述升降气缸通过直角固定板固定在立柱的内侧;所述升降机构通过电磁感应开关a与气源连接;
8.所述锤击机构包括锤击气缸、气缸座、连杆、连杆座和锤头,所述锤击气缸有多个,通过气缸座并排固定在支座上;所述连杆通过连杆座安装在气缸座上;所述连杆为l形杆,l形杆的角部与连杆座转动连接,l形杆的一端与锤头固定连接、另一端与锤击气缸的推杆端转动连接;所述锤击机构通过电磁感应开关b与气源连接;
9.所述控制系统通过控制线分别与电磁感应开关a、电磁感应开关b、定位开关和电机连接。
10.进一步地,所述定位开关为触碰接触式开关。
11.进一步地,所述定位开关安装在框架上与右侧门形梁对应的位置。
12.进一步地,所述锤击装置的结构左右对称、前后对称。
13.进一步地,所述锤击气缸有6个,前后各3个。
14.与现有技术相比,本实用新型具有以下有益效果:
15.本实用新型通过传送轨道模块将电阻焊后的工件输送到锤击装置处,再利用升降气缸将工件托起并与横梁顶紧,再利用锤击气缸通过连杆带动锤头对工件进行脉冲式敲打,整个过程均通过控制系统自动控制,这样大大节省了人力,提高了生产效率。由于本实用新型敲打的力度和间隔可控,从而避免了人为因素的干扰,保证了敲打的质量,为检测焊缝的质量提供了坚实的基础。
附图说明
16.图1是本实用新型的结构示意图。
17.图2是图1的侧视图。
18.图3是图1的俯视图。
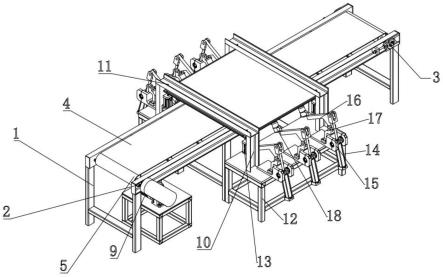
19.图4是图1的轴测图。
20.图中:1、框架,2、轴承座,3、轴承,4、皮带,5、皮带轴,6、链轮,7、链条,8、定位开关,9、电机,10、立柱、11、横梁,12、支座,13、升降气缸,14、锤击气缸,15、气缸座,16、连杆,17、连杆座,18、锤头。
具体实施方式
21.下面结合附图对本实用新型进行进一步地描述。如图1-4所示,一种铁制托盘侧片焊缝的自动敲板检测机,包括传送轨道模块、锤击装置和控制系统;
22.所述传送轨道模块包括框架1、轴承座2、轴承3、皮带4、皮带轴5、链轮6、链条7、定位开关8和电机9,所述框架1为矩形框架1、沿左右方向布局在地面上;所述皮带4通过两端的皮带轴5安装在框架1的两端,皮带轴5的两端通过轴承3和轴承座2安装在框架1上;框架1一端的皮带轴5通过链轮6和链条7与电机9连接,所述电机9通过电机座安装在框架1的一侧;框架1另一端的轴承3为涨紧轴承;所述定位开关8安装在框架1上,安装位置与工件的定位位置相匹配;
23.所述锤击装置包括支架、升降机构和锤击机构,所述支架包括两个门形梁和两个支座12,所述门形梁由两个立柱10和一个横梁11组成,横梁11固定在两个立柱10的顶端;所述两个门形梁并排横跨传送轨道模块、两端的立柱10分别固定在两个支座12上;所述的支座12为矩形体台架,所述矩形体台架固定在地面上;
24.所述升降机构包括升降气缸13和直角固定板,所述升降气缸13通过直角固定板固定在立柱10的内侧;所述升降机构通过电磁感应开关a与气源连接;
25.所述锤击机构包括锤击气缸14、气缸座15、连杆16、连杆座17和锤头18,所述锤击气缸14有多个,通过气缸座15并排固定在支座12上;所述连杆16通过连杆座17安装在气缸座15上;所述连杆16为l形杆,l形杆的角部与连杆座17转动连接,l形杆的一端与锤头18固定连接、另一端与锤击气缸14的推杆端转动连接;所述锤击机构通过电磁感应开关b与气源连接;
26.所述控制系统通过控制线分别与电磁感应开关a、电磁感应开关b、定位开关8和电机9连接。
27.进一步地,所述定位开关8为触碰接触式开关。
28.进一步地,所述定位开关8安装在框架1上与右侧门形梁对应的位置。
29.进一步地,所述锤击装置的结构左右对称、前后对称。
30.进一步地,所述锤击气缸14有6个,前后各3个。
31.本实用新型的工作方法如下:
32.a、将铁制托盘即工件放置在传送轨道的一端,通过控制系统启动皮带4运转,将工件运送到锤击装置处;
33.b、当定位开关8接触到工件时,皮带4停止运转,控制系统控制4个升降气缸13的推杆同时升起,托起工件与门形梁的横梁11接触并顶紧后,升降气缸13的推杆同时停止动作;
34.c、控制系统控制锤击气缸14的推杆来回伸缩,对工件的焊接位置进行脉冲式敲打;
35.d、敲打完毕,控制系统控制4个升降气缸13的推杆同时缩回,托起工件放回到皮带4上后,升降气缸13的推杆同时停止动作;
36.e、控制系统启动皮带4运转,将工件运送到下料工位处;
37.f、操作人员检测工件的焊缝是否有裂缝,并按合格品和不合格品分别堆垛。
38.本实用新型的前后左右方向仅相对于图1,不构成对本实用新型的任何限制。本实用新型不局限于本实施例,任何在本实用新型披露的技术范围内的等同构思或者改变,均列为本实用新型的保护范围。
技术特征:
1.一种铁制托盘侧片焊缝的自动敲板检测机,包括传送轨道模块、锤击装置和控制系统;其特征在于:所述锤击装置包括支架、升降机构和锤击机构,所述支架包括两个门形梁和两个支座(12),所述门形梁由两个立柱(10)和一个横梁(11)组成,横梁(11)固定在两个立柱(10)的顶端;所述两个门形梁并排横跨传送轨道模块、两端的立柱(10)分别固定在两个支座(12)上;所述的支座(12)为矩形体台架,所述矩形体台架固定在地面上;所述升降机构包括升降气缸(13)和直角固定板,所述升降气缸(13)通过直角固定板固定在立柱(10)的内侧;所述升降机构通过电磁感应开关a与气源连接;所述锤击机构包括锤击气缸(14)、气缸座(15)、连杆(16)、连杆座(17)和锤头(18),所述锤击气缸(14)有多个,通过气缸座(15)并排固定在支座(12)上;所述连杆(16)通过连杆座(17)安装在气缸座(15)上;所述连杆(16)为l形杆,l形杆的角部与连杆座(17)转动连接,l形杆的一端与锤头(18)固定连接、另一端与锤击气缸(14)的推杆端转动连接;所述锤击机构通过电磁感应开关b与气源连接;所述控制系统通过控制线分别与电磁感应开关a、电磁感应开关b、定位开关(8)和电机(9)连接。2.根据权利要求1所述一种铁制托盘侧片焊缝的自动敲板检测机,其特征在于:所述定位开关(8)为触碰接触式开关。3.根据权利要求1所述一种铁制托盘侧片焊缝的自动敲板检测机,其特征在于:所述定位开关(8)安装在框架(1)上与右侧门形梁对应的位置。4.根据权利要求1所述一种铁制托盘侧片焊缝的自动敲板检测机,其特征在于:所述锤击装置的结构左右对称、前后对称。5.根据权利要求1所述一种铁制托盘侧片焊缝的自动敲板检测机,其特征在于:所述锤击气缸(14)有6个,前后各3个。6.根据权利要求1所述一种铁制托盘侧片焊缝的自动敲板检测机,其特征在于:所述传送轨道模块包括框架(1)、轴承座(2)、轴承(3)、皮带(4)、皮带轴(5)、链轮(6)、链条(7)、定位开关(8)和电机(9),所述框架(1)为矩形框架(1)、沿左右方向布局在地面上;所述皮带(4)通过两端的皮带轴(5)安装在框架(1)的两端,皮带轴(5)的两端通过轴承(3)和轴承座(2)安装在框架(1)上;框架(1)一端的皮带轴(5)通过链轮(6)和链条(7)与电机(9)连接,所述电机(9)通过电机座安装在框架(1)的一侧;框架(1)另一端的轴承(3)为涨紧轴承;所述定位开关(8)安装在框架(1)上,安装位置与工件的定位位置相匹配。
技术总结
本实用新型公开了一种铁制托盘侧片焊缝的自动敲板检测机,包括传送轨道模块、锤击装置和控制系统;所述传送轨道模块包括框架、轴承座、轴承、皮带、皮带轴、链轮、链条、定位开关和电机,所述锤击装置包括支架、升降机构和锤击机构。本实用新型通过传送轨道模块将电阻焊后的工件输送到锤击装置处,再利用升降气缸将工件托起并与横梁顶紧,再利用锤击气缸通过连杆带动锤头对工件进行脉冲式敲打,整个过程均通过控制系统自动控制,这样大大节省了人力,提高了生产效率。由于本实用新型敲打的力度和间隔可控,从而避免了人为因素的干扰,保证了敲打的质量,为检测焊缝的质量提供了坚实的基础。础。础。
技术研发人员:卢灼 杨晓宁 王群
受保护的技术使用者:辽宁鸿云智慧托盘有限公司
技术研发日:2022.04.12
技术公布日:2022/11/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。