1.本技术涉及数据处理技术领域,尤其涉及一种玻璃镜片打磨质量分析优化方法及系统。
背景技术:
2.随着经济的不断发展,镜片行业作为我国鼓励发展的轻工业,对于提高镜片生产的新工艺有着十分急切的需求。伴随着居民整体收入水平不断增长,对于镜片的质量要求也在不断提高。
3.目前,在对玻璃镜片打磨后的质量进行分析的过程中,主要通过专业技术人员对打磨后的玻璃镜片进行各个维度的质量检验,在得到检验结果后,对结果进行综合分析,得到镜片质量的结果,进而反馈至生产阶段,从而指导生产。
4.然而,由于对玻璃镜片的产量需求的不断增大,对于镜片制造企业的生产加工负荷也随之增大,仅仅依靠人工对玻璃镜片的打磨质量进行控制,不仅准确率低,也容易导致反馈周期延长,导致镜片质量降低。现有技术中存在玻璃镜片打磨质量分析准确度低、分析效率低的技术问题。
技术实现要素:
5.本技术的目的是提供一种玻璃镜片打磨质量分析优化方法及系统,用以解决现有技术中存在玻璃镜片打磨质量分析准确度低、分析效率低的技术问题。
6.鉴于上述问题,本技术提供了一种玻璃镜片打磨质量分析优化方法及系统。
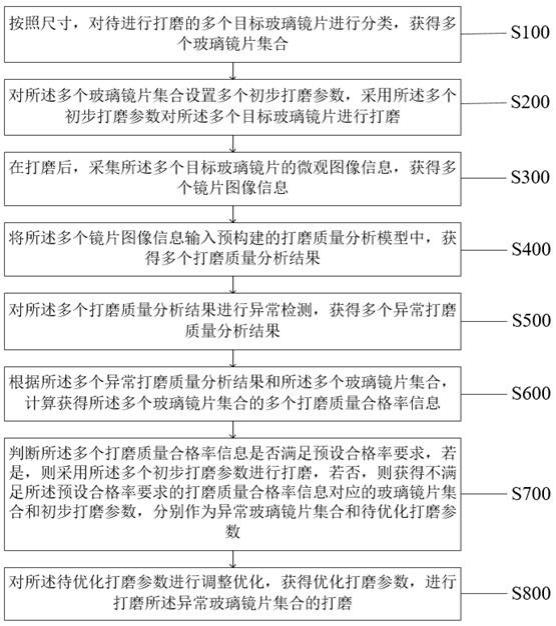
7.第一方面,本技术提供了一种玻璃镜片打磨质量分析优化方法,其中,所述方法包括:按照尺寸,对待进行打磨的多个目标玻璃镜片进行分类,获得多个玻璃镜片集合;对所述多个玻璃镜片集合设置多个初步打磨参数,采用所述多个初步打磨参数对所述多个目标玻璃镜片进行打磨;在打磨后,采集所述多个目标玻璃镜片的微观图像信息,获得多个镜片图像信息;将所述多个镜片图像信息输入预构建的打磨质量分析模型中,获得多个打磨质量分析结果;对所述多个打磨质量分析结果进行异常检测,获得多个异常打磨质量分析结果;根据所述多个异常打磨质量分析结果和所述多个玻璃镜片集合,计算获得所述多个玻璃镜片集合的多个打磨质量合格率信息;判断所述多个打磨质量合格率信息是否满足预设合格率要求,若是,则采用所述多个初步打磨参数进行打磨,若否,则获得不满足所述预设合格率要求的打磨质量合格率信息对应的玻璃镜片集合和初步打磨参数,分别作为异常玻璃镜片集合和待优化打磨参数;对所述待优化打磨参数进行调整优化,获得优化打磨参数,进行打磨所述异常玻璃镜片集合的打磨。
8.另一方面,本技术还提供了一种玻璃镜片打磨质量分析优化系统,其中,所述系统包括:镜片分类模块,所述镜片分类模块用于按照尺寸,对待进行打磨的多个目标玻璃镜片进行分类,获得多个玻璃镜片集合;镜片打磨模块,所述镜片打磨模块用于对所述多个玻璃镜片集合设置多个初步打磨参数,采用所述多个初步打磨参数对所述多个目标玻璃镜片进
行打磨;镜片图像获得模块,所述镜片图像获得模块用于在打磨后,采集所述多个目标玻璃镜片的微观图像信息,获得多个镜片图像信息;打磨质量分析模块,所述打磨质量分析模块用于将所述多个镜片图像信息输入预构建的打磨质量分析模型中,获得多个打磨质量分析结果;异常检测模块,所述异常检测模块用于对所述多个打磨质量分析结果进行异常检测,获得多个异常打磨质量分析结果;合格率计算模块,所述合格率计算模块用于根据所述多个异常打磨质量分析结果和所述多个玻璃镜片集合,计算获得所述多个玻璃镜片集合的多个打磨质量合格率信息;合格率判断模块,所述合格率判断模块用于判断所述多个打磨质量合格率信息是否满足预设合格率要求,若是,则采用所述多个初步打磨参数进行打磨,若否,则获得不满足所述预设合格率要求的打磨质量合格率信息对应的玻璃镜片集合和初步打磨参数,分别作为异常玻璃镜片集合和待优化打磨参数;调整优化模块,所述调整优化模块用于对所述待优化打磨参数进行调整优化,获得优化打磨参数,进行打磨所述异常玻璃镜片集合的打磨。
9.本技术中提供的一个或多个技术方案,至少具有如下技术效果或优点:本技术通过根据玻璃镜片的尺寸,对待进行打磨的多个目标玻璃镜片进行分类,获得多个玻璃镜片集合,然后根据不同的玻璃镜片集合设置不同的初步打磨参数,按照多个初步打磨参数对多个目标玻璃镜片进行打磨,然后在打磨后,采集多个目标玻璃镜片的微观图像信息,得到多个镜片图像信息,进而将多个镜片图像信息输入预构建的打磨质量分析模型中,获得多个打磨质量分析结果,然后对多个打磨质量分析结果进行异常检测,获得多个异常打磨质量分析结果,通过根据多个异常打磨质量分析结果和多个玻璃镜片集合,计算多个玻璃镜片集合的多个打磨质量合格率信息,判断多个打磨质量合格率信息是否满足预设合格率要求,若是,则采用多个初步打磨参数进行打磨,若否,则获得不满足预设合格率要求的打磨质量合格率信息对应的玻璃镜片集合和初步打磨参数,然后分别作为异常玻璃镜片集合和待优化打磨参数,通过对待优化打磨参数进行调整优化,得到优化打磨参数,对异常玻璃镜片集合进行打磨。达到了提高玻璃镜片打磨质量分析优化效率,提高分析质量的技术效果。
附图说明
10.为了更清楚地说明本技术或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
11.图1为本技术实施例提供的一种玻璃镜片打磨质量分析优化方法的流程示意图;图2为本技术实施例提供的一种玻璃镜片打磨质量分析优化方法中对待进行打磨的多个目标玻璃镜片进行分类的流程示意图;图3为本技术实施例提供的一种玻璃镜片打磨质量分析优化方法中获得多个打磨质量分析结果的流程示意图;图4为本技术一种玻璃镜片打磨质量分析优化系统的结构示意图。
12.附图标记说明:镜片分类模块11,镜片打磨模块12,镜片图像获得模块13,打磨质量分析模块14,异常检测模块15,合格率计算模块16,合格率判断模块17,调整优化模块18。
具体实施方式
13.本技术通过提供一种玻璃镜片打磨质量分析优化方法及系统,解决了现有技术中存在玻璃镜片打磨质量分析准确度低、分析效率低的技术问题。达到了玻璃镜片打磨质量分析优化的准确度,提高分析效率,提高质量分析的智能化程度的技术效果。
14.本技术技术方案中对数据的获取、存储、使用、处理等均符合国家法律法规的相关规定。
15.下面,将参考附图对本技术中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术的一部分实施例,而不是本技术的全部实施例,应理解,本技术不受这里描述的示例实施例的限制。基于本技术的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。另外还需要说明的是,为了便于描述,附图中仅示出了与本技术相关的部分而非全部。
16.实施例一如图1所示,本技术提供了一种玻璃镜片打磨质量分析优化方法,其中,所述方法包括:步骤s100:按照尺寸,对待进行打磨的多个目标玻璃镜片进行分类,获得多个玻璃镜片集合;进一步的,如图2所示,按照尺寸,对待进行打磨的多个目标玻璃镜片进行分类,本技术实施例步骤s100还包括:步骤s110:对待进行打磨的多个目标玻璃镜片的多个部位进行尺寸测量,获得多个镜片尺寸信息集合;步骤s120:获得多个玻璃镜片尺寸阈值;步骤s130:根据所述多个镜片尺寸信息集合,计算获得所述多个目标玻璃镜片的多个平均尺寸信息;步骤s140:基于所述多个玻璃镜片尺寸阈值,对所述多个平均尺寸信息进行划分,获得所述多个玻璃镜片集合。
17.具体而言,获取多个目标玻璃镜片的尺寸,按照尺寸信息,对多个目标玻璃镜片进行划分,得到多个玻璃镜片集合,通过对多个玻璃镜片进行分类为后续进行玻璃打磨质量的评定,提供玻璃打磨质量评定优化效率。
18.具体的,对多个目标玻璃镜片的多个部位分别进行尺寸测量,可选的,包括目标玻璃镜片的直径、厚度、不规则度等,优选为厚度,从而得到所述多个镜片尺寸信息集合。所述多个玻璃镜片尺寸阈值是从不同的角度对可打磨的玻璃镜片的尺寸进行限制的尺寸值。根据所述多个镜片尺寸信息集合,将描述玻璃镜片同一角度的尺寸信息汇总在一起,进行平均值计算,从而得到多个目标镜片的多个平均尺寸信息。从而根据所述多个玻璃镜片尺寸阈值,按照尺寸限制,对所述多个平均尺寸信息进行划分,从而将多个目标玻璃镜片进行分类,得到多个玻璃镜片集合。实现了对玻璃镜片按照尺寸进行分类的目标,达到了提高分类准确性的技术效果。
19.步骤s200:对所述多个玻璃镜片集合设置多个初步打磨参数,采用所述多个初步打磨参数对所述多个目标玻璃镜片进行打磨;具体而言,在对多个目标玻璃镜片进行分类后,按照不同玻璃镜片集合中的玻璃
镜片类型,设置多个不同的初步打磨参数,其中,玻璃镜片集合与初步打磨参数一一对应。所述初步打磨参数是对玻璃镜片进行初步打磨的参数,包括:打磨尺寸、打磨强度等。在根据多个初步打磨参数对多个目标玻璃镜片进行打磨,实现对目标玻璃镜片进行打磨的目标。
20.步骤s300:在打磨后,采集所述多个目标玻璃镜片的微观图像信息,获得多个镜片图像信息;具体而言,在对所述多个目标玻璃镜片进行打磨后,得到初步打磨的目标玻璃镜片,通过对所述多个目标玻璃镜片的微观图像进行采集,主要利用微观摄像机采集图像,从而得到所述多个镜片图像信息。例如采集玻璃镜片打磨后的表面图像,达到了为后续分析目标玻璃镜片质量提供分析对象的技术效果。
21.步骤s400:将所述多个镜片图像信息输入预构建的打磨质量分析模型中,获得多个打磨质量分析结果;进一步的,如图3所示,将所述多个镜片图像信息输入预构建的打磨质量分析模型中,获得多个打磨质量分析结果,本技术实施例步骤s400还包括:步骤s410:采集此前进行目标玻璃镜片打磨后的多个样本镜片图像信息;步骤s420:对所述多个样本镜片图像信息进行多等级质量评估,获得多个样本打磨质量分析结果;步骤s430:基于卷积神经网络,构建所述打磨质量分析模型的网络结构;步骤s440:采用所述多个样本镜片图像信息、多个样本打磨质量分析结果对所述打磨质量分析模型进行监督训练、验证和测试,直到所述打磨质量分析模型的准确率符合预设要求;步骤s450:将所述多个镜片图像信息输入构建完成的所述打磨质量分析模型中,获得所述多个打磨质量分析结果。
22.具体而言,所述与构建的打磨质量分析模型是指对目标玻璃镜片的质量进行分析的功能模型。通过将所述多个镜片图像信息作为输入数据,输入所述预构建的打磨质量分析模型中,可以根据图像信息对玻璃镜片的质量进行评级分析。实现对目标玻璃质量情况进行分析的目标。
23.具体的,首先通过建立打磨样本,对打磨样本的质量情况进行等级评估,建立质量参考。所述多个样本镜片图像信息是指对作为打磨样本的镜片经过打磨后的图像进行采集后得到的图像,图像内的刮痕、不平整的部分越少,则打磨质量越好。所述多等级质量评估是根据图像中反映的玻璃镜片镜面图像,以及图像反映的镜片尺寸进行质量等级的评估。优选的,将质量评定等级划分为1-10的等级,等级越高,则打磨质量越好。按照质量情况评定对应的质量等级。所述多个样本打磨质量分析结果是指对多个样本镜片图像信息进行多等级质量评估后,得到的多个样本打磨质量分析结果。其中,所述多个样本打磨质量分析结果对样本的镜片图像进行质量评定后,得到的样本镜片图像与样本打磨质量之间的分析结果。进而,根据卷积神经网络构造原理,在卷积神经网络的基础上,构建上述对镜片打磨质量进行智能分析的所述打磨质量分析模型的网络结构。其中,所述网络结构分为输入层、隐含层和输出层,隐含层内包括多个卷积层和池化层。
24.具体的,将所述多个样本图像信息和所述多个样本打磨质量分析结果作为训练数
据,对所述打磨质量分析模型进行监督训练。优选的,将训练数据按照4:3:3的比例分为三部分,即训练数据集、验证数据集和测试数据集。在通过训练数据集将所述打磨质量分析模型训练至收敛后,根据所述验证数据集和测试数据集对所述打磨质量分析模型进行验证和测试,直至测试得到的准确度和灵敏度符合要求,如果不符合要求,则增加训练样本,从而使所述打磨质量分析模型达到要求。通过从所述目标玻璃镜片中得到打磨样本,可以得到针对目标玻璃镜片的打磨情况,从而使根据样本训练得到的模型能够对目标玻璃镜片的质量分析更加适配。
25.具体的,通过将所述多个镜片图像信息输入到构建完成的所述打磨质量分析模型中,通过模型分析,可以得到多个镜片图像信息反映的玻璃镜片的打磨质量情况,即得到所述多个打磨质量分析结果。由此,实现了对玻璃镜片图像进行智能化分析的目标,达到了提高分析的准确性和分析效率的技术效果。
26.步骤s500:对所述多个打磨质量分析结果进行异常检测,获得多个异常打磨质量分析结果;进一步的,对所述多个打磨质量分析结果进行异常检测,本技术实施例步骤s500还包括:步骤s510:构建异常打磨质量分析结果检测模型;步骤s520:将所述多个打磨质量分析结果输入所述异常打磨质量分析结果检测模型,进行异常检测,获得所述多个异常打磨质量分析结果。
27.进一步的,构建异常打磨质量分析结果检测模型,本技术实施例步骤s510还包括:步骤s511:从所述多个样本打磨质量分析结果内随机选择一样本打磨质量分析结果,构建所述异常打磨质量分析结果检测模型的一级分割节点;步骤s512:再次从所述多个打磨质量分析结果内随机选择一样本打磨质量分析结果,构建所述异常打磨质量分析结果检测模型的二级分割节点;步骤s513:继续构建所述异常打磨质量分析结果检测模型的多级分割节点;步骤s514:基于所述多级分割节点,设置获得异常打磨质量分析结果输出节点,其中,所述异常打磨质量分析结果输出节点及以下分割节点分割获得的单个打磨质量分析结果为异常打磨质量分析结果;步骤s515:根据所述多级分割节点和所述异常打磨质量分析结果输出节点,获得构建完成的所述异常打磨质量分析结果检测模型。
28.具体而言,对多个打磨质量分析结果中的异常结果进行分析检测,得到所述多个异常打磨质量分析结果。其中,所述异常打磨质量分析结果检测模型是指对多个打磨质量分析结果中的异常结果进行识别的功能模型。通过将所述多个打磨质量分析结果输入所述异常打磨质量分析结果检测模型中,进行异常检测,从中区分出异常打磨质量分析结果,为后续进行异常分析提供分析数据。
29.具体的,从所述多个样本打磨质量分析结果中随机选取一样本打磨质量分析结果,将这一样本打磨质量分析结果赋值于一级分割节点,所述一级分割节点用于对打磨质量分析结果进行初步分级。进而将从多个打磨质量分析结果中再随机选择一样本打磨质量分析结果,与一级分割节点中的样本打磨质量分析结果不同,将其赋值于二级分割节点,对经过一级分割节点划分后的结果进行二次划分。进而,按照同样的原理,设立多级分割节
点,不断对上一级分割节点划分的打磨质量分析结果进行分级划分,从而对多个打磨质量分析结果进行精细化划分,按照不同的打磨质量划分为不同的集合。进而多级分割节点,设置异常打磨质量分析结果所在的输出节点,将输出节点及以下的分割节点分割获得的单个打磨质量分析结果与其他打磨质量分析结果的差距较大,更容易被分割为单个数据,将其确定为异常打磨质量分析结果。从而,将所述多级分割节点和所述异常打磨质量分析结果输出节点综合起来,得到所述异常打磨质量分析结果检测模型。由此,达到了对异常打磨质量分析结果进行快速识别的技术效果。基于识别获得异常打磨质量分析结果,由于大多数玻璃镜片的打磨质量较好,可获得打磨质量不佳的多个玻璃镜片,进行返工打磨处理。
30.步骤s600:根据所述多个异常打磨质量分析结果和所述多个玻璃镜片集合,计算获得所述多个玻璃镜片集合的多个打磨质量合格率信息;具体而言,所述多个异常打磨质量分析结果和所述多个玻璃镜片集合,通过分析异常打磨质量分析结果在多个玻璃镜片集合中的占比情况,计算得到多个玻璃镜片集合的多个打磨质量合格率,其中,多个打磨质量合格率信息与多个玻璃镜片集合一一对应。由此,达到了对玻璃镜片质量进行量化分析的技术效果。
31.步骤s700:判断所述多个打磨质量合格率信息是否满足预设合格率要求,若是,则采用所述多个初步打磨参数进行打磨,若否,则获得不满足所述预设合格率要求的打磨质量合格率信息对应的玻璃镜片集合和初步打磨参数,分别作为异常玻璃镜片集合和待优化打磨参数;具体而言,所述预设合格率要求是预先设置的玻璃镜片打磨质量合格情况。当所述多个打磨质量合格率信息满足预设合格率要求时,表明此时的多个初步打磨参数是可以满足质量要求,当不满足时,将对应的玻璃镜片集合设定为异常玻璃镜片集合,将初步打磨参数设定为待优化打磨参数。示例性地,预设合格率要求可为90%。从而,实现对打磨参数进行特定化优化,保证玻璃镜片的打磨质量的目标。
32.步骤s800:对所述待优化打磨参数进行调整优化,获得优化打磨参数,进行打磨所述异常玻璃镜片集合的打磨。
33.进一步的,对所述待优化打磨参数进行调整优化,本技术实施例步骤s800还包括:步骤s810:采用多个随机调整方式,对所述待优化打磨参数进行调整,构建所述待优化打磨参数的第一邻域,所述第一邻域内包括多个第一调整打磨参数;步骤s820:获取所述多个第一调整打磨参数的适应度,获得多个第一调整适应度;步骤s830:获得所述多个第一调整适应度中的最大值,作为第一适应度,并将对应的第一调整打磨参数作为第一打磨参数;步骤s840:将调整获得所述第一打磨参数的随机调整方式加入禁用表,所述禁用表内包括一禁忌迭代次数;步骤s850:继续构建所述第一打磨参数的第二邻域,进行迭代寻优,在迭代次数达到所述禁忌迭代次数时,将调整获得所述第一打磨参数的随机调整方式从所述禁用表中删除;步骤s860:当迭代寻优达到预设迭代次数后,停止寻优,将迭代寻优进程中适应度最大值对应的打磨参数输出,获得所述优化打磨参数。
34.进一步的,获取所述多个第一调整打磨参数的适应度,本技术实施例步骤s820还
包括:步骤s821:获取所述异常玻璃镜片集合的玻璃镜片尺寸阈值,作为异常玻璃镜片尺寸阈值;步骤s822:获取满足所述异常玻璃镜片尺寸阈值的多个样品玻璃镜片;步骤s823:分别采用所述多个第一调整打磨参数对所述多个样品玻璃镜片进行打磨,并在打磨后,采集获得多个样品镜片图像信息;步骤s824:将所述多个样品镜片图像信息输入所述打磨质量分析模型中,获得多个样品打磨质量分析结果;步骤s825:将所述多个样品打磨质量分析结果作为所述多个第一调整适应度。
35.具体而言,所述调整优化是对所述待优化打磨参数进行调整,使按照优化打磨参数进行玻璃镜片打磨,可以使其符合质量要求。所述优化打磨参数是根据异常玻璃镜片的特点进行参数调整后得到的。优选的,在对所述待优化打磨参数进行调整的过程中,通过使用禁忌搜索算法进行参数的优化调整,从而避免在对参数进行调整的过程中,选择局部范围内的最优解,可以跳出局部最优解的范围,从而扩大参数的选择范围,丰富参数的调整方向。
36.具体的,通过按照多个随机调整方式,对所述待优化打磨参数进行调整。可选的,按照调整不同的参数,调整不同参数的数值两个方向进行待优化打磨参数的调整。以待优化打磨参数为基准,将随机调整后得到打磨参数范围,作为所述第一邻域。其中,所述第一邻域是所述待优化打磨参数的调节范围,包括多个第一调整打磨参数。进而,对所述多个第一调整打磨参数进行评估,得到参数对于异常玻璃镜片质量调整的程度,按照调整质量的高低,得到适应度情况。从而,通过对多个第一调整打磨参数进行逐一适应度评估,得到所述多个第一调整适应度。从多个第一调整适应度中进行适应度筛选,得到数值最大的适应度,将其作为第一适应度,表明根据第一适应度对应的第一调整打磨参数对异常玻璃镜片进行打磨,可以使异常玻璃镜片的质量达到要求。所述第一打磨参数是在第一邻域内最适宜异常玻璃镜片的打磨参数。
37.具体的,将第一打磨参数对应的随机调整方式加入不允许选择的禁用表内,禁用表内的随机调整方式不可在迭代寻优中使用,避免重复选择该调整方式,导致得到的结果不具有多样性,以及避免寻优优化陷入局部最优,提升寻优效率。所述禁忌迭代次数是调整方式禁止使用的迭代次数,当迭代优化次数超过禁忌迭代次数时,将该随机调整方式从禁用表内删除对调整结果的影响性也会下降。所述禁忌迭代次数由工作人员设定,例如设置为5次,在此不做限制。其中,所述禁用表是对参数进行迭代寻优时不能采用的随机调整方式的汇总列表。所述禁忌迭代次数是在迭代寻优的过程中,禁用表内的随机调整方式不参与迭代寻优调整的次数。
38.具体的,所述第二邻域是所述第一打磨参数对应的调整空间,在第二邻域内对第一打磨参数进行迭代寻优,当迭代次数达到所述禁忌迭代次数后,通过将第一打磨参数的随机调整方式从禁用表中删除,从而保证迭代的有效性和可靠性。迭代不能一直进行,避免得到过拟合的迭代结果,当迭代寻优达到预设迭代次数后,通过将适应度最大值对应的打磨参数作为所述优化打磨参数,可以实现确定最优打磨参数的目标。
39.具体的,对所述异常玻璃镜片集合中的玻璃镜片尺寸进行采集,得到所述玻璃镜
片尺寸阈值,作为所述异常玻璃镜片尺寸阈值。其中,所述异常玻璃镜片尺寸阈值反映了异常玻璃镜片集合内比例镜片的尺寸范围。通过以所述异常玻璃镜片尺寸阈值为筛选条件,对多个样本玻璃镜片进行调整,得到满足所述异常玻璃镜片尺寸阈值的多个样品玻璃镜片,将其作为打磨的样本。通过按照所述多个第一调整打磨参数对多个样品玻璃镜片进行打磨,将打磨后的镜片进行图像采集,得到可以反映样品玻璃质量的多个样品镜片图像信息。通过将所述多个样品镜片图像信息作为输入数据,输入打磨质量分析模型中,得到质量分析结果。将多个样品打磨质量分析结果作为多个第一调整参数对于玻璃镜片的调整评价结果,设定为多个第一调整适应度。实现对多个第一调整参数的适应度情况进行量化计算的目标。
40.综上所述,本技术所提供的一种玻璃镜片打磨质量分析优化方法具有如下技术效果:1.本技术实施例通过按照尺寸对多个目标玻璃镜片分类,对多个不同尺寸的玻璃镜片集合进行参数设置,实现特定尺寸单独分析,提高打磨质量分析可靠性的目标,然后通过不同的多个初步打磨参数对多个目标玻璃镜片进行打磨,通过将采集得到的多个目标玻璃镜片的微观图像信息作为输入数据,输入预构建的打磨质量分析模型中,得到多个打磨质量分析结果,然后通过异常打磨质量分析结果检测模型对分析结果中的异常分析结果进行识别,从而对打磨质量不合格的多个初步打磨参数进行优化调整,根据优化得到的优化打磨参数对所述异常玻璃镜片集合进行打磨。达到了对玻璃镜片质量进行智能化分析,提高质量分析效率的技术效果。
41.2.本技术实施例通过对待进行打磨的多个目标玻璃镜片的多个部位进行尺寸测量,获得多个镜片尺寸信息集合,然后得到打磨时的尺寸阈值,根据多个镜片尺寸信息集合,平均计算后得到多个目标镜片的多个平均尺寸信息,然后以多个玻璃镜片尺寸阈值为标准对多个平均尺寸信息进行划分,得到多个玻璃镜片集合。由此,达到了提高分析效率,按照玻璃镜片集合的分类情况,有针对性的分析,从而提高分析的准确性的技术效果。
42.实施例二基于与前述实施例中一种玻璃镜片打磨质量分析优化方法同样的发明构思,如图4所示,本技术还提供了一种玻璃镜片打磨质量分析优化系统,其中,所述系统包括:镜片分类模块11,所述镜片分类模块11用于按照尺寸,对待进行打磨的多个目标玻璃镜片进行分类,获得多个玻璃镜片集合;镜片打磨模块12,所述镜片打磨模块12用于对所述多个玻璃镜片集合设置多个初步打磨参数,采用所述多个初步打磨参数对所述多个目标玻璃镜片进行打磨;镜片图像获得模块13,所述镜片图像获得模块13用于在打磨后,采集所述多个目标玻璃镜片的微观图像信息,获得多个镜片图像信息;打磨质量分析模块14,所述打磨质量分析模块14用于将所述多个镜片图像信息输入预构建的打磨质量分析模型中,获得多个打磨质量分析结果;异常检测模块15,所述异常检测模块15用于对所述多个打磨质量分析结果进行异常检测,获得多个异常打磨质量分析结果;合格率计算模块16,所述合格率计算模块16用于根据所述多个异常打磨质量分析结果和所述多个玻璃镜片集合,计算获得所述多个玻璃镜片集合的多个打磨质量合格率信
息;合格率判断模块17,所述合格率判断模块17用于判断所述多个打磨质量合格率信息是否满足预设合格率要求,若是,则采用所述多个初步打磨参数进行打磨,若否,则获得不满足所述预设合格率要求的打磨质量合格率信息对应的玻璃镜片集合和初步打磨参数,分别作为异常玻璃镜片集合和待优化打磨参数;调整优化模块18,所述调整优化模块18用于对所述待优化打磨参数进行调整优化,获得优化打磨参数,进行打磨所述异常玻璃镜片集合的打磨。
43.进一步的,所述系统还包括:尺寸测量单元,所述尺寸测量单元用于对待进行打磨的多个目标玻璃镜片的多个部位进行尺寸测量,获得多个镜片尺寸信息集合;尺寸阈值获得单元,所述尺寸阈值获得单元用于获得多个玻璃镜片尺寸阈值;尺寸信息计算单元,所述尺寸信息计算单元用于根据所述多个镜片尺寸信息集合,计算获得所述多个目标玻璃镜片的多个平均尺寸信息;尺寸信息划分单元,所述尺寸信息划分单元用于基于所述多个玻璃镜片尺寸阈值,对所述多个平均尺寸信息进行划分,获得所述多个玻璃镜片集合。
44.进一步的,所述系统还包括:镜片图像信息采集单元,所述镜片图像信息采集单元用于采集此前进行目标玻璃镜片打磨后的多个样本镜片图像信息;质量评估单元,所述质量评估单元用于对所述多个样本镜片图像信息进行多等级质量评估,获得多个样本打磨质量分析结果;网络结构构建单元,所述网络结构构建单元用于基于卷积神经网络,构建所述打磨质量分析模型的网络结构;训练测试单元,所述训练测试单元用于采用所述多个样本镜片图像信息、多个样本打磨质量分析结果对所述打磨质量分析模型进行监督训练、验证和测试,直到所述打磨质量分析模型的准确率符合预设要求;质量分析结果获得单元,所述质量分析结果获得单元用于将所述多个镜片图像信息输入构建完成的所述打磨质量分析模型中,获得所述多个打磨质量分析结果。
45.进一步的,所述系统还包括:异常结果检测模型构建单元,所述异常结果检测模型构建单元用于构建异常打磨质量分析结果检测模型;异常分析结果获得单元,所述异常分析结果获得单元用于将所述多个打磨质量分析结果输入所述异常打磨质量分析结果检测模型,进行异常检测,获得所述多个异常打磨质量分析结果。
46.进一步的,所述系统还包括:一级分割节点构建单元,所述一级分割节点构建单元用于从所述多个样本打磨质量分析结果内随机选择一样本打磨质量分析结果,构建所述异常打磨质量分析结果检测模型的一级分割节点;二级分割节点构建单元,所述二级分割节点构建单元用于再次从所述多个打磨质量分析结果内随机选择一样本打磨质量分析结果,构建所述异常打磨质量分析结果检测模
型的二级分割节点;多级分割节点构建单元,所述多级分割节点构建单元用于继续构建所述异常打磨质量分析结果检测模型的多级分割节点;输出节点设置单元,所述输出节点设置单元用于基于所述多级分割节点,设置获得异常打磨质量分析结果输出节点,其中,所述异常打磨质量分析结果输出节点及以下分割节点分割获得的单个打磨质量分析结果为异常打磨质量分析结果;模型构建单元,所述模型构建单元用于根据所述多级分割节点和所述异常打磨质量分析结果输出节点,获得构建完成的所述异常打磨质量分析结果检测模型。
47.进一步的,所述系统还包括:第一邻域获得单元,所述第一邻域获得单元用于采用多个随机调整方式,对所述待优化打磨参数进行调整,构建所述待优化打磨参数的第一邻域,所述第一邻域内包括多个第一调整打磨参数;第一调整适应度获得单元,所述第一调整适应度获得单元用于获取所述多个第一调整打磨参数的适应度,获得多个第一调整适应度;第一调整适应度设定单元,所述第一调整适应度设定单元用于获得所述多个第一调整适应度中的最大值,作为第一适应度,并将对应的第一调整打磨参数作为第一打磨参数;禁用表加入单元,所述禁用表加入单元用于将调整获得所述第一打磨参数的随机调整方式加入禁用表,所述禁用表内包括一禁忌迭代次数;迭代寻优单元,所述迭代寻优单元用于继续构建所述第一打磨参数的第二邻域,进行迭代寻优,在迭代次数达到所述禁忌迭代次数时,将调整获得所述第一打磨参数的随机调整方式从所述禁用表中删除;打磨参数输出单元,所述打磨参数输出单元用于当迭代寻优达到预设迭代次数后,停止寻优,将迭代寻优进程中适应度最大值对应的打磨参数输出,获得所述优化打磨参数。
48.进一步的,所述系统还包括:镜片尺寸阈值设定单元,所述镜片尺寸阈值设定单元用于获取所述异常玻璃镜片集合的玻璃镜片尺寸阈值,作为异常玻璃镜片尺寸阈值;样品玻璃镜片获得单元,所述样品玻璃镜片获得单元用于获取满足所述异常玻璃镜片尺寸阈值的多个样品玻璃镜片;样本镜片图像信息获得单元,所述样本镜片图像信息获得单元用于分别采用所述多个第一调整打磨参数对所述多个样品玻璃镜片进行打磨,并在打磨后,采集获得多个样品镜片图像信息;样本质量分析结果获得单元,所述样本质量分析结果获得单元用于将所述多个样品镜片图像信息输入所述打磨质量分析模型中,获得多个样品打磨质量分析结果;多个适应度设定单元,所述多个适应度设定单元用于将所述多个样品打磨质量分析结果作为所述多个第一调整适应度。
49.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,前述图1实施例一中的一种玻璃镜片打磨质量分析优化方法和具体实
例同样适用于本实施例的一种玻璃镜片打磨质量分析优化系统,通过前述对一种玻璃镜片打磨质量分析优化方法的详细描述,本领域技术人员可以清楚的知道本实施例中一种玻璃镜片打磨质量分析优化系统,所以为了说明书的简洁,在此不再详述。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
50.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本技术。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。