技术特征:
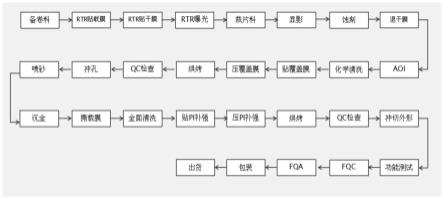
1.一种超薄单面fpc模组产品的制作工艺,依次包括以下步骤:备卷料、rtr贴承载膜、rtr贴干膜、rtr曝光、裁片料、显影、刻蚀、退干膜、光学检测、清洗、贴合覆盖膜、压合覆盖膜、烘烤、第一次检查、冲孔、喷砂、沉金、撕承载膜、金面清洗、贴合补强保护膜、压合补强保护膜、烘烤、第二次检查、冲切外型、测试、包装和出货,其特征在于,所述压合覆盖膜采用真空压合机压合;其中,压合覆盖膜采用的真空压合机的压合叠层结构从上到下依次为:真空气囊、玻纤布、离型膜、已贴合覆盖膜的产品、离型膜、玻纤布和烧付铁板;所述压合补强保护膜采用真空压合机覆盖压合;其中,压合补强保护膜采用的真空压合机的压合叠层结构从上到下依次为:真空气囊、玻纤布、离型膜、已贴合补强保护膜的产品、离型膜、玻纤布和烧付铁板。2.如权利要求1所述的超薄单面fpc模组产品的制作工艺,其特征在于,所述真空压合机压合覆盖膜的参数为:预压时间0~20s,成型时间130~170s,温度170~190℃,压力17~21kg/cm2。3.如权利要求1所述的超薄单面fpc模组产品的制作工艺,其特征在于,所述覆盖膜包括聚酰亚胺薄膜和无卤环氧胶粘剂,厚度为20~40μm。4.如权利要求1所述的超薄单面fpc模组产品的制作工艺,其特征在于,所述真空压合机压合补强保护膜的参数为:预压时间0~20s,成型时间80~120s,温度170~190℃,压力17~21kg/cm2。5.如权利要求1所述的超薄单面fpc模组产品的制作工艺,其特征在于,所述补强保护膜包括聚酰亚胺薄膜和无卤环氧胶粘剂,厚度为20~40μm。6.如权利要求1所述的超薄单面fpc模组产品的制作工艺,其特征在于,所述承载膜的厚度为40~60μm。7.如权利要求1所述的超薄单面fpc模组产品的制作工艺,其特征在于,所述离型膜为低硅pet离型膜。8.如权利要求1所述的超薄单面fpc模组产品的制作工艺,其特征在于,所述第一次检查和第二次检查均为qc检查。9.如权利要求1所述的超薄单面fpc模组产品的制作工艺,其特征在于,所述测试包括出货检验和最终检验。10.一种超薄单面fpc模组产品,其特征在于,由权利要求1~9任一项所述的超薄单面fpc模组产品的制作工艺制备而成。
技术总结
本发明公开了一种超薄单面FPC模组产品及其制作工艺,在现有工艺的基础上,调整了覆盖膜压合工序和补强保护膜压合工序,具体操作为:限定了覆盖膜压合工序和补强保护膜压合工序中所用的真空压合机的压合叠层结构,产品的上下两面均设有离型膜,在离型膜的另一面设有玻纤布,即整个结构一共设有两张玻纤布,玻纤布具有压力低,辅材轻、薄,无受热反弹的特点,与产品接触压合后,可解决常规压合工序都是在高温高压状态,而产品较为轻薄,在生产过程中易造成起翘、卷曲、折皱等不良的技术问题。折皱等不良的技术问题。折皱等不良的技术问题。
技术研发人员:张宇 张岩 江克明 樊镇蜚 吴菊珍
受保护的技术使用者:广州源康精密电子股份有限公司
技术研发日:2022.09.01
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。