1.本技术涉及装船机设备加工技术领域,更具体地说,涉及一种装船机平台栏杆结构。
背景技术:
2.装船机是一种常用于散料码头装船时使用的大型散料机械,通常工作于内河码头或者沿海码头进行散货(如煤炭、砂石、粮食等)装船工作。
3.装船机上的常规栏杆大多采用u型卡连接固定或者采用插管插接及焊接固定,然而,上述固定方式安装并不牢靠,由于装船机尺寸较大,其上栏杆和平台数量众多,导致安装低效较低。
技术实现要素:
4.本技术提供一种装船机平台栏杆结构,能够减少装船机平台栏杆现场的焊接和连接工作量,提高装配效率,实现标准化、模块化、批量化生产。
5.本技术提供一种装船机平台栏杆结构,包括若干个平台单元和与所述平台单元等数量个栏杆单元,所述栏杆单元的各支腿与所述平台单元通过栏杆固定夹固定连接,相邻的两个所述栏杆单元之间通过至少两个栏杆连接夹固定连接。
6.在一些实施例中,所述栏杆单元包括倒u型的栏杆外框、竖向安装于所述栏杆外框中部的至少一个竖向连杆和横向连接所述栏杆外框与所述竖向连杆之间以及各所述竖向连杆之间的横向连杆。
7.在一些实施例中,所述栏杆固定夹包括u型套管和固定安装于所述u型套管的两端的两个安装板,两个所述安装板上分别开设有连接孔,所述连接孔内安装锁紧螺栓。
8.在一些实施例中,所述栏杆连接夹包括两组固定夹具、调节夹板和螺栓组件,所述固定夹具包括两个夹片,所述夹片具有半圆状夹持部和连接夹持部的安装部,所述调节夹板上设有平行分布的两个调节槽,所述调节槽内安装螺栓组件,所述螺栓组件用以锁紧所述调节夹板与两组所述固定夹具。
9.在一些实施例中,所述调节槽为腰形槽。
10.本技术所提供的装船机平台栏杆结构,将装船机的平台和栏杆,根据电泳池的尺寸,设置成若干个标准的平台单元和栏杆单元,分单元进行制作,栏杆单元之间通过栏杆连接夹连接紧固,由此可以减少装船机平台栏杆现场的焊接和连接工作量,提高装配效率,实现栏杆单元、平台单元、栏杆固定夹和栏杆连接夹的标准化、模块化、批量生产。
11.在一些实施例中,所述平台单元和所述栏杆单元的外表面设有电泳涂漆膜。
附图说明
12.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
申请的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
13.图1为本技术所提供的装船机平台栏杆结构的结构示意图;
14.图2为图1中栏杆连接夹的示意图;
15.图3为图1中栏杆固定夹处于装配状态下的结构示意图。
16.其中,10-平台单元、20-栏杆单元、30-栏杆固定夹、40-栏杆连接夹;
17.201-栏杆外框、202-竖向连杆、203-横向连杆、301-锁紧螺栓、401-固定夹具、402-调节夹板、403-螺栓组件。
具体实施方式
18.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
19.为了使本技术领域的技术人员更好地理解本技术方案,下面结合附图和具体实施方式对本技术作进一步的详细说明。
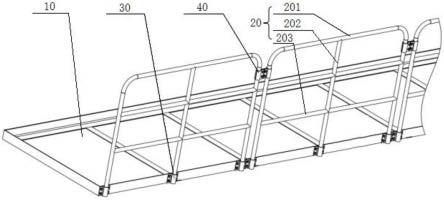
20.请参考图1,图1为本技术所提供的装船机平台栏杆结构的结构示意图。
21.本技术提供一种装船机平台栏杆结构,包括若干个平台单元10和若干个栏杆单元20,栏杆单元20与平台单元10等数量设置,两者一一对应连接,栏杆单元20垂直安装在平台单元10的侧部,栏杆单元20与平台单元10等宽设置。栏杆单元20的各支腿与平台单元10通过栏杆固定夹30固定连接,相邻的两个栏杆单元20之间通过至少两个栏杆连接夹40固定连接。
22.本技术采用将装船机大量的平台栏杆设置成标准的单元化结构,方便批量化加工以及运输,运输至现场后,利用栏杆固定夹30和栏杆连接夹40进行拼装连接成整体,实现现场无焊接连接,组装更加高效,减少了装船机平台栏杆现场的焊接/连接工作量,减少因天气原因导致的停工工作。本技术中的栏杆单元20、栏杆固定夹30、栏杆连接夹40均可以标准化批量生产。
23.在一种具体实施例中,栏杆单元20包括倒u型的栏杆外框201、至少一个竖向连杆202和至少一个横向连杆203,竖向连杆202竖向安装于栏杆外框201中部,横向连杆203横向连接栏杆外框201与竖向连杆202之间,以及各竖向连杆202之间,由此可以增加栏杆之间的连接强度,保证栏杆单元20安装的牢靠性。
24.请参考图2,图2为图1中栏杆连接夹的示意图。
25.进一步地,栏杆连接夹40包括两组固定夹具401、调节夹板402和螺栓组件403,固定夹具401包括两个夹片,夹片具有半圆状夹持部和连接夹持部的安装部,安装部上竖向开设在至少两个安装孔,调节夹板402上设有平行分布的两个调节槽404,调节槽404内安装螺栓组件403,螺栓组件403具有螺栓、螺母和若干垫片,螺栓组件403穿过夹片上的安装孔以及调节槽404进行锁紧,沿调节槽404可以调节夹板402与两组固定夹具401之间的连接长度,从而调节锁紧位置。
26.固定安装相邻的两个栏杆单元20时,两组固定夹具401分别从两个栏杆单元20的
前后两侧相向靠紧连接,根据两个平台单元10之间的间距调节调节夹板402与两个固定夹具401之间的间距,位置调节完毕后,利用螺栓组件403进行紧固连接。
27.请参考图3,图3为图1中栏杆固定夹处于装配状态下的结构示意图。
28.栏杆固定夹30包括u型套管和固定安装于u型套管的两端的两个安装板,两个安装板上分别开设有连接孔,连接孔内安装锁紧螺栓301。固定安装栏杆单元20的各支腿与平台单元10时,u型套管由外部朝向支腿的方向套住支腿,再利用螺栓、螺母和垫片将支腿锁紧固定在平台单元10的外侧壁。栏杆固定夹30优选为一体成型,以便于加工并且有效地保证栏杆强度。
29.调节槽404为长度略小于调节夹板402总长的腰形槽,以便于螺栓沿腰形槽横向调节锁紧位置,并且于极限位置处与螺栓良好配合。调节槽404还可以为方形槽或者其他形状,本文不作限定。
30.为了提高平台单元10和栏杆单元20的外表面质量,可以采用电泳工艺对两个单元的外表面进行电泳涂漆处理。
31.针对平台栏杆的电泳涂装工艺,采用如下步骤:
32.步骤一、将待涂装的各平台单元10和各栏杆单元20进行表面清理;
33.步骤二、对表面清理后的单元进行除油、除绣、水洗和磷化处理;
34.步骤三、将预处理后的待涂工装安装在涂装生产线上;
35.步骤四、在涂装生产线上进行浸涂操作;
36.步骤五、对电泳涂漆后的工件进行清洗、烘干和下线;
37.步骤六、获得电泳涂漆装后的平台单元10和栏杆单元20。
38.电泳涂装工艺是在电泳槽中被涂物浸渍在水溶性涂料中作为阳极,另设一与其相对应的阴极,在两极间通直流电,靠电流所产生的物理化学作用,使涂料均匀涂在被涂物上的一种涂装技术。
39.由于装船机是纯室外作业,需要间隔若干年进行大修工作,其中就包括整体油漆,特别是海边高烟雾的环境,普通油漆工艺无法满足长时间使用的要求,采用电泳涂装工艺能够极大程度地提高装船机平台栏杆的防腐性能和外观,提升漆膜寿命。
40.本技术需要先对平台和栏杆分段加工,分单元制作并进行电泳工艺,各个平台单元10和各栏杆单元20根据电泳槽的尺寸进行加工,再对各个待涂装的平台单元10和栏杆单元20进行预处理。
41.被涂物的底材及前处理对电泳涂膜有极大影响。工件在涂装前需要进行表面处理,清除表面杂质以及去油去锈,利用除锈剂、除油剂、表调剂、磷化剂等,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行水洗、磷化或钝化处理去其表面水分。预处理后的待涂工装安装在涂装生产线上,由生产线设备实现涂装工件的批量化浸涂作业,由于栏杆单元20和平台单元10的尺寸均根据电泳池尺寸制作,因此能够满足各单元的涂装加工,分单元制作并进行电泳工艺。
42.电泳涂漆后的工件依次进行清洗和烘干,小批量单件生产,一般采用自然晾干、晒干、风干,对于大批量的流水作业,一般采取低温烘干,采用烘箱或烘道。烘干后的工件下线、包装。
43.本技术中,将单元化的装船机平台和栏杆进行电泳涂装加工,能够提高平台、栏杆
的质量和防腐寿命,提高平台栏杆的手感和外观,涂装更加高效,易于实现批量化加工。
44.需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
45.以上对本技术所提供的装船机平台栏杆结构进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。