技术特征:
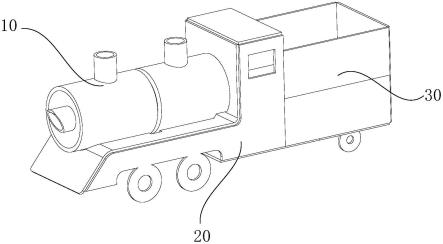
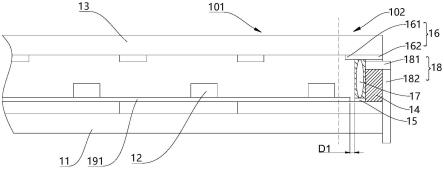
1.一种焊接测试模型,其特征在于,包括车头部位(10)、车身部位(20)以及车尾部位(30);所述车头部位(10)坐落于所述车身部位(20)前端的承载部,所述车尾部位(30)设于所述车身部位(20)的后端;所述车头部位(10)具有圆角焊缝,所述车身部位(20)具有连续转向焊缝,所述车尾部位(30)具有直线焊缝和角焊缝。2.根据权利要求1所述的焊接测试模型,其特征在于,所述车头部位(10)呈圆管形,包括沿轴向设置的第一圆筒(11)和第二圆筒(12),两者之间形成管-管对接焊缝a4;所述第一圆筒(11)设有向内缩进的前端板(13),所述前端板(13)设有直径小于所述第一圆筒(11)的前端圆筒(14),所述前端圆筒(14)与前端板(13)之间形成管-板外圆角焊缝a1,所述前端板(13)与所述第一圆筒(11)的内壁之间形成管-板内圆角焊缝a2;所述第一圆筒(11)和/或第二圆筒(12)的顶部设有第一竖向圆筒(15)和/或第二竖向圆筒(16),所述第一竖向圆筒(15)和/或第二竖向圆筒(16)与所述第一圆筒(11)和/或第二圆筒(12)之间形成管-管角焊缝a3。3.根据权利要求1所述的焊接测试模型,其特征在于,所述车身部位(20)包括位于两侧的第一直角侧板(21)、第二直角侧板(22)以及覆盖所述第一直角侧板(21)、第二直角侧板(22)的顶板(23),所述顶板(23)从前端向后依次包括斜板(231)、第一横板(232)、竖板(233)以及第二横板(234);所述斜板(231)、第一横板(232)、竖板(233)以及第二横板(234)的边缘与第一直角侧板(21)的边缘之间形成无焊接坡口t型角焊缝b1;所述无焊接坡口t型角焊缝b1从前端向后依次包括斜向无坡口焊缝、第一横向无坡口焊缝、竖向无坡口焊缝以及第二横向无坡口焊缝。4.根据权利要求3所述的焊接测试模型,其特征在于,所述斜板(231)、第一横板(232)、竖板(233)以及第二横板(234)的边缘与第二直角侧板(22)的边缘之间形成有焊接坡口t型角焊缝b2;所述有焊接坡口t型角焊缝b2从前端向后依次包括斜向有坡口焊缝、第一横向有坡口焊缝、竖向有坡口焊缝以及第二横向有坡口焊缝。5.根据权利要求1所述的焊接测试模型,其特征在于,所述车尾部位(30) 包括第一侧板(31)、第二侧板(32)、立板(33)以及底板(34);所述第一侧板(31)和第二侧板(32)均包括上板体和下板体,所述上板体与下板体之间形成横向对接焊缝c1;所述底板(34)包括左底板和右底板,所述左底板与右底板之间形成仰焊对接焊缝c2;所述立板(33)与所述车身部位(20)之间形成竖向对接焊缝c3。6.根据权利要求5所述的焊接测试模型,其特征在于,所述第一侧板(31)与左底板和立板(33)之间形成从内部焊接的直角焊缝c4。7.根据权利要求5所述的焊接测试模型,其特征在于,所述第二侧板(32)与右底板和立板(33)之间形成从内部焊接的三联交叉焊缝c5。8.根据权利要求1至7中任一项所述的焊接测试模型,其特征在于,所述车头部位(10)、车身部位(20)以及车尾部位(30)为相同的金属材料,或者,所述车头部位(10)、车身部位(20)以及车尾部位(30)为不同的金属材料。9.根据权利要求8所述的焊接测试模型,其特征在于,所述车头部位(10)、车身部位(20)以及车尾部位(30)的材料为铝合金、不锈钢或碳钢中的至少一种。10.根据权利要求1所述的焊接测试模型,其特征在于,所述车身部位(20)和车尾部位(30)在焊接后为一体式结构,所述车头部位(10)与所述车身部位(20)和车尾部位(30)为分
体式结构。
技术总结
本实用新型公开了一种焊接测试模型,包括车头部位、车身部位以及车尾部位;所述车头部位坐落于所述车身部位前端的承载部,所述车尾部位设于所述车身部位的后端;所述车头部位具有圆角焊缝,所述车身部位具有连续转向焊缝,所述车尾部位具有直线焊缝和角焊缝。该焊接测试模型能够模拟不同焊接位置、特殊空间条件等各种复杂工况,从而实现对焊接技能进行更为全面的综合测试。面的综合测试。面的综合测试。
技术研发人员:王鹏 韩晓辉 李帅贞 毛镇东 林森
受保护的技术使用者:中车青岛四方机车车辆股份有限公司
技术研发日:2022.07.26
技术公布日:2022/11/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。