1.本实用新型涉及吸塑盘成型设备技术领域,尤其涉及吸塑盘的定位冲裁机构。
背景技术:
2.吸塑托盘也叫吸塑盘,或者塑料托盘,是采用吸塑工艺将塑料硬片制成特定凹槽的塑料,将产品置于凹槽内,起到保护和美化产品的作用。吸塑托盘的应用非常的广泛,电子行业、玩具行业、文具行业、科技产品行业、化妆品行业、保健品行业等等。
3.相关技术中,在通过吹塑模具将对应的片材成型吸塑盘之后,还需要对吸塑盘进行裁切,籍以分离出吸塑盘;但相关技术中,将吸塑盘裁切出的机构或治具存在模具易跑偏,裁切的吸塑盘毛刺多、裁切效率低。
4.目前针对相关技术中吸塑盘裁切模具易跑偏,裁切的吸塑盘毛刺多、裁切效率低的问题,尚未提出有效的解决方案。
技术实现要素:
5.有鉴于此,有必要提供一种吸塑盘的定位冲裁机构,以至少解决相关技术中吸塑盘裁切模具易跑偏,裁切的吸塑盘毛刺多、裁切效率低的问题。
6.为解决上述技术问题,本实用新型提供一种技术方案如下:吸塑盘的定位冲裁机构,包括相对设置的型模组件和冲裁组件,所述型模组件包括第一模台和型模,所述型模固设在所述第一模台上,所述型模背离与所述第一模台连接的一端凹制成型有型腔,所述型腔设有对所述吸塑盘进行定位固定的型穴;所述冲裁组件包括第二模台、冲裁模、加热单元和激光切刀,所述冲裁模与所述型模相对设置,并通过定位组件进行定位相合,所述冲裁模设有与所述型腔适配的框型切刀,所述激光切刀嵌设在所述框型切刀周侧,所述第二模台设置在所述冲裁模背离所述型模的一端,所述加热单元嵌设于所述第二模台,其中,所述型腔用于容置吸塑盘,并通过所述型穴对所述吸塑盘嵌套定位,所述加热单元用于加热所述第二模台并传导热至所述冲裁模,以使所述冲裁模与所述型腔相合时,对所述吸塑盘进行加热冲裁;所述激光切刀,用于对吸塑盘侧边进行激光裁切。
7.在其中一个实施例中,所述框型切刀周侧围绕其周侧侧壁设有多个容置槽,所述激光切刀镶嵌于对应的所述容置槽内。
8.在其中一个实施例中,所述第二模台设有沿横向和/或纵向延伸的安装孔,所述安装孔内设有用于对所述第二模台加热的所述加热单元。
9.在其中一个实施例中,所述加热单元包括加热。
10.在其中一个实施例中,所述定位组件包括定位销孔和定位销,所述冲裁模的至少一侧边的侧壁上还设有所述定位销孔,所述型模的至少一侧边的侧壁上设有所述定位销,其中,所述定位销用于穿入所述定位销孔,以使所述冲裁模和所述型模定位相合。
11.在其中一个实施例中,所述第一模台包括铝模台,和/或,所述型模包括铝材型模。
12.在其中一个实施例中,所述型模与所述第一模台通过丝牙连接,所述冲裁模与所
述第二模台通过丝牙连接。
13.与现有技术相比,本技术实施例提供的一种吸塑盘的定位冲裁机构,采用至少在第二模台上设置加热单元,并通过加热单元加热第二模台及传递热至冲裁模,配合设置在冲裁模周侧的激光切刀,以对吸塑盘进行热切裁切,裁切的吸塑盘光滑整齐、无毛刺,并提高裁切效率;采用定位组件对冲裁模和型模进行定位,防止对吸塑盘进行裁切时,冲裁模跑偏而使吸塑盘裁切失败,减少产品不良率;以此,解决了相关技术中吸塑盘裁切模具易跑偏,裁切的吸塑盘毛刺多、裁切效率低的问题。
附图说明
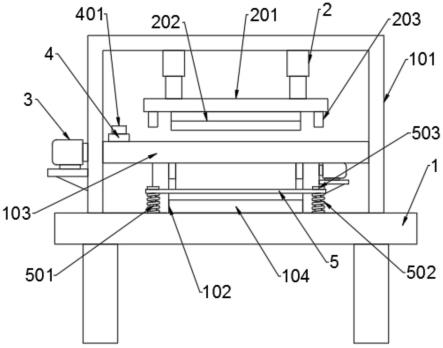
14.图1为本技术实施例的定位裁剪机构的一种立体示意图;
15.图2为图1的一种分解视图;
16.图3是本技术实施例的冲裁组件的结构视图;
17.图4是本技术实施例的型模组件的结构视图。
18.附图标记:
19.100、型模组件;11、第一模台;12、型模;121、型腔;122、型穴;
20.200、冲裁组件;21、第二模台;22、冲裁模;211、安装孔;221、框型切刀;222、容置槽;
21.300、定位组件;31、定位销孔;32、定位销。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接装设在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
25.图1为本技术实施例的定位冲裁机构的一种立体示意图;图2为图1的一种分解视图;图3是本技术实施例的冲裁组件的结构视图;图4是本技术实施例的型模组件的结构视图。图1-4所示的吸塑盘的定位冲裁机构,用于吸塑成型需要去除水口、余料等半成品进行裁切,籍以得到成型的吸塑盘;本技术实施例的定位冲裁机构实现高效率裁切、保证裁切出的吸塑盘毛刺少、光滑整齐,产生的粉尘少。
26.请参阅图1至图4,本技术实施例的吸塑盘的定位冲裁机构,包括相对设置的型模组件100和冲裁组件200,其特征在于,型模组件100包括第一模台11和型模12,型模12固设
在第一模台11上,型模12背离与第一模台11连接的一端凹制成型有型腔121,型腔121设有对吸塑盘进行定位固定的型穴122;冲裁组件200包括第二模台21、冲裁模22、加热单元(附图未装配)和激光切刀(附图未装配),冲裁模22与型模12相对设置,并通过定位组件300进行定位相合,冲裁模22设有与型腔121适配的框型切刀221,激光切刀嵌设在框型切刀221周侧,第二模台21设置在冲裁模22背离型模12的一端,加热单元嵌设于第二模台21,其中,型腔121用于容置吸塑盘,并通过型穴122对吸塑盘嵌套定位(型穴122中的凸台部分与吸塑盘穴槽背部的凹陷槽适配,从而使吸塑盘置于型腔121内时,凹陷槽与凸台嵌套,对应型穴122将吸塑盘嵌套定位固定),加热单元用于加热第二模台21并传导热至冲裁模22,以使冲裁模22与型腔121相合时,对吸塑盘进行加热冲裁;激光切刀,用于对吸塑盘侧边进行激光裁切。
27.上述定位冲裁机构中,采用至少在第二模台21上设置加热单元,并通过加热单元加热第二模台21及传递热至冲裁模22,配合设置在冲裁模22周侧的激光切刀,以对吸塑盘进行热切裁切,裁切的吸塑盘光滑整齐、无毛刺,并提高裁切效率;采用定位组件300对冲裁模22和型模12进行定位,防止对吸塑盘进行裁切时,冲裁模22跑偏而使吸塑盘裁切失败,减少产品不良率;以此,解决了相关技术中吸塑盘裁切模具易跑偏,裁切的吸塑盘毛刺多、裁切效率低的问题。
28.需要说明的是,采用在第二模台21上设置加热单元,并通过加热单元将第二模台21加热后传递热至冲裁模22,以使冲裁模22对待裁切的吸塑盘与待切除的废边、水口等进行热裁切切除,由于对冲裁模22进行加热,从而使冲裁模22作用与吸塑盘对应位置时,对吸塑盘进行一定程度的软化,避免在裁切时,产生毛刺及粉尘废屑。
29.需要进一步说明的是,为了进一步提高裁切效率、避免裁切时产生毛刺及粉尘废屑,在其中一些可选实施方式中,还可以在第一模台11上设置对应的加热单元,并通过对应的加热单元加热第一模台11,以通过第一模台11传递热而加热型模12,使的待裁切的吸塑盘在置于型模12时,先进行预热(该预热不会造成吸塑盘发送形变,仅是吸塑盘产生一定的软化),配合加热的冲裁模22作用于吸塑盘时的进一步软化,加速吸塑盘裁切时快速加废边、水口及毛刺等裁切切除,同时,因采用热切裁切,能避免采用在常温状态吸塑盘的硬化问题而从造成冲裁易产生毛刺、吸塑盘脆裂以及产生较多粉尘的问题。
30.为了实现对吸塑盘侧边进行裁切,在其中一些实施例中,框型切刀221周侧围绕其周侧侧壁设有多个容置槽222,激光切刀镶嵌于对应的容置槽222内。
31.可以理解,如此设置,通过在框型切刀221周侧设置多个容置槽222,对应的每个容置槽222内安装激光切刀,使的多个激光切刀所处位置的连线轨迹与待裁切的吸塑盘的侧边的形状轨迹相匹配,如此,在完成裁切时,能实现吸塑盘的精准裁切需求。
32.需要理解,本技术实施例中所采用的激光切刀为相关技术中对吸塑盘进行裁切的至少一种激光切刀,本领域技术人员应当理解,采用激光切刀进行对吸塑盘的裁切是可实施的。
33.为了实现对第二模台21进行加热,以传递热至冲裁模22,在其中一些实施例中,第二模台21设有沿横向和/或纵向延伸的安装孔211,安装孔211内设有用于对第二模台21加热的加热单元。
34.可以理解,如此设置,通过沿横向和/或纵向方向安装加热单元,从而使的产热及传递热均匀,避免吸塑盘局部受热不均造成的产生形变;需要理解,满足对本技术实施例中
的第二模台21进行加热的加热单元,例如:加热管,均适用本技术实施例中的加热单元,本技术实施例的加热单元不并限定只可以是加热管;同时,为满足加热及传递热的效率,在其中一些可选实施方式中,第二模台21可以是铝模台,冲裁模22可以是铝材冲裁模,通过设置铝模台和铝材冲裁模,能使的热传递均匀,以实现高效率裁切,避免吸塑盘裁切过程中参数吸塑盘脆裂、产生毛刺及过多粉尘废屑。
35.为了进一步提高裁切效率、减小吸塑盘裁切过程中产生毛刺及粉尘,在其中一些可选实施方式中,还可以在第一模台11上设置对应的加热单元,并通过对应的加热单元加热第一模台11以及传动热至型模12,以使加热的型模12对吸塑盘进行加热并软化,从而提高裁切效率、减少毛刺产生及降低产生粉尘所造成的环境污染。
36.为了实现对型模12和冲裁模22的快速定位相合,在其中一些实施例中,定位组件300包括定位销孔31和定位销32,冲裁模22的至少一侧边的侧壁上还设有定位销孔31,型模12的至少一侧边的侧壁上设有定位销32,其中,定位销32用于穿入定位销孔31,以使冲裁模22和型模12定位相合。
37.可以理解,如此设置,通过定位销32与定位销孔31进行匹配,能使冲裁模22与行槽12快速完成定位相合,从而提高对应组件的相合效率;同时,通过定位销32与定位销孔31进行定位相合,无法复杂的定位校对过程,在防止冲裁模22跑偏而裁损吸塑盘的同时,也缩短冲裁加工时间,提高裁切效率。
38.需要说明的是,为了进一步实现对型模12和冲裁模22快速定位相互,可以在冲裁模22的一组对边和属于一直角的两边的两侧边上设置两组定位销孔31,每一组定位销孔31至少包括一个定位销孔31,如此,通过两边定位,满足使冲裁模22和型模12能快速实现定位相合的同时,还能限定冲裁模22在定位相合中进行偏移,避免冲裁模22跑偏造成的损毁吸塑盘和裁切失败;同时,应当理解,定位销32是设置在型模12还是设置在冲裁模22,并不影响冲裁模22与型模12定位相合的功能,因此,本技术实施例中对定位销32及定位销孔31的设定只是一种可选实施方式,并不是对定位销32及定位销孔31的限定,在其他可选实施方式中,还可以根据需求对定位销32和定位销孔31在型模12和冲裁模22交错进行设置。
39.为了实现型模12与第一模台11及冲裁模22与第二模台21的安装需求,在其中一些实施例中,型模12与第一模台11通过丝牙(附图未显示)连接,冲裁模22与第二模台21通过丝牙(附图未显示)连接。
40.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
41.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本实用新型要求保护的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。