1.本发明涉及变压器铁芯生产制造设备领域,具体来说,是涉及一种变压器铁芯成品自动生产及智能化叠装、具有该智能叠装方法的变压器铁芯生产线及方法。
背景技术:
2.电力输配电是关系国际民生的重要行业,在电力输送及配送环节中,各种容量等级的变压器不可缺少。在各容量等级的变压器输配送电力环节中,节能以及充分降低电网自身运行能耗一直是电力行业不断探索努力的方向。就变压器本身运行效率能耗损失来讲,除采用较为优化的铁芯结构、硅钢片材质及拼接方式外,探索传统铁芯生产过程中因人工二次叠铁因多次搬运、敲打等所导致的附加应力、铁损以及随机误差已成为铁芯生产行业发展过程中亟待解决的问题。
3.近年来伴随传统制造业大力开展数字化改造、不断提升生产效率、降低人力成本、充分挖掘数据效益的大环境需求下,颠覆变压器制造业传统人员密集型生产模式显得尤为迫切。
技术实现要素:
4.本发明要解决的技术问题是提供一种能够实现一种从成品硅钢卷带材通过智能裁切后形成的铁芯的轭铁片、相柱边柱片、中柱片统称铁芯片点到点绝对位置传送,传送到设定位置后,通过智能叠装主机实现各成品铁芯片的设定位置的自动堆叠与码放。该发明结构先进紧凑,各高速移动装置惯量可控,巧妙的解决了轭铁片吸盘与柱片吸盘的空间干涉,实现了铁芯片高精度位置的传送,可满足从各种小型配电变压器到大型电力变压器铁芯的智能制造的变压器铁芯智能裁切叠装制造中心。
5.本发明所采用的技术方案为:变压器铁芯智能裁切叠装制造中心,包括铁芯片智能裁切主机工艺功能、门架式铁芯智能叠装主机工艺功能,其特征在于:包括变压器铁芯、铁芯片智能裁切主机、门架式铁芯智能叠装主机,所述变压器铁芯包括相柱/边柱片、轭铁片、铁芯夹件,所述铁芯片智能裁切主机包括硅钢卷带材自动放卷装置、硅钢卷带材、定长喂料、床身、缺口冲裁装置、导向装置、定位孔打孔装置、高速电动伺服摆动裁断装置,所述高速电动伺服摆动裁断装置包括裁断机、精密减速机、伺服电机一,所述门架式铁芯智能叠装主机包括门架、床身、柱片码垛装置、轭铁片码垛装置、绝对传送装置、码垛车,所述门架包括上顶梁、前顶梁、床身、支撑装置,所述绝对传送装置包括传送吸盘、防护壳、直线运动模组、传送吸盘、伺服电机四,所述柱片码垛装包括直线运动模组、联轴器、伺服电机、复合吸盘一,所述轭铁片码垛装置包括伺服电机三、直线运动模组、回转升降装置、复合吸盘二、联轴器,从硅钢卷带材到成品变压器铁芯的自动叠装一体式工艺路线结构布局,高速电动伺服摆动裁断装置在对应位置完成铁芯片的裁断任务,在铁芯片裁断前,通过绝对传送装置传送吸盘或传送吸盘工作并吸附待裁断铁芯片,铁芯片裁断后绝对传送装置运送铁芯片到门架式铁芯智能叠装主机对应叠装位置,柱片码垛装置或轭铁片码垛装置对应复合吸盘
一或复合吸盘二与传送吸盘或吸盘完成铁芯片接取,柱片码垛装置运送对应铁芯片或到堆叠设定位置,或轭铁片码垛装置运送对应铁芯片到堆叠设定位置,/运送完成后各装置复位到接取位置,不断循环,直至变压器铁芯完成堆叠,码垛车输送变压器铁芯到后续工位。
6.所述高速电动伺服摆动裁断装置,是将所述裁断机整体连接于精密减速机之上,所述伺服电机一驱动精密减速机往复摆动,根据程序设定可实现各种角度裁断,实现定点裁断,保证铁芯片位置相对固定,为后续传送提供基础位置保障。
7.所述绝对传送装置是直线运动模组固定连接在床身上面,与基准线ab平行布局,所述传送吸盘或传送吸盘与直线运动模组连接滑块固定连接,在所述伺服电机四驱动下,实现直线传送,所述防护壳具有防护及平台承托作用,实现铁芯片传送过程相对位置固定,保证后续接取位置精确。
8.所述柱片码垛装置,两组所述直线运动模组固定于门架上顶梁底面,沿基准线cd布局,两组所述直线运动模组相互平行,且垂直于基准线ab,两组所述直线运动模组通过联轴器连接,在所述伺服电机二的驱动下同步运行,所述复合吸盘一固定连接在直线运动模组的连接滑块上,实现与基准线ab的平行运动,实现铁芯片的精准放置。
9.所述轭铁片码垛装置,两组所述直线运动模组固定于门架前顶梁底面,沿基准线ef或 gf布局,两组所述直线运动模组相互平行,且平行于基准线ef或gf,两组所述直线运动模组通过联轴器连接,在所述伺服电机三的驱动下同步运行,所述复合吸盘二固定连接在回转升降装置上,所述回转升降装置固定连接在直线运动模组的连接滑块上,实现与基准线ef 的直线运动,所述回转升降装置根据程序设定提升复合吸盘二到最高点,根据程序设定所述回转升降装置回转复合吸盘二与基准线gh平行,从中m点运行至n点,根据程序设定放置轭铁片到对应工位落下复合吸盘二,放置完成后执行反向动作返回m点执行后续循环。
10.两组所述直线运动模组固定于门架前顶梁底面,沿基准线ef或gf布局,两组所述直线运动模组相互平行,且平行于基准线ef或gf,其中直线ef或直线gf方向所参照的角amn 与角amg为锐角或直角。
11.变压器铁芯主要由按照铁芯片堆叠规则要求堆叠于铁芯夹件上的铁芯与铁芯夹件组成。为实现上述变压器铁芯堆叠要求,本发明采取以下技术方案:一种基于高速电动伺服摆动剪切的铁芯片智能裁切主机,用于实现轭铁片、相柱边柱片、中柱片的自动化裁切;一种门架式铁芯智能叠装主机,用于实现各成品铁芯片的设定位置的自动堆叠与码放。铁芯片智能裁切主机,通过硅钢卷带材自动放卷装置,定长喂料装置,定位孔打孔装置,缺口冲裁装置,带材侧导向装置,高速电动伺服摆动裁断装置,整体式床身实现轭铁片、相柱边柱片、中柱片的自动化裁切。
12.门架式铁芯智能叠装主机,通过门架,中心床身,绝对传送装置,柱片码垛装置,轭铁片码垛装置,码垛车实现成品铁芯的自动化堆叠于码放。
13.本发明的有益效果:
14.本发明的技术优点在于:铁芯片智能裁切主机将设定的铁芯片完成裁切后,绝对传送装置已将铁芯片吸附,铁芯片位置相对固定,绝对传送装置将待堆叠铁芯片传送至待接取位置,对应柱片码垛装置或轭铁片码垛装置与绝对传送装置完成铁芯片的接取,并运送到程序设定的位置,完成堆叠工作,不断循环。铁芯片位置状态采用绝对点对点刚性传送
方式确保始终处于受控与确定位置,充分降低搬运距离,提高传送精度;柱片码垛装置定点接取铁芯片实现定点放置;轭铁片码垛装置定点接取铁芯片后并自动完成升降与90度位置转换,轭铁片码垛装置兼具垂直避让与柱片码垛装置空间干涉结构及自动行走定位功能;独创的柱片与轭铁片空间避让模式。整体来看,本发明以实现从变压器硅钢卷带材到变压器成品铁芯在线一次性自动化生产为要求,达到充分释放劳动力、提高铁芯品质及生产效率、降低铁芯能耗为主要目的。
附图说明
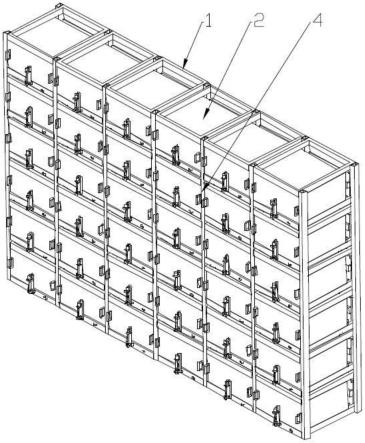
15.图1为本发明变压器铁芯智能裁切叠装制造中心的为方便描述所展示的变压器铁芯示意图。
16.图2为本发明变压器铁芯智能裁切叠装制造中心的高速电动伺服摆动裁断装置示意图。
17.图3为本发明变压器铁芯智能裁切叠装制造中心的工艺路线示意图。
18.图4为本发明变压器铁芯智能裁切叠装制造中心的铁芯片智能裁切主机结构示意图。
19.图5为本发明变压器铁芯智能裁切叠装制造中心的门架式铁芯智能叠装主机结构示意图。
20.图6为本发明变压器铁芯智能裁切叠装制造中心的门架结构示意图。
21.图7为本发明变压器铁芯智能裁切叠装制造中心的绝对传送装置示意图。
22.图8为本发明变压器铁芯智能裁切叠装制造中心的柱片码垛装置示意图。
23.图9为本发明变压器铁芯智能裁切叠装制造中心的轭铁片码垛装置示意图。
24.(1.1、硅钢卷带材自动放卷装置;1.2、硅钢卷带材;1.3、定长喂料;1.4、床身;1.5、缺口冲裁装置;1.6、导向装置;1.7、定位孔打孔装置;1.8、高速电动伺服摆动裁断装置; 181、裁断机;182、精密减速机;183、伺服电机一;2.1、门架;211、上顶梁;212、前顶梁;213、支撑装置;2.2、床身;2.3、柱片码垛装置;231、直线运动模组;232、联轴器; 233、伺服电机二;234、复合吸盘一;2.4、轭铁片码垛装置;241、伺服电机三;242、直线运动模组;243、回转升降装置;244、复合吸盘二;245、联轴器;2.5、绝对传送装置;251、传送吸盘;252、防护壳;253、直线运动模组;254、传送吸盘;255、伺服电机四;2.6、码垛车3.1、相柱/边柱片;3.2、轭铁片;3.3、铁芯夹件)
具体实施方式
25.下面结合附图对本发明作进一步说明。
26.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”、“中心线”、“基准线”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位构造和操作,因此不能理解为对本发明的限制。
27.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设有”、“安装”、“相连”、“连接”等应做广义理解,例如、可以是固定连接,也可以是可拆卸连接,或一体式连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间
接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
28.在本发明的描述中,还需要说明的是“直线运动模组”是指将直线运动装置进行高度集成化的机械部件,其中主要由直线导轨、直线导轨安装基座、同步带驱动机构或齿轮齿条驱动机构、或滚珠丝杠驱动机构、连接滑块等组成,其主要目的是将旋转运动转化为直线运动。
29.在本发明的描述中,还需要说明的是“复合吸盘”是指将电磁铁及真空吸盘集成在一体式框架上的吸盘,主要目的是吸附铁芯片,确保铁芯片位置相对固定。“气电复合吸盘”不局限于电磁铁与真空吸盘同时存在,可以是仅配置电磁铁或者真空吸盘。
30.在本发明的描述中,变压器铁芯是由3.1、相柱/边柱片;3.2轭铁片;3.3铁芯夹件等组成。铁芯片智能裁切主机是由1.1、硅钢卷带材自动放卷装置;1.2、硅钢卷带材;1.3、定长喂料;1.4、床身;1.5、缺口冲裁装置;1.6、导向装置;1.7、定位孔打孔装置;1.8高速电动伺服摆动裁断装置等组成。高速电动伺服摆动裁断装置是由181、裁断机;182、精密减速机; 183、伺服电机等组成。门架式铁芯智能叠装主机是由2.1、门架;2.2、床身;2.3、柱片码垛装置;2.4、轭铁片码垛装置;2.5、绝对传送装置;2.6、码垛车等组成。门架是由211、上顶梁;212、前顶梁;2.2、床身;213、支撑装置等组成。绝对传送装置是由251、传送吸盘; 252、防护壳;253、直线运动模组;254、传送吸盘;255、伺服电机等组成。柱片码垛装置是由231、直线运动模组;232、联轴器;233、伺服电机;234、复合吸盘等组成。轭铁片码垛装置是由241、伺服电机;242、直线运动模组;243、回转升降装置;244、复合吸盘;245、联轴器等组成。还需要说明的是柱片码垛装置2.3主要用于完成变压器铁芯相柱/边柱片3.1 或轭铁片3.2的堆叠的堆叠,轭铁片码垛装置2.4主要用于完成变压器铁芯轭铁片1.3的堆叠。
31.下面结合附图对本发明做进一步的详细说明。
32.结合附图,一种变压器铁芯智能裁切叠装制造中心,其实施方式是将铁芯片智能裁切主机与门架式铁芯智能叠装主机前后沿基准线ab对接并固定,如图3所示,形成整体生产线。
33.硅钢卷带材自动放卷装置1.1将硅钢卷带材1.2自动放卷,经定长喂料装置1.3按照程序设定完成定长喂料,定位孔打孔装置1.7与缺口冲裁装置1.5在设定位置执行对应动作,完成定位孔及缺口冲裁,高速电动伺服摆动裁断装置1.8在对应位置完成铁芯片的裁断任务,在 3/4铁芯片裁断前,绝对传送装置图7传送吸盘251或传送吸盘254工作并吸附待裁断铁芯片,铁芯片裁断后绝对传送装置2.5运送铁芯片到门架式铁芯智能叠装主机对应的叠装位置,柱片码垛装置2.3或轭铁片码垛装置2.4对应的复合吸盘一234或复合吸盘二244与传送吸盘 251或吸盘254完成铁芯片接取,柱片码垛装置2.3运送对应铁芯片3.1或3.2到堆叠设定位置,或轭铁片码垛装置2.4运送对应铁芯片3.2到堆叠设定位置。运送完成后各装置复位到接取位置,不断循环,直至变压器铁芯图1完成堆叠,码垛车2.6输送变压器铁芯到后续工位。
34.图2高速电动伺服摆动裁断装置1.8,是将裁断机181整体连接于精密减速机182之上,伺服电机一183驱动精密减速机往复摆动,根据程序设定可实现各种角度裁断。
35.图8绝对传送装置2.5,是直线运动模组253固定连接在床身2.2上面,与图3基准线 ab平行布局,复合吸盘251或复合吸盘254与直线运动模组253连接滑块固定连接,在伺服电
机四255驱动下,实现直线往复传送,防护壳252具有防护及平台承托作用。
36.图8柱片码垛装置2.3,两组直线运动模组231固定于图6门架2.1上顶梁211底面,沿图3基准线cd布局,两组直线运动模组231相互平行,且垂直于图3基准线ab,两组直线运动模组231通过联轴器232连接,在伺服电机二233的驱动下同步运行,复合吸盘一234 固定连接在直线运动模组231的连接滑块上,实现与图3基准线ab的平行运动。
37.图9中轭铁片码垛装置2.4,两组直线运动模组242固定于图6门架2.2前顶梁212底面,沿图3基准线ef或gf布局,两组直线运动模组242相互平行,且平行于图3基准线ef或 gf,两组直线运动模组242通过联轴器245连接,在伺服电机三241的驱动下同步运行,复合吸盘二244固定连接在回转升降装置243上,回转升降装置243固定连接在直线运动模组242 的连接滑块上,实现与图3基准线ef的直线运动。回转升降装置243根据程序设定提升复合吸盘二244到最高点,根据程序设定回转升降装置243回转复合吸盘二244与图3基准线 gh平行,从图3中m点运行至图3中n点,根据程序设放置轭铁片到对应工位落下复合吸盘二244,放置完成后执行反向动作返回图3中m点执行后续循环。
38.综上所述,本发明变压器铁芯智能裁切叠装制造中心,结构先进紧凑,各高速移动装置惯量可控,巧妙的解决了轭铁片吸盘与柱片吸盘的空间干涉,实现了铁芯片高精度位置的传送,可满足从各种小型配电变压器到大型电力变压器铁芯的智能制造。实现了从成品硅钢卷带材通过智能裁切后形成的铁芯的轭铁片、相柱边柱片、中柱片统称铁芯片点到点绝对位置传送,传送到设定位置后,通过智能叠装主机实现各成品铁芯片的设定位置的自动堆叠与码放。实现了变压器铁芯生产制造环节的自动化,达到充分释放劳动力、提高铁芯品质及生产效率、降低铁芯能耗为主要目的。
39.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。