1.本发明属于工装的技术领域,具体涉及一种自动多次转子珩磨工装。
背景技术:
2.液压转子在液压行业中使用范围非常广,用量很大,需要大规模生产,液压转子基本结构近似,都在一个零件上需要加工出一圈高精度的圆孔,同一圆周中有2个以上的孔需要加工到同一个尺寸,这些圆孔需要使用珩磨机进行精加工;现有技术中,一般使用人工操作珩磨机加工,将工件的一个孔加工完成后,手动将工件移动,重新装夹,再加工下一个孔,这样工艺效率低,加工尺寸不稳定,操作人员工作强度大,产品不良率高;所以提出一种方便移动和定位的加工转子用工装。
技术实现要素:
3.本发明提供一种自动多次转子珩磨工装,能够自动珩磨,精度高,工作效率高。
4.为了解决上述技术问题,本发明采用如下技术方案:一种自动多次转子珩磨工装,包括铰珩机机体,铰珩机机体底部设有铰珩机底座,铰珩机机体上安装有多个铰珩机刀头,多个铰珩机刀头呈圆周型分布,多个铰珩机刀头通过铰珩机机体上下移动,铰珩机底座顶部安装有固定工件的工装模块,工装模块的位置与多个铰珩机刀头的位置相对应,工装模块包括转动的旋转盘,旋转盘上安装有多个用于安装加工工件的安装模块,多个安装模块呈圆周型分布,旋转盘顶面安装有多个用于定位安装模块的安装模块定位模块,多个安装模块定位模块呈圆周型均匀分布,安装模块的数量与安装模块定位模块的数量相对应,一个安装模块对应有一个安装模块定位模块,旋转盘前侧设有推动模块,旋转盘正中心设有为安装模块定位模块提供动力的定位模块推动模块。
5.进一步的,定位模块推动模块包括推动模块支架,推动模块支架与铰珩机底座安装连接,推动模块支架顶部设有推动模块推动气缸,推动模块推动气缸左侧安装有推动模块推动块,推动模块推动块上设有推动块卡槽,推动模块推动块通过推动模块推动气缸的推动左右平移。
6.进一步的,安装模块定位模块包括定位模块支架,定位模块支架与旋转盘安装连接,定位模块支架顶部安装设有刀具定位板,刀具定位板与定位模块支架滑动连接,定位模块支架上安装有定位板导轨,定位板导轨顶部安装有定位板连接杆,定位板连接杆与刀具定位板安装连接,定位板连接杆左侧面安装设有底部定位块,刀具定位板上设有突起,刀具定位板上的凸起与推动块卡槽相适配,刀具定位板左端设有定位板定位孔,定位板定位孔的直径与铰珩机刀头的刀具直径相适配。
7.进一步的,推动模块包括推动模块支架,推动模块支架与铰珩机底座固定连接,推动模块支架顶部设有推动模块移动气缸,推动模块移动气缸的推杆上设有卡接气缸,卡接气缸的推杆上设有推动头。
8.进一步的,安装模块包括定位圈固定圈,定位圈固定圈上设有圆盘型凹槽,定位圈固定圈的凹槽内安装有定位圈,定位圈顶部安装有加工工件,定位圈固定圈和定位圈上都设有与加工工件位置相对应的圆周型通孔,定位圈固定圈底部设有旋转座,旋转座底部设有轴承,轴承底部设有转动模块底座,轴承的直径大于转动模块底座的直径,轴承底部设有多根定位销。
9.进一步的,多个定位销的尺寸相同,多个定位销竖直布置,多个定位销成圆周形均匀分布在轴承底面,定位销的长度小于转动模块底座的高度。
10.进一步的,定位销和定位销之间的间隙大小与推动头的大小相适配, 底部定位块上设有凹槽, 底部定位块上凹槽的形状和位置与定位销外侧壁形状位置相适配。
11.相对于现有技术,本发明的有益效果为:本发明中,通过设置旋转盘,能够安装多个安装模块,同时安装多个加工工件,显著的提升了加工效率;通过设置安装模块定位模块和定位模块推动模块,让安装模块定位模块对安装模块时间精准的定位,保障了加工工件上孔的加工位置的精度;通过设置推动模块,让安装模块能够旋转,保证了加工工件上每一个位置的孔都能得到加工;因为只有推动模块才能对安装模块实现转动作用,所以当安装模块从推动模块附近转移走后,安装模块被转动到旋转盘上的其他位置,后续的几个位置铰珩机刀头下降时,依旧是对上一个工作步骤已经加工过的加工工件的某一位置的孔进行加工,加工工件的同一个孔会被反复的进行精加工多次,以用来充分的保证加工精度,直到加工工件旋转经过旋转盘一周,再一次回到推动模块附近,才能通过推动模块的旋转,将加工工件转动一定的角度,加工加工工件上的下一个孔,经过多次加工的加工工件,加工精度得到充分的保障。
附图说明
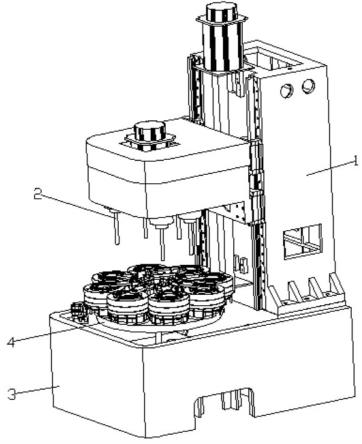
12.图1为本发明的结构示意图;图2为工装模块的结构示意图;图3为安装模块定位模块的结构示意图;图4为定位模块推动模块的结构示意图;图5为推动模块的结构示意图;图6为安装模块的结构示意图;图7为安装模块的剖视图。
13.图中:1.铰珩机机体,2.铰珩机刀头,3.铰珩机底座,4.工装模块,5.旋转盘,6.转动模块底座,7.安装模块,8.安装模块定位模块,9.定位模块推动模块,10.推动模块,11.推动模块支架,12.推动模块推动气缸,13.推动模块推动块,14.推动块卡槽,15.刀具定位板,16.定位板定位孔,17.定位模块支架,18.定位板导轨,19.底部定位块,20.定位板连接杆,21.推动模块移动气缸,22.卡接气缸,23.推动头,24.推动模块支架,25.定位圈,26.定位圈固定圈,27.旋转座,28.轴承,29.定位销,30.加工工件。
具体实施方式
14.实施例:如图1至图7所示,包括铰珩机机体1,铰珩机机体1底部设有铰珩机底座3,铰珩机机体1上安装有多个铰珩机刀头2,多个铰珩机刀头2呈圆周型分布,多个铰珩机刀头
2通过铰珩机机体1上下移动,铰珩机底座3顶部安装有固定工件的工装模块4,工装模块4的位置与多个铰珩机刀头2的位置相对应,工装模块4包括转动的旋转盘5,旋转盘5上安装有多个用于安装加工工件的安装模块7,多个安装模块7呈圆周型分布,旋转盘5顶面安装有多个用于定位安装模块7的安装模块定位模块8,多个安装模块定位模块8呈圆周型均匀分布,安装模块7的数量与安装模块定位模块8的数量相对应,一个安装模块7对应有一个安装模块定位模块8,旋转盘5前侧设有推动模块10,旋转盘5正中心设有为安装模块定位模块8提供动力的定位模块推动模块9。定位模块推动模块9包括推动模块支架11,推动模块支架11与铰珩机底座3安装连接,推动模块支架11顶部设有推动模块推动气缸12,推动模块推动气缸12左侧安装有推动模块推动块13,推动模块推动块13上设有推动块卡槽14,推动模块推动块13通过推动模块推动气缸12的推动左右平移,安装模块定位模块8包括定位模块支架17,定位模块支架17与旋转盘5安装连接,定位模块支架17顶部安装设有刀具定位板15,刀具定位板15与定位模块支架17滑动连接,定位模块支架17上安装有定位板导轨18,定位板导轨18顶部安装有定位板连接杆20,定位板连接杆20与刀具定位板15安装连接,定位板连接杆20左侧面安装设有底部定位块19,刀具定位板15上设有突起,刀具定位板15上的凸起与推动块卡槽14相适配,刀具定位板15左端设有定位板定位孔16,定位板定位孔16的直径与铰珩机刀头2的刀具直径相适配,推动模块10包括推动模块支架24,推动模块支架24与铰珩机底座3固定连接,推动模块支架24顶部设有推动模块移动气缸21,推动模块移动气缸21的推杆上设有卡接气缸22,卡接气缸22的推杆上设有推动头23,安装模块7包括定位圈固定圈26,定位圈固定圈26上设有圆盘型凹槽,定位圈固定圈26的凹槽内安装有定位圈25,定位圈25顶部安装有加工工件30,定位圈固定圈26和定位圈25上都设有与加工工件30位置相对应的圆周型通孔,定位圈固定圈26底部设有旋转座27,旋转座27底部设有轴承28,轴承28底部设有转动模块底座6,轴承28的直径大于转动模块底座6的直径,轴承28底部设有多根定位销29。
15.工作过程:将多个加工工件30安装在多个定位圈25顶部,此时定位模块推动模块9启动,推动模块推动气缸12向左推动,通过推动模块推动块13推动刀具定位板15,同时刀具定位板15通过定位板连接杆20推动底部定位块19,最终定位板定位孔16的位置与加工工件30上等待加工孔的位置相对应,底部定位块19的凹槽与定位销29相接触安装模块定位模块8对整个安装模块7实现了固定;此时铰珩机刀头2下降,铰珩机刀头2上的多个刀具同时对多个加工工件30上一个方向位置的孔进行精加工,然后铰珩机刀头2上升,推动模块推动气缸12控制安装模块定位模块8后退,将安装模块7松开;此时推动模块10开始运动,推动模块10通过卡接气缸22,将推动头23,插入进定位销29和定位销29之间的缝隙,同时推动模块移动气缸21开始运动,带动定位销29以及定位销29上部分的装置开始通过轴承28转动,将安装模块7转动一定角度后推动模块10恢复到原来的位置;此时加工工件30已经被转动了一定的角度,刚刚被精加工完成的孔被转移走;此时旋转盘5开始转动,将下一个位置的安装模块7,转动到推动模块10附近,此时整个装置重复刚才的运动,定位模块推动模块9推动安装模块定位模块8向前将安装模块7定位,然后铰珩机刀头2下降加工安装模块7,将第二个位置的安装模块7上的加工工件30上的孔进行精加工;如此反复重复上述操作步骤,最终将所有的加工工件30,以及每一个加工工件30上面的每一个孔,都精加工一遍,彻底完成加工;因为只有推动模块10才能对安装模块7实现转动作用,所以当安装模块7从推动模块10
附近转移走后,安装模块7被转动到旋转盘5上的其他位置,后续的几个位置铰珩机刀头2下降时,依旧是对上一个工作步骤已经加工过的加工工件30的某一位置的孔进行加工,加工工件30的同一个孔会被反复的进行精加工多次,以用来充分的保证加工精度,直到加工工件30旋转经过旋转盘5一周,再一次回到推动模块10附近,才能通过推动模块10的旋转,将加工工件30转动一定的角度,加工加工工件30上的下一个孔,经过多次加工的加工工件30,加工精度得到充分的保障。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。