1.本实用新型涉及一种制壳机专用工装,属于壳体加工技术领域。
背景技术:
2.现有技术中,在腊模壳体加工时基本上采用人工手动操作,需要大量人力,操作时又分为好几道工序,比如沾浆,旋转角度,需要观察液面高度,带喷砂转速达到要求时开始喷淋,同时要根据时间不停的旋转角度,调整姿态,最后将工件放置到挂加上。目前,制壳机的现场环境一般都比较恶劣,比如高湿,高温,还有粉尘,不利于工人身心健康,造成工人无法长时持续工作,加工效率低下,且产品稳定性较差。
技术实现要素:
3.针对上述问题,本实用新型提出来一种制壳机专用工装,其技术方案如下所述:
4.一种制壳机专用工装,用于抓取工件的抓取机构、用于驱动抓取机构运动的驱动机构、用于安装驱动机构的安装机构,所述抓取机构包括爪手、用于安装爪手的安装座,所述驱动机构包括用于使抓取机构进行抓取的第一驱动组件、用于抓取机构进行旋转的第二驱动组件,所述安装座与第一驱动组件连接,所述第一驱动组件与第二驱动组件连接,所述爪手与安装座铰接。
5.优选的,所述第一驱动组件包括气缸、安装在气缸输出端的圆盘、用来驱动爪手运动的压块,所述圆盘与压块固定连接;
6.所述第二驱动组件包括电机、安装在电机输出轴上的第一齿轮、第二齿轮、同步带、第一套筒、第一安装板,所述第一齿轮与第二齿轮通过同步带连接,所述第二齿轮套在第一套筒的外周,所述安装座、圆盘均位于第一套筒内,所述圆盘位于安装座的上方,所述第一安装板套在气缸外,所述第一安装板安装在第一套筒的顶部,所述第一安装板与第一套筒螺栓连接,所述安装座与第一套筒的下部螺栓连接。
7.优选的,所述安装座包括位于顶部的第一圆板、第一圆筒、位于底部的第二圆板,所述第一圆筒位于第一圆板、第二圆板之间,所述第二圆板的外周设有第一环形槽,所述第一圆板的外周设有用于压块穿过的第二凹槽,所述第一圆筒设有第三凹槽,所述第三凹槽贯穿第一环形槽,所述第三凹槽与第一环形槽连通处安装有第一销轴,所述爪手与销轴铰接;
8.所述第一套筒为t型圆筒,所述第一套筒的内侧下部设有用于安装第一圆板的第一安装环,所述第一套筒设有用于压块上下运动的第五凹槽,所述第一套筒设有用于安装第二齿轮的第六凹槽,所述第五凹槽贯穿安装环,所述安装环与第一圆板螺栓连接;
9.所述第四安装板的底部安装有用于探测液位高度的探测元件。
10.优选的,所述第二凹槽、第三凹槽上下对应;所述第一圆板的直径与圆盘的直径相同,所述第一圆板的直径大于第二圆板的直径;
11.所述压块的底部设有且向内倾斜向上的第一斜面,所述压块的内侧设有用来与爪
手相匹配的第四凹槽;
12.所述第一套筒外安装有轴套,所述轴套与安装机构连接。
13.优选的,所述爪手、压块均为多个,所述爪手、压块的数量相同,所述爪手、第三凹槽一一对相应,所述压块与第二凹槽、第五凹槽均一一对应。
14.优选的,所述安装机构包括用于安装驱动机构的安装组件、第四安装板,所述安装组件包括第二安装板、用于安装电机的第三安装板,所述第二安装板、第三安装板之间设有竖板,所述第三安装板位于第二安装板的上方,所述第三安装板套在第一安装板外,所述第四安装板包括不少于两个的第三通孔,所述轴套与第三通孔连接,所述轴套的下部穿过第三通孔,所述第四安装板的中部设有用来与工业机器人进行连接的连接件。
15.优选的,所述第三安装板设有用于安装电机的第一通孔,所述第二安装板包括用于安装第一驱动组件的第二环形板,所述第二环形板向外延伸有第一凸起部,所述第二环形板与轴套螺栓连接。
16.本实用新型的有益效果:
17.本实用新型能够实现对工件自动抓取、旋转,保证工件均匀沾浆、喷淋,同时能够实现批量化操作,产品结构合理、操作简单、自动化高,能有效提高产品的质量和加工效率。
附图说明
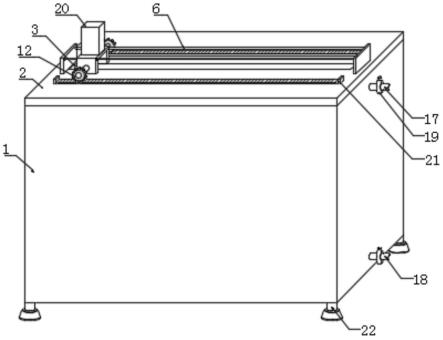
18.图1为一种制壳机专用工装与待加工工件的连接示意图;
19.图2为一种制壳机专用工装的示意图;
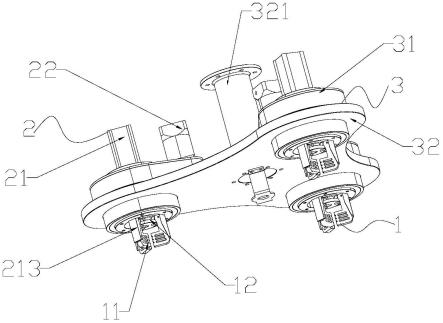
20.图3为所述抓取机构、驱动机构的连接示意图;
21.图4为所述第一套筒与抓取机构、气缸的连接示意图;
22.图5为所述第一套筒的示意图;
23.图6为所述安装座的示意图;
24.图7为所述压块的示意图;
25.图8为所述安装组件的示意图。
具体实施方式
26.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
27.需要理解的是,术语“顶部”、“中部”、“上”、“一侧”、“下”、“左侧”、“右侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.实施例一
29.如图1所示的一种制壳机专用工装,包括抓取机构1、驱动机构2、安装机构3,抓取机构1与驱动机构2连接,驱动机构2安装在安装机构3上,所述驱动机构2包括用于使抓取机构1进行抓取的第一驱动组件21、用于抓取机构1进行旋转的第二驱动组件22,所述抓取机构1与第一驱动组件21连接,所述第一驱动组件21与第二驱动组件22连接。工作时,将安装
机构3与工业机器人连接,工业机器人驱动制壳机专用工装运动到待加工工件的待抓取位置,然后第一驱动组件21驱动使抓取机构1对待加工工件进行抓取,然后将待加工工件移动到沾浆工位,接着第二驱动组件22通过驱动抓取机构1、第一驱动组件21使得待加工工件旋转,实现均匀沾浆,形成沾浆工件;然后工业机器人将沾浆工件移动到喷砂罐,为了喷砂更均匀,第二驱动组件22同样驱动沾浆工件在喷砂的时候选择。本实施例所述的待加工工件包括壳体、用来与壳体连接的下圆盘、位于下圆盘上方的上圆盘,加工时,需要抓取机构1抓紧上圆盘,通过抓取机构1的旋转带动工件的旋转。本实用新型可以完全代替人工作业,把复杂的手工配合变成机器人的程序运行,不受环境因素影响,产品质量好,产品一致性高,提高了生产效率,可以实现长期稳定的运行。
30.所述抓取机构1包括爪手11、用于安装爪手11的安装座12,所述安装座12与第一驱动组件21连接,所述爪手11与安装座12铰接,爪手11为多个,多个爪手11沿圆周等间距分布,爪手11能够在其所在的平面上做弧线运动;
31.所述第一驱动组件21包括气缸211、安装在气缸211输出端的圆盘、用来驱动爪手11运动的压块213,所述圆盘与压块213固定连接,这样随着气缸211做直线运动,能够带动压块213上下运动,而压块213能够使爪手11对待加工工件进行抓紧;
32.所述第二驱动组件22包括电机221、安装在电机221输出轴上的第一齿轮、第二齿轮222、同步带223、第一套筒224、第一安装板225、轴承、轴套227,所述第一齿轮与第二齿轮222通过同步带223连接,所述第二齿轮222套在第一套筒224的外周,所述安装座12、圆盘均位于第一套筒224内,所述圆盘位于安装座12的上方,所述第一安装板225套在气缸211外,所述第一安装板225安装在第一套筒224的顶部,所述第一安装板225、第一套筒224螺栓连接,安装在所述安装座12与第一套筒224的下部螺栓连接。所述第一套筒224与轴套227之间设有轴承,所述轴承位于第二齿轮222的下方。该结构能够使第二齿轮222转动时带动第一套筒224转动,同时能够带动与第一套筒224连接的气缸211、安装座12同步转动,而气缸211、安装座12的同步转动又可以带动与安装座12连接的爪手11、与气缸211连接的压块213同步转动,这样可以在爪手卡紧待加工工件的同时发生旋转,提高加工效率。本实施例中,工业机器人可以定点取放工件,程序相对精简,路径明确,便于客户使用,且能够实现多个工件同时加工,至少提高5倍的工作效率。
33.所述安装机构3包括用于安装驱动机构2的安装组件31、第四安装板32,第四安装板32设置有不少于两个的第三通孔,中部设有用来与工业机器人进行连接的连接件321,驱动机构2安装在第三通孔上,具体的,所述轴套227与第三通孔连接,所述轴套227的下部穿过第三通孔,通过第四安装板32可以同时安装不少于两个的驱动机构2、抓取机构1,说明书附图中以第四安装板32为三角盘未示意,在第四安装板32的的三个角上设计第三通孔,这样工业机器人通过与第四安装板32连接同时对三个待加工工件进行沾浆、喷砂,有效提高加工效率。本实用新型中第四安装板32也可以为四角、五角等其他结构,第四安装板32可以设置2个、3个、4个,甚至更多个第三通孔,实现对多个待加工工件的加工。本实施例中,所述连接件321包括用来与工业机器人连接的第二套筒、连接板,所述连接板为“几”字型结构,所述连接板安装在第四安装板32的下方,所述第二套筒安装在第四安装板32的上方。
34.所述安装组件31包括第二安装板311、用于安装电机221的第三安装板313,所述第二安装板311、第三安装板313之间设有竖板,所述第三安装板313位于第二安装板311的上
方,所述第三安装板313套在第一安装板225外,所述第三安装板313设有用于安装电机的第一通孔,所述第二安装板311包括用于安装第一驱动组件21的第二环形板,所述第二环形板向外延伸有第一凸起部,所述第二环形板与轴套227螺栓连接,该结构合理、空间利用效率高。
35.优选的,所述爪手11设有多个腰孔,能够起到减重的效果。
36.此外,为保证工件在沾浆时确实可以全部浸入到液面下,所述第四安装板32的底部安装有用于探测液位高度的探测元件,本实施例中,所述探测元件为德国sick超声波传感器um30,可以精准检测液位的高度,并实时参与更新程序中沾浆时的下降位置,并与程序中设置的最小液位高度值相比较,该探测元件按照程序在设定的位置没有获得液面的反馈信号,程序会进行智能调节进一步下探,直至预设的最低位置,最终如确实检测不到信号,会进行报警,提示添加液体。
37.实施例二
38.作为一种优选的方案,所述第一套筒224为t型圆筒,所述第一套筒224设有用于安装第二齿轮222的第六凹槽2243,所述第二齿轮222的内侧设有与第六凹槽2243相配合的第二凸起,使得第二齿轮222、第一套筒224卡接,所述第一套筒224设有用于压块213上下运动的第五凹槽2242,所述第一套筒224的内侧下部设有用于安装安装座12的第一安装环2241,所述第五凹槽2242贯穿安装环2241,这样随着气缸211直线运动,压块213能够在第一套筒224内上下运动,当需要爪手11抓紧工件时,气缸211弹出推动压块213向下运动,随着压块伸出第一套筒224能够将爪手11向内压紧,使得爪手11卡紧工件。
39.所述安装座12包括位于顶部的第一圆板121、第一圆筒122、位于底部的第二圆板123,所述第一圆筒122位于第一圆板121、第二圆板123之间,所述安装环2241与第一圆板121螺栓连接,实现安装座12与第一套筒224的固定;该结构能够实现对爪手11的快速拆卸、安装,更换方便。
40.所述第二圆板123的外周设有第一环形槽,所述第一圆板121的外周设有用于压块213穿过的第二凹槽1211,所述第一圆筒122设有第三凹槽1221,所述第三凹槽贯穿第一环形槽,所述第三凹槽与第一环形槽连通处安装有第一销轴,所述爪手11与销轴铰接,所述第二凹槽1211、第三凹槽1221上下对应,所述第一圆板121的直径与圆盘的直径相同,所述第一圆板121的直径大于第二圆板123的直径;本实施例中,所述爪手11、压块213均为多个,所述爪手11、压块213的数量相同,所述爪手11、第三凹槽1221一一对相应,所述压块213与第二凹槽1211、第五凹槽2242均一一对应,故所述爪手11、压块213、第二凹槽1211、第三凹槽1221、第五凹槽2242的数量均相同。说明书附图中中爪手11、压块213均为3个,也可以设置为4个,甚至更多,优选为3个,不仅结构简单合理,而且保证爪手卡紧工件。
41.所述爪手11包括呈水平设置的第一水平段、位于第一水平段上方的第一垂直段、位于第一垂直段上方第二水平段、第二销轴、弹簧,所述第一销轴、第二销轴通过弹簧连接,所述第二销轴贯穿第二水平段的末端,所述第一销轴、第二销轴平行设置,所述第二水平段的首端与第一销轴铰接,所述第二水平段的末端与第一垂直段的顶部固定连接,所述第一垂直段的下部与第一水平段的末端设置有向外向下倾斜的第二斜面,所述压块213的底部设有向内倾斜且向上的第一斜面2132,所述第一斜面2132、第二斜面相配合,所述压块213的内侧设有用来与爪手11相匹配的第四凹槽2131,随着气缸211将压块213推出,压块213的
第一斜面2132首先接触爪手11的外侧面,接着爪手11的外侧面插入到第四凹槽2131,第四凹槽2131能够对爪手11限位,使得爪手11能够随着压块213不断向下压,第一水平段能够被压到待加工工件的上圆盘的下表面进行夹紧,完成对待加工工件的抓取。本实施中,爪手11、压块213均沿圆周等间距分布,抓取时能够实现自动定心。与现有技术中的三爪卡盘相比,普通的三爪卡盘只能完成沿圆周的径向运动,而本实施例,随着气缸直线运动,实现三个爪手11位移,爪手1做弧线运动,爪手11能够绕道上圆盘的下表面进行夹紧,能够自动定心,抓取的更加稳定。
42.实施例三
43.如图1-8所示的制壳机专用工装加工制壳的方法,包括以下步骤:
44.步骤一,工业机器人抓取制壳机专用工装,使得抓取机构1运动到待加工工件的待抓取位置;
45.步骤二,所述第一驱动组件21驱动抓取机构1对待加工工件进行卡紧并运动到沾浆工位,沾浆时,探测元件检测沾浆液体的液位高度,并将信号传给上位机,当液位高度低于设定值时,上位机发出添加沾浆液体的提示信息;
46.步骤三,第二驱动机构22启动,并驱动待步骤二中的待加工工件通过旋转进行均匀沾浆,形成沾浆工件;此外,爪手卡紧待加工工件后,工业机器人通过调整姿态浸入液面下沾浆,通过调整工件的角度和旋转的速度,以使每一个工件都能全方位、均匀沾上浆水;
47.步骤四,将步骤三得到的沾浆工件移动到喷淋罐里面进行喷砂,形成工件成品,沾浆工件在喷淋罐中通过旋转进行喷砂,以便提高喷砂的均匀性,另外沾浆工件会按照程序进行俯仰调整姿态,待设定的工作时间完成,喷砂结束,然后工业机器人将工件成品移出到挂架处进行晾晒。
48.此外,由于所述第一驱动组件21包括气缸211、圆盘、压块213,所述第二驱动组件22包括电机221、安装在电机221输出轴上的第一齿轮、第二齿轮222、同步带223、第一套筒224、第一安装板225、轴承、轴套227,在所述步骤二中,气缸211通过直线运动带动圆盘上的压块213进行向下运动,随着压块213向下运动,压块213压着爪手11将待加工工件卡紧;所述步骤三、步骤四中,所述电机221运动带动第一齿轮转动,第一齿轮带动第二齿轮222转动,第二齿轮带动第一套筒224,第一套筒224又带动抓取机构1旋转,这样可以在爪手卡紧待加工工件的同时发生旋转,提高加工效率。同时增加了液面检测功能,提高了设备的智能水平,确保沾浆效果良好。
49.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。