1.本发明涉及根据权利要求1的前序部分所述的配置内燃活塞发动机中的气体交换阀组件的方法。
2.本发明涉及内燃活塞发动机的气体交换阀,该气体交换阀包括阀杆以及位于阀杆的第一端处的阀盘,其中,阀盘具有密封表面。
背景技术:
3.内燃机阀密封表面和其座表面的界面对表面的不一致性敏感,该不一致性例如是由于组装过程中的未对准和形状变形或者发动机运行期间的温度和压力导致的变形而引起的。这些表面的不一致性可能导致不足的密封性能和/或由于增加的接触应力而造成的磨损,这两者都导致部件出现故障,从而需要过早的发动机停机和维修。特别地,由发动机运行造成的效应是难以预测和补偿的。
4.ep 0126323 a2公开了一种用于高速柴油发动机的燃烧室的部件,该部件的类型为具有设置有磨损保护层的滑动表面,这些磨损保护层在运行时期内被用尽,并且涉及一种用于获得此类层的方法。该公开物认识到,为了延长柴油发动机的寿命及其维护间隔,试图通过在形成发动机的部件的机械元件(特别是形成燃烧室的机械元件)的滑动表面上施加磨损保护层来促进正确的磨合。在此公开了一种柴油发动机的燃烧室的部件,该部件特别是包括至少一个滑动表面的类型,该滑动表面涂覆有磨损保护层,该磨损保护层在磨合阶段期间可以被磨损掉,所述磨损层是由基于氮化物的热扩散层构成的,该热扩散层含有按重量计百分比在大约4%与12%之间的氮。还公开了用于在形成柴油发动机的燃烧室的部件的元件的滑动表面上形成磨损保护层的方法,所述磨损保护层在所述发动机的磨合阶段期间可被磨损掉。该层包括用在小于或等于600℃的温度下电离的氨或氮在例如在所述表面上获得基本上6-类型的氮化物的层的形成的条件下进行的所述表面的气态氮化的相。即使ep 0126323大体上涉及用于柴油发动机的燃烧室的多个部件,本文献的公开内容也仅涉及发动机的活塞环。
5.gb 983120 a公开了在活塞环的周边上的表面涂层,该表面涂层加速磨损速率直到环被埋置。根据该文献的这些活塞环的周边面覆盖有粘合剂、研磨剂以及润滑剂。所提出的涂层不适用于气体交换阀中的温度和接触压力,它们是表面光滑的,而不会去除足够量的材料来产生所需的尺寸变化。
6.us 7225781 b2具体地公开了一种用于打开或关闭汽车或摩托车发动机的进气和排气路径的发动机阀。该文献教导了一种用于表面处理由钛或钛合金制成的发动机阀以便形成具有改进的耐磨性和抗冲击性的硬化涂层的方法。通过向发动机阀的表面提供作为固溶体的氧来在发动机阀的表面上形成硬化层,然后用pvd法在硬化层的表面上形成涂层。
7.本发明的目的是提供一种在内燃活塞发动机中配置气体交换阀组件的方法,通过该方法,阀组件的阀盘和阀座在发动机运行期间被制成彼此一致。
8.本发明的目的是提供一种气体交换阀,借助于该气体交换阀,阀组件的阀盘和阀座是在发动机运行期间被制成彼此一致。
技术实现要素:
9.本发明的目的可以基本上得到满足,如在独立权利要求中以及在描述本发明的不同实施方式的更多细节的其它权利要求中所公开的。
10.一种配置内燃活塞发动机中的气体交换阀组件的方法,该方法包括:
11.提供气体交换阀;
12.提供阀座,
13.在所述气体交换阀盘和所述阀座中的第一者的密封表面的区域处将研磨剂磨损覆层布置在基础材料上;
14.将所述阀座组装到气体交换阀主体中;
15.将所述阀组装到所述气体交换阀主体中;
16.并且在运行所述发动机的状态下,使所述阀在其提升和/或关闭运动期间绕其纵向轴线旋转,使得所述阀的所述密封表面通过包括旋转分量的运动而脱离和/或接触所述气体交换阀主体中的所述阀座,其中,所述研磨剂磨损覆层将所述阀盘和所述阀座中的第二者的密封表面加工成彼此一致。
17.这提供了改进阀和阀座密封表面对于发动机操作条件的一致性的原位加工。
18.根据本发明的一个实施方式,所述阀的旋转位置是通过以下方式改变的:使所述阀在一个方向上旋转,使得所述研磨剂覆层对所述阀盘和所述阀座中的所述第二者的密封表面进行尺寸变化,直到所述研磨剂覆层被从所述密封表面磨损掉为止。
19.根据本发明的实施方式,所述方法包括:在所述气体交换阀盘的密封表面的区域处将研磨剂磨损覆层布置在所述基础材料上,并且在所述发动机运行的状态下,所述阀在其提升和/或关闭运动期间绕其纵向轴线旋转,使得所述阀的密封表面通过包括旋转分量的运动而脱离和/或接触所述气体交换阀主体中的所述阀座,其中,所述研磨剂磨损覆层将所述阀座中的第二者的密封表面加工成与所述阀的密封表面相一致,直到研磨剂表面已经失去其研磨剂效果为止。当研磨剂覆层已经磨损掉或研磨剂颗粒已经从覆层上脱落时,失去研磨剂效果。
20.在发动机运行期间,位于阀密封表面上的含有研磨剂材料的研磨剂磨损覆层对相应的座表面进行加工以实现表面的一致性。这是通过在座表面中做出尺寸变化来实现的,即,除了移除阀座表面上的任何局部微突起之外,根据本发明的阀的使用还使阀座密封表面通过改变阀盘的真实表面的中线的正尺寸变化(positive dimensional change)而与阀盘的形式一致。覆层包括纳米级至微米级的研磨剂颗粒。研磨剂颗粒将在加工过程中从密封表面脱落,并且将主要是沿着废气和发动机润滑油去除的。
21.研磨剂效果可通过控制涂层的厚度和/或研磨剂颗粒的尺寸来控制。由于研磨剂加工,研磨剂脱离密封表面,然而,涂层可设计成进一步帮助或改善接触表面摩擦和磨损性能。这种技术将改进接触表面的一致性,并且在此过程中减小阀和阀座表面的最大接触压力和磨损,并且在发动机运行过程的早期阶段期间使密封表面中的粘性接触最小化。
22.根据本发明的实施方式,所述研磨剂磨损覆层被配置成在所述发动机的小于200
个运行小时内从表面磨损掉。
23.根据本发明的实施方式,将研磨剂磨损覆层布置在密封表面上的步骤包括:将基体物质和嵌入所述基体物质的研磨剂颗粒布置在所述基础材料上。
24.根据本发明的实施方式,将研磨剂磨损覆层布置在密封表面上的步骤包括:将金属基体布置在所述基础材料上,所述金属基体中具有作为研磨剂的碳化物颗粒。
25.一种内燃活塞发动机的气体交换阀,该气体交换阀包括阀杆以及位于所述阀杆的第一端处的阀盘,其中,所述阀盘具有密封表面,其中,阀盘密封表面的基础材料设置有研磨剂磨损覆层。
26.根据本发明的实施方式,所述基础材料在其外表面处包括硬化层,并且所述硬化层在其顶部上设置有所述研磨剂磨损覆层。
27.根据本发明的实施方式,所述研磨剂磨损覆层由基体物质和嵌入所述基体物质的研磨剂颗粒组成。
28.根据本发明的实施方式,所述研磨剂磨损覆层由金属基体组成,所述金属基体中具有作为研磨剂的碳化物颗粒。
29.根据本发明的实施方式,碳化物是碳化钨。
30.根据本发明的实施方式,碳化物粒度为0.5μm至20μm。
31.根据本发明的实施方式,所述研磨剂磨损覆层包括第一研磨剂覆层和第二研磨剂覆层,其中,所述第一研磨剂覆层具有第一量的研磨剂颗粒并且所述第二研磨剂覆层具有第二量的研磨剂颗粒。
32.根据本发明的实施方式,所述研磨剂磨损覆层包括第一研磨剂覆层和第二研磨剂覆层,其中,所述第一研磨剂覆层具有第一粒度的研磨剂颗粒并且所述第二研磨剂覆层具有第二粒度的研磨剂颗粒。
33.根据本发明的实施方式,所述研磨剂磨损覆层包括厚度大于45μm的类金刚石碳(dlc)涂层。
34.覆层可以是多层的,例如在每个层中具有不同尺寸的研磨剂颗粒。
35.通常,选择用于气体交换阀(特别是阀盘)的基础材料是使磨损最小化的相当硬的材料。取决于基础材料和研磨剂覆层,可能期望对基础材料提供附加处理以改进研磨剂覆层的附着。
36.研磨剂覆层可以利用不是排他性的列举而是当前被认为是有利的方法的以下方法在基础材料上获得。
37.物理气相沉积(pvd)
38.物理气相沉积(pvd)描述了可用于生产薄膜和涂层的各种真空沉积方法。pvd的特征在于其中材料从冷凝相变为气相然后回到薄膜冷凝相的工艺。最常见的pvd工艺是溅射和蒸发。pvd用于制造需要薄膜用于机械、光学、化学或电子功能的物品。实施pvd方法的一些示例如下。
39.阴极电弧沉积,在阴极电弧沉积中,在源材料处放电的高功率电弧将一些喷溅到高离子化蒸汽中以沉积到工件上。
40.电子束物理气相沉积,在电子束物理气相沉积中,通过高真空中的电子轰击将待沉积的材料加热至高蒸气压,并且通过扩散传输待沉积的材料,通过冷凝将其沉积在冷却
器工件上。
41.蒸发沉积,在蒸发沉积中,通过在高真空中进行的电阻加热将待沉积的材料加热至高蒸汽压。
42.近空间升华,在近空间升华中,将材料和衬底彼此靠近放置并辐射加热。
43.脉冲激光沉积,在脉冲激光沉积中,高功率激光将来自靶的材料烧蚀成蒸气。
44.溅射沉积,在溅射沉积中,辉光等离子体放电轰击材料,将一些作为蒸气溅射掉用于后续沉积。
45.脉冲电子沉积,在脉冲电子沉积中,高能脉冲电子束在非平衡条件下从靶剥离产生等离子体流的材料。
46.根据一个实施方式,研磨剂磨损层包括嵌入到pvd涂层中的纳米尺寸和/或微米尺寸的金刚石。
47.使用pvd涂层的类金刚石碳涂层
48.类金刚石碳(dlc)是显示金刚石的一些典型特性的一类无定形碳材料。dlc通常作为涂层施加到可受益于这些性质中的一些的其它材料。各种形式的dlc可应用于与真空环境兼容的几乎任何材料。
49.即使dlc涂层通常作为磨损或腐蚀保护涂层来施加,已经发现,如果施加涂层以形成增加的厚度,则它表现出相反的行为并且在适用于本发明的程度上变得磨损。获得实施本发明所需效果的合适厚度为45微米或更大。
50.根据一个实施方式,研磨剂磨损层包括嵌入dlc涂层中的纳米尺寸和/或微米尺寸的金刚石。
51.根据一个实施方式,研磨剂磨损层包括嵌入由冷喷涂涂层和dlc涂层的组合提供的涂层中的纳米尺寸和/或微米尺寸的金刚石。
52.碳化钨复合涂层的冷喷涂
53.冷喷涂涂层技术是一种涂层沉积方法。在超音速气体喷射中将固体粉末加速至高达约1200m/s的速度。在与基底的冲击过程中,颗粒经历塑性变形并粘附至表面。颗粒的动能(通过气体的膨胀提供)在结合过程中被转换成塑性变形能。
54.研磨剂覆层包括金属基体,碳化物嵌入金属基体中,形成覆层的研磨剂部分。金属基体被布置成具有200-350hv的硬度并且碳化物硬度是约1000-2000hv。适合于与根据本发明的阀座覆层结合使用的金属基体是nicrbsi合金或cu基合金。碳化物可以是例如碳化钨、wc。碳化物粒度为0.5微米至20微米。碳化物最初将被完全嵌入在涂层中,并且当金属基体开始磨损时,碳化物将突出并充当研磨剂。此外,可以将摩擦增强材料添加到基体。
55.根据一个实施方式,研磨剂磨损层包括嵌入到冷喷涂涂层中的纳米和/或微米尺寸的金刚石。
56.智能涂层
57.梯度涂层或有时称为智能涂层适用于本发明。它在技术上是单层涂层,但其组成在其厚度上逐渐变化。可以通过使用例如热和冷喷涂技术来获得智能涂层。通过在该过程期间向涂层添加不同的研磨剂和基体组合物,智能涂层可以根据涂层寿命中的某个时间的需要而得到定制。可以存在不同尺寸的研磨剂、不同混合物等级的金属基体或另外的材料以改善例如铜或甚至固体润滑剂的热特性,以改善研磨剂磨损覆层的摩擦性能。
58.可以获得几个有利效果。首先,有可能改进发动机阀和阀座表面的运行和一致性。其次,由于这些密封表面的更好的一致性,有可能减小阀/阀座表面的最大接触压力和磨损,并且还在运行过程的早期阶段期间使粘合剂接触最小化。研磨剂颗粒会在发动机使用过程中消失。
59.研磨剂磨损覆层可以是多层的,例如在每个层中具有不同尺寸的研磨剂颗粒。
60.两个部件(即阀盘和阀座)的基础材料是极其刚性的,使得它们不会彼此弹性地共形,因此需要研磨剂方法以使表面彼此嵌入。
61.在本专利申请中给出的本发明的示例性实施方式不应被解释为对所附权利要求的适用性造成限制。在本专利申请中,动词“包括”用作开放限制,其并不排除还存在未陈述的特征。除非另有明确说明,否则在从属权利要求中陈述的特征可相互自由地组合。被认为是本发明特征的新颖特征具体在所附权利要求中阐述。
62.3d打印
63.可以成功地利用3d打印方法或所谓的混合方法,在3d打印方法或所谓的混合方法中,在金属基体的顶部上创建3d打印覆层。3d打印的金属通常显示出粗糙的,并且因此显示出研磨剂表面,然而,使用3d打印,可以使用与喷涂相似的材料方法。
附图说明
64.在下文中,将参考所附的示例性示意图来描述本发明,其中
65.图1示意性地描绘了阀组件,在该阀组件中,阀的密封表面设置有研磨剂覆层,
66.图2示意性地描绘了阀组件,在该阀组件中,阀座的密封表面设置有研磨剂覆层,
67.图3示意性地描绘了根据本发明的实施方式的设置有研磨剂覆层的密封表面的结构,以及
68.图4示意性地描绘了根据本发明的另一实施方式的设置有研磨剂覆层的密封表面的结构。
具体实施方式
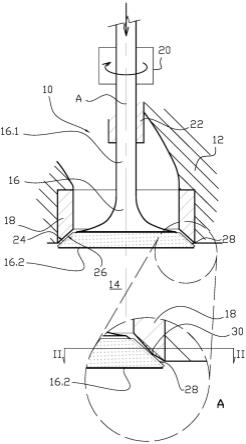
69.图1示意性地描绘了内燃活塞发动机的布置到发动机的气缸盖12上的气体交换阀组件10。气体交换阀组件被配置成可控制地允许燃烧空气进入发动机的燃烧室14以及从燃烧室14去除废气。气体交换阀组件包括气体交换阀16和阀座18,气体交换阀16可简称为阀。阀座18是具有密封表面的环形构件,进气阀或排气阀在发动机运行循环的阶段期间在阀关闭时抵靠在所述密封表面上。密封表面防止气体从燃烧室泄漏到进气接收器和排气歧管,并且还用作用于将热量从阀16释放到气缸盖12的热传递表面。阀16包括阀杆16.1和阀盘16.2以及杆16.1的第一端。阀由气缸盖中的阀引导件22支撑。
70.阀组件还设置有阀旋转器20,该阀旋转器20被配置成当阀沿纵向轴线a的方向移动时通过正作用来使阀绕其纵向轴线a旋转。阀座18与阀16同轴。阀旋转器可以是本领域技术人员已知的类型,例如所谓的滚珠弹簧旋转器,或者例如在公开文献ep 0768450b1或de 102013013229a1中公开的,这些公开文献的描述通过引用结合在此。
71.所谓的“旋转帽”阀旋转器结合了滚珠保持板,该滚珠保持板具有用于滚珠沿其滚动的具有倾坡的圆周凹槽。小弹簧将这些滚珠中的每一个推到一侧。belleville型碟形弹
簧垫圈配合在这些滚珠上以形成上座圈,该上座圈在其外边缘上由弹簧座保持器支撑。该保持器将整个组件保持在一起,并且还为螺旋盘管阀弹簧提供座。在阀的关闭位置中,碟形弹簧垫圈被悬挂在弹簧座保持器与滚珠保持器之间,使得这些滚珠自由地移动至斜坡的第一端并且抵靠在凹槽的末端上。在阀的打开阶段期间,碟形弹簧垫圈随着阀弹簧上的压缩载荷的增加而偏转。碟形垫圈的外边缘如之前那样支承弹簧座保持器,但是垫圈的内部部件现在支承滚珠,并且因此沿其斜坡推动滚珠。斜坡被成形为使得,当与垫圈保持接触时,弹簧座保持器旋转并且因此阀旋转相同的量。当阀关闭时,垫圈回到其在弹簧座保持器与滚珠保持器之间的初始位置。这释放了滚珠上的载荷,由此,这些小的偏置弹簧现在将这些滚珠向上推到它们的斜坡上,并且由此将弹簧座保持器和阀组件带回到其起始位置。
72.阀盘在其径向周边区域处设置有密封表面24,该密封表面通常相对于阀的纵向轴线a成角度。相应地,阀座18设置有密封表面26,该密封表面理想地平行于阀的密封表面24并且与阀的密封表面相一致。阀盘16.2由耐磨损的硬质基础合金材料制成。在阀16的至少密封表面24的区域处,研磨剂磨损覆层28被布置在基础材料上。阀16的密封表面可包括硬化层,该硬化层设置有研磨剂磨损覆层28。阀16由在其寿命期间经历最小变形的材料制成并且被精确地加工成预期尺寸。
73.在图1中,阀16处于它刚刚开始其提升即打开运动的位置,阀的密封表面24已经脱离阀座18的密封表面26。在图中圈出的放大视图中更详细地示出了密封表面的区域。在视图a中,示出了参照图2的切口线ii-ii,其中,沿着切口ii-ii示出了阀座18。视图a描绘了坐表面26中的示例性角度缺陷或不一致性30。如在图2中所描绘的,该不一致性可以是在纵向轴线a的方向上在平面处与圆形形状之间的局部非对称偏差。当然,无论不一致性的形状如何,本发明都是适用的。内燃活塞发动机中的气体交换阀组件被配置成使得首先提供气体交换阀16和阀座18,并且在气体交换阀盘和阀座中的第一者的密封表面的区域处在基础材料上布置研磨剂磨损覆层。具体参见图1,研磨剂磨损覆层被布置在气体交换阀盘16.2的密封表面上。研磨剂磨损覆层被布置成覆盖阀16的意图形成其密封表面的区域。在这种情况下,阀盘的尺寸精度是重要的,这是因为是根据阀盘的形状来适应阀座的。
74.随后,阀座18和阀16被组装到气体交换阀主体中。在运行发动机的状态下,阀16在其提升和/或关闭运动期间绕其纵向轴线旋转,使得阀的密封表面24通过包括旋转分量的运动而脱离和/或接触气体交换阀主体中的阀座18的密封表面26。因此,当研磨剂磨损覆层相对于纵向轴线同时轴向地且成角度地移动时,它还通过在表面之间形成旋转配合而将阀盘和阀座中的第二者的密封表面加工成彼此一致。特别参见图1,布置在气体交换阀盘16.2的密封表面上的研磨剂磨损覆层将阀座18的密封表面26加工成与阀盘16.2的密封表面24相一致。阀16的旋转位置通过使阀16在一个方向上旋转而被改变。研磨剂覆层对密封表面进行尺寸变化,直到研磨剂覆层或覆层中的研磨剂材料被从密封表面磨损掉。
75.图3示意性地描绘了阀组件,在该阀组件中,阀座的密封表面设置有研磨剂覆层28。当阀座由在其寿命期间经历最小变形的材料制成并且被精确地加工成预期尺寸时,该实施方式是适用的。
76.图4示意性地描绘了根据本发明的实施方式的设置有研磨剂覆层28的基础材料40、41的结构。基础材料包括基底,即,阀盘16.1(或者可替换地,阀座18)的基础材料的材料,其外表面区域41可被硬化。外表面区域41是所谓的工作表面,该工作表面在研磨剂覆层
被磨损掉时开始使用。外表面41可利用本身已知的方法来硬化,像热处理、喷丸强化。厚(有利地1至3mm)的硬中间涂层可施加在基础材料与研磨剂涂层之间。中间涂层可通过等离子体转移弧方法或激光熔覆来制造。中间涂层材料可以是司太立特(stellite)或类似物。
77.图5示意性地描绘了根据本发明的另一实施方式的设置有研磨剂覆层28’、28”的基础材料40、41的结构。研磨剂磨损覆层28’、28”在其顶部区域28”和底部区域28’处具有不同的研磨剂特性。与图4的实施方式中相同,基础材料包括基底,即,阀盘16.1(或者可替换地,阀座18)的基础材料的材料,其外表面区域41可被硬化。外表面41是所谓的工作表面,该工作表面在研磨剂磨损覆层被磨损掉时开始使用。研磨剂磨损覆层28’、28”可以任选地包括具有不同研磨剂特性的不同层。研磨剂磨损覆层28’、28”还可以包括从底部到顶部具有逐渐变化的研磨剂特性的区域。可以通过在覆层中提供不同的颗粒或研磨剂颗粒的粒度和/或不同量的颗粒来实现不同的研磨剂特性。
78.研磨剂磨损覆层包括第一研磨剂覆层28’和位于第一研磨剂覆层顶部上的第二研磨剂覆层28”,其中,第一研磨剂覆层28’具有第一粒度的研磨剂颗粒,并且第二研磨剂覆层28”具有比第一粒度大的第二粒度的研磨剂颗粒。
79.研磨剂磨损覆层包括第一研磨剂覆层28’和第二研磨剂覆层28”,其中,第一研磨剂覆层28’具有第一量即浓度的研磨剂颗粒,并且第二研磨剂覆层28”具有比第一量的研磨剂颗粒多的第二量即浓度的研磨剂颗粒。
80.作为根据本发明的方法的示例,研磨剂磨损覆层可以如下形成:基础材料可以是出于最小化使用中的磨损和变形而且还确保足够的耐腐蚀性的目的而选择的任何合适的硬质材料。合适的材料例如为马氏体不锈钢、硅铬钢、奥氏体铬镍钢或镍基超合金。基础材料可以利用合适的方法来硬化,例如热处理、喷丸、表面轧制等。下表显示了在本发明的方法中对于研磨剂覆层的一些可应用的选择。
[0081][0082]
虽然本文通过结合目前被认为是最优选实施方式的示例描述了本发明,但应当理解,本发明不限于所公开的实施方式,而是旨在覆盖其特征的各种组合或修改,以及包括在如所附权利要求限定的本发明的范围内的若干其它应用。当此类组合在技术上可行时,结合任何上述实施方式提及的细节是可以结合另一个实施方式来使用的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。