1.本发明是一种发电机转子的自动绕线装置及其实现方法,属于电机绕线装置技术领域。
背景技术:
2.发电机主要由转子和定子组成,是很多自动化装置的动力来源,广泛应用于各行各业中,发电机转子由转轴和转子铁芯构成,在发电机转子的生产过程中,有一个工序是将漆包线绕进转子的线沟里面,因此,目前国内厂家使用的设备普遍存在转子绕组绕线不均匀,且该设备在绕线过程中铜线容易拉断,需要工人实时监测并及时作出处理,极大影响了加工效率,增加工人的劳动强度,而且目前的设备人工干预较多,操作较繁琐,因此发明一种高效实用的发电机转子自动绕线的装置也显得尤为重要。
3.例如在2021年9月3日公开了一项公开号为cn215528831u的一种电机转子生产时绕线设备,所述用于电机转子生产的绕线设备包括:基板以及固定安装在所述基板上的固定板和绕线箱,所述固定板上固定安装有支撑板;导线管,所述导线管活动设置在所述基板上,用于承接所述绕线箱中的铜线;绕线机构,所述绕线机构活动设置在所述基板上且与所述导线管连接,所述绕线机构用于驱动所述导线管转动并驱动所述导线管在水平方向上运动,以使所述导线管驱动铜线缠绕在电机转子上;驱动机构,所述驱动机构与所述绕线机构连接;卡合组件,所述卡合组件活动设置在所述支撑板上,所述卡合组件在所述绕线机构驱动所述导线管转动并在水平方向上运动时将电机转子固定在与所述导线管适配位置,上述装置虽能实现电机转子的绕线,但仍具有以下缺点:1、转子绕线时,完成一个转子线沟绕线后,需要手动转动转子,绕线的连续性较低。
4.2、转子绕线过程中,无张力控制结构和压紧结构,无法使铜线紧贴在转子线沟的表面,绕出的线圈会出现松紧不一的现象。
技术实现要素:
5.本发明要解决的技术问题是针对以上不足,提供一种发电机转子的自动绕线装置及其实现方法,本装置设有转子旋转步进电机,绕线时无需操作人员手动转动转子,本装置还设有张力控制结构和压紧结构,可实现电机转子恒定张力紧密的绕线。
6.为解决以上技术问题,本发明采用以下技术方案:一种发电机转子的自动绕线装置,包括绕线流水线和绕线流水线的控制系统;所述绕线流水线包括铜线输送机构和转子的绕线机构;所述铜线输送机构,用于将铜线按一定的张力连续输送到转子的绕线处;所述转子的绕线机构,用于在转子线沟中按一定的圈数和层数布好铜线,适用于不同类型的转子绕线;所述铜线输送机构包括放卷辊,所述放卷辊的后方,沿着铜线输送的方向,依次设
置有1#导向轮、跟踪辊、张力辊和2#导向轮;所述张力辊的正上方,设置有张力传感器,所述跟踪辊和张力辊之间设置有3#限位开关;所述转子的绕线机构,包括转子夹具,夹具呈一个u字型,在夹具的中间横梁中间内侧设置有光电开关,所述夹具的外侧设置有夹具旋转伺服电机,所述在夹具伸出的一个长臂的末端,设置有夹具膨胀气缸,所述夹具膨胀气缸上设置有1#限位开关;所述夹具的斜上方设置有一段螺纹导轨,所述螺纹导轨上设置挡板气缸,所述挡板气缸的下方设有2#限位开关,所述挡板气缸的末端设有定位挡板,所述定位挡板的斜下方设有一个铜线定位通孔。
7.进一步,所述绕线流水线的控制系统包括主电源模块、继电器控制模块、plc模块和电机驱动模块,主电源模块为控制系统提供供电,继电器控制模块为控制系统的控制提供回路启停控制,plc模块连接继电器控制模块和电机驱动模块,plc模块是控制系统的核心部分,是控制系统信号的接收和发出的中心,电机驱动模块是控制系统的驱动和信息采集的机构。
8.进一步,所述主电源模块,包括三相电源线,三相电源线连接有断路器的一端,断路器另一端连接有驱动器一端,驱动器另一端连接有放卷辊伺服电机、跟踪辊伺服电机、张力辊伺服电机和夹具旋转伺服电机,用于给放卷辊伺服电机、跟踪辊伺服电机、张力辊伺服电机和夹具旋转伺服电机提供电源,所述断路器另一端还连接有开关电源的一端,开关电源另一端连接有触摸屏和plc,用于给触摸屏和plc提供电源,还用于为其它用电器提供24v电源。
9.进一步,所述继电器控制模块,包括中间继电器常开触点,中间继电器常开触点连接有电磁阀线圈,用于控制放卷气缸、挡板气缸、夹具膨胀气缸的启停,中间继电器常开触点还连接有指示灯,用于控制指示灯的启停。
10.所述plc模块包括cpu单元u1、扩展单元u2和模拟量单元u3,plc模块是整个控制系统的核心,控制电机启停、指示灯的启停、检测故障、检测装置运行状态和采集模拟量数据;所述cpu单元u1的232通讯串口连接有触摸屏通讯端,用于绕线流水线控制系统和触摸屏之间的通讯,所述cpu单元u1的l 脚和m脚连接有 24v线、0v线,此部分用于所述cpu单元u1的电源,cpu单元u1的m脚、1m脚和2m脚连接有0v线,cpu单元u1的l脚、1l脚和2l脚连接有 24v线,此部分用于cpu单元u1的各控制脚公共接线;所述cpu单元u1的输入端连接有触点开关,cpu单元u1的输入端通过触点开关来检测放卷辊伺服电机、跟踪辊伺服电机、张力辊伺服电机、夹具旋转伺服电机、限位开关、光电开关和装置旋钮的状态,所述cpu单元u1的输出端连接有中间继电器线圈,cpu单元u1的输出端通过控制中间继电器线圈来实现放卷辊气缸、挡板气缸和夹具膨胀气缸启停控制。
11.进一步,所述plc模块扩展单元u2的输出端连接有中间继电器线圈,扩展单元u2的输出端通过控制中间继电器线圈实现对指示灯的控制,并将处理的信号数据传送给cpu单元u1,为系统的控制提供信号的依据。
12.进一步,所述模拟量单元u3用于采集张力传感器的信号,并将处理的信号数据传送给cpu单元u1,为系统的控制提供信号的依据。
13.进一步,所述电机驱动模块,包括驱动器q1、驱动器q2、驱动器q3、驱动器q4、驱动
器q5和驱动器q6;所述驱动器q1连接有放卷辊伺服电机m1,用于控制放卷辊伺服电机m1的启停和运转速度,并向plc模块部分反馈电机运行状态;所述驱动器q2连接有跟踪辊伺服电机m2,用于控制跟踪辊伺服电机m2的启停和运转速度,并向plc模块部分反馈电机运行状态;所述驱动器q3连接有张力辊伺服电机m3,用于控制张力辊伺服电机m3的启停和运转速度,并向plc模块部分反馈电机运行状态;所述驱动器q4连接有夹具旋转伺服电机m4,用于控制夹具旋转伺服电机m4的启停和运转速度,并向plc模块部分反馈电机运行状态;所述驱动器q5连接有螺纹导轨步进电机m5,用于控制螺纹导轨步进电机m5的启停和运转速度;所述驱动器q6连接有转子旋转步进电机m6,用于控制转子旋转步进电机m6的启停和运转速度。
14.进一步,一种发电机转子的自动绕线装置中,所述实现方法包括以下步骤:程序起始于步骤s100,程序开始,执行步骤s101;步骤s101,控制系统判断转子夹具上是否有电机转子;若有执行步骤s103;若没有执行步骤s102;步骤s102,添加新的电机转子;完成后执行步骤s101;步骤s103,夹具膨胀气缸伸出;完成后执行步骤s104;步骤s104,控制系统判断夹具气缸是否伸出到位;若是执行步骤s105;若不是执行步骤s103;步骤s105,控制系统判断3#限位开关处是否有铜线;若有执行步骤s107;若没有执行步骤s106;步骤s106,人工穿铜线;完成后执行步骤s105;步骤s107,挡板气缸伸出;完成后执行步骤s108;步骤s108,控制系统判断挡板气缸是否伸出到位;若是执行步骤s109;若不是执行步骤s107;步骤s109,设定绕线所需要的张力、圈数、次数与每次旋转的角度;完成后执行步骤s110;步骤s110,放卷辊启动;夹具旋转伺服电机启动;完成后执行步骤s111;步骤s111,跟踪辊启动;张力辊启动;完成后执行步骤s112;步骤s112,控制系统启动恒定张力程序;完成后执行步骤s113;步骤s113,夹具旋转伺服电机旋转一圈;螺纹导轨前进一定距离;完成后执行步骤s114;步骤s114,控制系统判断挡板是否到达螺纹导轨的左极限;若是执行步骤s115;若不是执行步骤s110;步骤s115,控制系统中转子铜线绕线圈数加一;完成后执行步骤s116;步骤s116,控制系统判断转子绕线圈数是否达到设定值;若是执行步骤s117和步骤s118;若不是执行步骤s124和步骤s125;
步骤s117,跟踪辊停止;张力辊停止;步骤s118,挡板气缸缩回;放卷辊停止;夹具旋转伺服电机停止;完成后执行步骤s119;步骤s119,转子旋转步进电机旋转设定的角度;完成后执行步骤s120;步骤s120,转子旋转次数加一;完成后执行步骤s121;步骤s121,控制系统判断转子旋转次数是否达到;若是执行步骤s123;若不是执行步骤s122;步骤s122,控制系统中转子铜线圈数加一;完成后执行步骤s110;步骤s123,操作员拆卸绕线完毕的转子,并更换新的转子;完成后执行步骤s101;步骤s124,放卷辊启动;夹具旋转伺服电机启动;步骤s125,跟踪辊启动;张力辊启动;完成后执行步骤s126;步骤s126,旋转电机旋转一圈,螺纹导轨反向前进一定距离;完成后执行步骤s127;步骤s127,控制系统判断挡板是否到达螺纹导轨的右极限;若是执行步骤s128;若不是执行步骤s124和步骤s125;步骤s128,控制系统中转子铜线绕线圈数加一;完成后执行步骤s129;步骤s129,控制系统判断转子绕线圈数是否达到;若是执行步骤s117和步骤s118;若不是执行步骤s110。
15.本发明采用以上技术方案,与现有技术相比,具有如下技术效果:1、本装置设有转子旋转器具,转子旋转器具由转子旋转步进电机和夹具气缸组成,所述转子旋转步进电机和夹具气缸可将转子固定在旋转器具上,转子旋转步进电机驱动转子实现任何角度的旋转,从而实现在绕完一个转子线沟后,自动旋转转子,无需操作员去手动转动转子。
16.2、铜线输送装置中先后设有铜线放卷辊、跟踪辊、张力辊和夹具旋转器具,所述铜线放卷辊、跟踪辊、张力辊和夹具旋转器具通过各自电机进行速度控制,张力辊处又设有张力传感器,可以根据采集张力的大小,控制每个部分旋转速度的大小,来达到一个恒定张力的转子绕线。
17.3、本装置在转子绕线线沟的前上方设有绕线挡板,并且绕线挡板可在转子线沟上方来回的运动,绕线挡板的末端开有小孔,铜线丛孔中心穿过,绕线挡板由绕线挡板气缸控制,挡板气缸在绕线时伸出,可使细孔中的铜线紧贴在转子线沟的表面,可以使铜线紧密有序的排列在转子线沟中。
附图说明
18.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例与方位绘制。
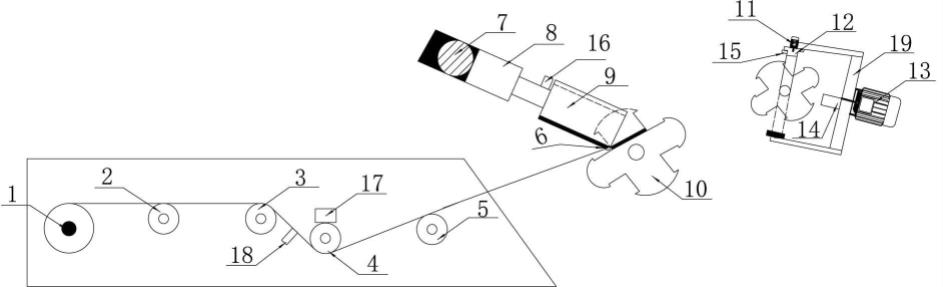
19.图1为本发明中绕线流水线的结构示意图;图2为绕线流水线的控制系统的主电源模块部分电气原理图;
图3为绕线流水线的控制系统的继电器控制模块电气原理图;图4为绕线流水线的控制系统的plc模块部分电气原理图;图5为绕线流水线的控制系统的plc模块另一部分电气原理图;图6绕线流水线的控制系统的电机驱动模块部分电气原理图;图7绕线流水线的控制系统的电机驱动模块另一部分电气原理图;图8为本发明中实现方法的流程图。
具体实施方式
20.实施例1,一种发电机转子的自动绕线装置及其实现方法,包括绕线流水线和绕线流水线的控制系统。
21.如图1所示,所述绕线流水线包括铜线输送机构和转子的绕线机构。
22.所述铜线输送机构,作用是将铜线按一定的张力连续输送到转子的绕线处;所述转子的绕线机构,作用是在转子线沟中按一定的圈数和层数布好铜线,适用于不同类型的转子绕线;所述铜线输送机构包括放卷辊1,放卷辊1由放卷辊伺服电机驱动,放卷辊1用于放置成卷的铜线,并按照一定速度运转,所述放卷辊1的后方,沿着铜线输送的方向,依次设置有1#导向轮2、跟踪辊3、张力辊4和2#导向轮5,1#导向轮2用于提供和矫正铜线前进的路线,跟踪辊3由跟踪辊伺服电机驱动,用于跟踪铜线绕线时的速度,张力辊4由张力辊伺服电机驱动,用于产生铜线绕线时前后的张力,在张力辊4的正上方,设置有张力传感器17,张力传感器17和控制系统连接,用于检测产生张力的大小,在跟踪辊3和张力辊4之间设置有3#限位开关18,3#限位开关18和控制系统连接,用于检测铜线的有无,2#导向轮5用于再次提供和矫正铜线前进的路线。
23.所述转子的绕线机构,包括夹具19,夹具19用于放置固定转子,夹具19为u形,夹具19伸出两个用于夹紧的长臂,在夹具19的中间横梁中间内侧设置有光电开关14,光电开关14和控制系统连接用于检测夹具19上是否有转子,所述夹具19的外侧设置有夹具旋转伺服电机13,夹具旋转伺服电机13和控制系统连接,用于控制夹具19旋转的速度和转数,当转子绕线时,设定好一定绕线的张力,所述铜线输送机构中的铜线释放的速度,和夹具19旋转的速度形成一定的速度差,由此产生张力,所述夹具19伸出的其中一个长臂的末端设置有夹具膨胀气缸12,用于压紧放置在夹具19两个长臂之间的转子,在夹具膨胀气缸12上设置有1#限位开关15,1#限位开关15和控制系统连接,用于检测夹具膨胀气缸12伸出的位置,所述夹具膨胀气缸12由转子旋转步进电机11驱动,转子旋转步进电机11和控制系统连接,用于控制旋转转子转动的角度,当转子的一个线沟绕线结束后,可转动转子的另一个线沟进行绕线。
24.在夹具19的斜上方设置有一段螺纹导轨7,螺纹导轨7由螺纹导轨步进电机驱动,在螺纹导轨7上设置挡板气缸8,挡板气缸8在螺纹导轨步进电机的驱动下,沿着螺纹导轨7来回运动,所述挡板气缸8的下方设有2#限位开关16,2#限位开关16和控制系统连接,用于检测挡板气缸8伸出的位置,所述挡板气缸8的末端设有定位挡板9,定位挡板9的斜下方设有一个铜线定位通孔6,铜线由此穿过,在转子绕线时,挡板气缸8伸出定位挡板9,使铜线定位通孔6,紧靠在转子绕线线沟之上,可以使铜线紧密的排布在转子线沟之中。
25.所述绕线流水线的控制系统包括主电源模块、继电器控制模块、plc模块和电机驱动模块,主电源模块为控制系统提供供电,继电器控制模块为控制系统的提供回路启停控制,plc模块连接继电器控制模块和电机驱动模块,plc模块是本系统的核心部分,是本控制系统信号的接收和发出的中心,电机驱动模块是本系统的驱动和信息采集的机构。
26.所述主电源模块,包括三相电源线,三相电源线连接有断路器的一端,断路器另一端连接有驱动器一端,驱动器另一端连接有放卷辊伺服电机、跟踪辊伺服电机、张力辊伺服电机和夹具旋转伺服电机,用于给放卷辊伺服电机、跟踪辊伺服电机、张力辊伺服电机和夹具旋转伺服电机提供电源,所述断路器另一端还连接有开关电源的一端,开关电源另一端连接有触摸屏和plc,用于给触摸屏和plc提供电源,还用于为其它用电器提供24v电源。
27.如图2所示,所述三相电源包括r线、s线、t线和n线,三相电源r线、s线、t线和n线连接有断路器qf1一端,断路器qf1另一端连接三相电源l1线、l2线、l3线和n线,所述三相电源中l1线和n线连接有断路器qf2一端,断路器qf2另一端连接有驱动器q1的一端,驱动器q1的另一端连接驱动器q1一端,驱动器q1另一端连接有放卷辊伺服电机m1,此部分用于给放卷辊伺服电机m1提供电源,所述三相电源l1线、l2线和l3线连接有断路器qf3一端,断路器qf3另一端连接有驱动器q2一端,驱动器q2另一端连接有跟踪辊伺服电机m2,此部分用于给跟踪辊伺服电机m2提供电源,所述三相电源l1线、l2线和l3线连接有断路器qf4一端,断路器qf4另一端连接有驱动器q3一端,驱动器q3另一端连接有张力辊伺服电机m3,此部分用于给张力辊伺服电机m3提供电源,所述三相电源l1线、l2线和l3线连接有断路器qf5一端,断路器qf5另一端连接有连接有驱动器q4一端,驱动器q4另一端连接有夹具旋转伺服电机m4,此部分用于给夹具旋转伺服电机m4提供电源,所述三相电源中l3线和n线连接有断路器qf6一端,断路器qf6另一端连接有开关电源lrs-200-24的一端,开关电源lrs-200-24的另一端连接有 24v线和0v线, 24v线和0v线连接有触摸屏和plc一端,此部分用于给触摸屏和plc提供电源,所述 24v线和0v线也用于为其它用电器提供直流24v供电。
28.所述继电器控制模块,包括中间继电器常开触点,中间继电器常开触点连接有电磁阀线圈,用于控制放卷气缸、挡板气缸和夹具膨胀气缸的启停,中间继电器常开触点还连接有指示灯,用于控制指示灯的启停。
29.如图3所示,所述继电器控制模块包括中间继电器ka1常开触点,中间继电器ka1常开触点一端连接有 24v线,中间继电器ka1常开触点另一端连接有电磁阀yv1线圈的一端,电磁阀yv1线圈的另一端连接0v线,此部分用于控制放卷辊气缸启停,所述继电器控制模块包括中间继电器ka2常开触点,中间继电器ka2常开触点一端连接有 24v线,中间继电器ka2常开触点另一端连接有电磁阀yv2线圈的一端,电磁阀yv2线圈的另一端连接0v线,此部分用于挡板气缸启停,所述继电器控制模块包括中间继电器ka3常开触点,中间继电器ka3常开触点一端连接有 24v线,中间继电器ka3常开触点另一端连接有电磁阀yv3线圈的一端,电磁阀yv3线圈的另一端连接0v线,此部分用于夹具膨胀气缸启停,所述继电器控制模块还包括中间继电器ka4常开触点,中间继电器ka4常开触点一端连接有 24v线,中间继电器ka4常开触点另一端连接有指示灯红的一端,指示灯红的另一端连接0v线,此部分用于控制指示灯红启停,所述继电器控制模块还包括中间继电器ka5常开触点,中间继电器ka5常开触点一端连接有 24v线,中间继电器ka5常开触点另一端连接有指示灯绿的一端,指示灯绿的另一端连接0v线,此部分用于控制指示灯绿启停,所述继电器控制模块还包括中间继电器
ka6常开触点,中间继电器ka6常开触点一端连接有 24v线,中间继电器ka6常开触点另一端连接有指示灯黄的一端,指示灯黄的另一端连接0v线,此部分用于控制指示灯黄启停,所述继电器控制模块还包括中间继电器ka7常开触点,中间继电器ka7常开触点一端连接有 24v线,中间继电器ka7常开触点另一端连接有指示灯蜂鸣器的一端,指示灯蜂鸣器的另一端连接0v线,此部分用于控制指示灯蜂鸣器启停。
30.所述plc模块包括cpu单元u1、扩展单元u2和模拟量单元u3, cpu单元u1的型号为cpu226i,扩展单元u2的型号为em222,模拟量单元u3的型号为em235,plc模块是整个控制系统的核心,控制电机启停、指示灯的启停、检测故障、检测装置运行状态和采集模拟量数据。
31.如图4所示,所述cpu单元u1的232通讯串口连接有触摸屏通讯端,用于绕线流水线绕线流水线控制系统和触摸屏之间的通讯,所述cpu单元u1的l 脚和m脚连接有 24v线、0v线,此部分用于所述cpu单元u1的电源,cpu单元u1的m脚、1m脚和2m脚连接有0v线,cpu单元u1的l脚、1l脚和2l脚连接有 24v线,此部分用于cpu单元u1的各控制脚公共接线。
32.所述cpu单元u1的输入端连接有触点开关,cpu单元u1的输入端通过触点开关来检测检测放卷辊伺服电机、跟踪辊伺服电机、张力辊伺服电机、夹具旋转伺服电机、限位开关、光电开关和装置旋钮的状态。
33.所述cpu单元u1的i0.0脚连接有触点开关k1的一端,触点开关k1的另一端连接 24v线,此部分用于放卷辊伺服电机故障检测,所述cpu单元u1的i0.1脚连接有触点开关k2的一端,触点开关k2的另一端连接 24v线,此部分用于跟踪辊伺服电机故障检测,所述cpu单元u1的i0.2脚连接有触点开关k3的一端,触点开关k3的另一端连接 24v线,此部分用于张力辊伺服电机故障检测,所述cpu单元u1的i0.3脚连接有触点开关k4的一端,触点开关k4的另一端连接 24v线,此部分用于夹具旋转伺服电机故障检测,所述cpu单元u1的i0.4脚连接有触点开关k5的一端,触点开关k5的另一端连接 24v线,此部分用于螺纹导轨左极限开关检测,所述cpu单元u1的i0.5脚连接有触点开关k6的一端,触点开关k6的另一端连接 24v线,此部分用于螺纹导轨右极限开关检测,所述cpu单元u1的i0.6脚连接有触点开关k7的一端,触点开关k7的另一端连接 24v线,此部分用于1#限位开关检测,所述cpu单元u1的i0.7脚连接有触点开关k8的一端,触点开关k8的另一端连接 24v线,此部分用于2#限位开关检测,所述cpu单元u1的i1.0脚连接有触点开关k9的一端,触点开关k9的另一端连接 24v线,此部分用于3#限位开关检测,所述cpu单元u1的i1.1脚连接有触点开关k10的一端,触点开关k10的另一端连接 24v线,此部分用于关电开关检测,所述cpu单元u1的i1.2脚连接有旋钮开关s1的一端,旋钮开关s1的另一端连接 24v线,此部分用于夹具膨胀气缸手动按钮检测,所述cpu单元u1的i1.3脚连接有旋钮开关s2的一端,旋钮开关s2的另一端连接 24v线,此部分用于设备手动/自动控制旋钮信号检测,所述cpu单元u1的i1.7脚连接有旋钮开关s3的一端,旋钮开关s3的另一端连接 24v线,此部分用于急停按钮信号检测。
34.所述cpu单元u1的输出端连接有中间继电器线圈,cpu单元u1的输出端通过控制中间继电器线圈来实现放卷辊气缸、挡板气缸和夹具膨胀气缸启停控制。
35.所述cpu单元u1的q1.3脚一端连接有中间继电器线圈ka1的一端,中间继电器线圈ka1的另一端连接0v线,此部分用于放卷辊气缸启动的控制,所述cpu单元u1的q1.4脚连接有中间继电器ka2线圈的一端,中间继电器ka2线圈的另一端接0v线,此部分用于挡板气缸
启动的控制,所述cpu单元u1的q1.5脚连接有中间继电器ka3线圈的一端,中间继电器ka3线圈的另一端接0v线,此部分用于夹具膨胀气缸启动的控制。
36.如图5所示,所述plc模块扩展单元u2的输出端连接有中间继电器线圈,扩展单元u2的输出端通过控制中间继电器线圈实现对指示灯的控制,并将处理的信号数据传送给cpu单元u1,为系统的控制提供信号的依据。
37.所述plc模块扩展单元u2的1l 脚、1m脚连接有 24v线、0v线,扩展单元u2的q2.0脚连接有中间继电器线圈ka4的一端,ka4中间继电器线圈ka4的另一端连接到0v线,此部分用于指示灯红控制,扩展单元u2的q2.1脚连接有中间继电器ka5线圈的一端,中间继电器ka5线圈的另一端连接到0v线,此部分用于指示灯绿控制,扩展单元u2的q2.2脚连接有ka6中间继电器ka6线圈的一端,中间继电器ka6线圈的另一端连接到0v线,此部分用于指示灯黄控制,扩展单元u2的q2.3脚连接有中间继电器ka7线圈的一端,中间继电器ka7线圈的另一端连接到0v线,此部分用于指示灯蜂鸣器控制。
38.如图5所示,所述模拟量单元u3用于采集张力传感器的信号,并将处理的信号数据传送给cpu单元u1,为系统的控制提供信号的依据。
39.所述模拟量单元u3的l 脚和m脚连接有 24v线、0v线,此部分用于模拟量单元u3的电源,模拟量单元u3的ra脚和a 脚连接有ai0 信号,模拟量单元u3的ra-脚连接有ai0-信号,此部分用于采集张力传感器的信号。
40.所述电机驱动模块,包括驱动器q1、驱动器q2、驱动器q3、驱动器q4、驱动器q5和驱动器q6。
41.所述驱动器q1连接有放卷辊伺服电机m1,用于控制放卷辊伺服电机m1的启停和运转速度,并向plc模块部分反馈电机运行状态。
42.如图6所示,所述驱动器q1的l1脚、l2脚和l3脚,连接有l1线、l2线和l3线,此部分给驱动器q1提供电源,驱动器q1的u脚、v脚、w脚和编码器接连有放卷辊伺服电机m1,驱动器q1的ppi脚连接 24v线,驱动器q1的*ca脚连接cpu单元u1的q0.4脚,驱动器q1的*cb脚连接cpu单元u1的q0.5脚,驱动器q1的alm脚连接cpu单元u1的i0.0脚,驱动器q1的almcom脚连接0v线,驱动器q1用来驱动放卷辊伺服电机m1运转,实现放卷辊伺服电机m1不同速度的控制,并向plc模块部分反馈电机运行状态。
43.所述驱动器q2连接有跟踪辊伺服电机m2,用于控制跟踪辊伺服电机m2的启停和运转速度,并向plc模块部分反馈电机运行状态。
44.如图6所示,所述驱动器q2的l1脚、l2脚和l3脚,连接有l1线、l2线和l3线,此部分用于给驱动器q2提供电源,驱动器q2的u脚、v脚、w脚和编码器接连有跟踪辊伺服电机m2,驱动器q2的ppi脚连接 24v线,驱动器q2的*ca脚连接cpu单元u1的q0.6脚,驱动器q2的*cb脚连接cpu单元u1的q0.7脚,驱动器q2的alm脚连接cpu单元u1的i0.1脚,驱动器q2的almcom脚连接0v线,驱动器q2用来驱动跟踪辊伺服电机m2运转,实现跟踪辊伺服电机m2不同速度的控制,并向plc模块部分反馈电机运行状态。
45.所述驱动器q3连接有张力辊伺服电机m3,用于控制张力辊伺服电机m3的启停和运转速度,并向plc模块部分反馈电机运行状态。
46.如图6所示,所述驱动器q3的l1脚、l2脚和l3脚,连接有l1线、l2线和l3线,此部分用于给驱动器q3提供电源,驱动器q3的u脚、v脚、w脚和编码器接连有张力辊伺服电机m3,驱
动器q3的ppi脚连接 24v线,驱动器q3的*ca脚连接cpu单元u1的q1.0脚,驱动器q3的*cb脚连接cpu单元u1的q1.1脚,驱动器q3的alm脚连接cpu单元u1的i0.2脚,驱动器q3的almcom脚连接0v线,驱动器q3用来驱动张力辊伺服电机m3运转,实现张力辊伺服电机m3不同速度的控制,并向plc模块部分反馈电机运行状态。
47.所述驱动器q4连接有夹具旋转伺服电机m4,用于控制夹具旋转伺服电机m4的启停和运转速度,并向plc模块部分反馈电机运行状态。
48.如图6所示,所述驱动器q4的l1脚、l2脚和l3脚,连接有l1线、l2线和l3线,此部分用于给驱动器q4提供电源,驱动器q4的u脚、v脚、w脚和编码器接连有夹具旋转伺服电机m4,驱动器q4的ppi脚连接 24v线,驱动器q4的*ca脚连接cpu单元u1的q1.2脚,驱动器q4的*cb脚连接cpu单元u1的q1.3脚,驱动器q4的alm脚连接cpu单元u1的i0.3脚,驱动器q4的almcom脚连接0v线,驱动器q4用来驱动夹具旋转伺服电机m4运转,实现夹具旋转伺服电机m4不同速度的控制,并向plc模块部分反馈电机运行状态。
49.所述驱动器q5连接有螺纹导轨步进电机m5,用于控制螺纹导轨步进电机m5的启停和运转速度。
50.如图7所示,所述驱动器q5的ac1脚和ac2脚分别连接有 24v线和0v线,此部分用于给驱动器q5提供电源,驱动器q5的dir-脚连接有0v线,驱动器q5的dir 脚连接有cpu单元u1的q0.1脚,驱动器q5的pls-脚连接有0v线,驱动器q5的pls 脚连接有cpu单元u1的q0.0脚,驱动器q5的a 、a-、b 和b-脚连接有螺纹导轨步进电机m5,驱动器q5用于用于控制螺纹导轨步进电机m5的启停和运转速度。
51.所述驱动器q6连接有转子旋转步进电机m6,用于控制转子旋转步进电机m6的启停和运转速度。
52.如图7所示,所述驱动器q6的ac1脚和ac2脚分别连接有 24v线和0v线,此部分用于给驱动器q6提供电源,驱动器q6的dir-脚连接有0v线,驱动器q6的dir 脚连接有cpu单元u1的q0.3脚,驱动器q6的pls-脚连接有0v线,驱动器q6的pls 脚连接有cpu单元u1的q0.2脚,驱动器q6的a 、a-、b 和b-脚连接有转子旋转步进电机m6,驱动器q6用于用于控制转子旋转步进电机m6的启停和运转速度。
53.为进一步说明这种发电机转子自动绕线装置,现将实现方法的步骤做如下说明。
54.如图8所示,程序起始于步骤s100,程序开始,执行步骤s101;步骤s101,控制系统判断转子夹具上是否有电机转子;若有执行步骤s103;若没有执行步骤s102;步骤s102,添加新的电机转子;完成后执行步骤s101;步骤s103,夹具膨胀气缸伸出;完成后执行步骤s104;步骤s104,控制系统判断夹具膨胀气缸是否伸出到位;若是执行步骤s105;若不是执行步骤s103;步骤s105,控制系统判断3#限位开关处是否有铜线;若有执行步骤s107;若没有执行步骤s106;步骤s106,人工穿铜线;完成后执行步骤s105;步骤s107,挡板气缸伸出;完成后执行步骤s108;步骤s108,控制系统判断挡板气缸是否伸出到位;若是执行步骤s109;若不是执行
步骤s107;步骤s109,设定绕线所需要的张力、圈数、次数与每次旋转的角度;完成后执行步骤s110;步骤s110,放卷辊启动;夹具旋转伺服电机启动;完成后执行步骤s111;步骤s111,跟踪辊启动;张力辊启动;完成后执行步骤s112;步骤s112,控制系统启动恒定张力程序;完成后执行步骤s113;步骤s113,夹具旋转伺服电机旋转一圈;螺纹导轨前进一定距离;完成后执行步骤s114;步骤s114,控制系统判断挡板是否到达螺纹导轨的左极限;若是执行步骤s115;若不是执行步骤s110;步骤s115,控制系统中转子铜线绕线圈数加一;完成后执行步骤s116;步骤s116,控制系统判断转子绕线圈数是否达到;若是执行步骤s117和步骤s118;若不是执行步骤s124和步骤s125;步骤s117,跟踪辊停止;张力辊停止;步骤s118,挡板气缸缩回;放卷辊停止;旋转电机停止;完成后执行步骤s119;步骤s119,转子旋转步进电机旋转设定的角度;完成后执行步骤s120;步骤s120,转子旋转次数加一;完成后执行步骤s121;步骤s121,控制系统判断转子旋转次数是否达到;若是执行步骤s123;若不是执行步骤s122;步骤s122,控制系统中转子铜线圈数加一;完成后执行步骤s110;步骤s123,操作员拆卸绕线完毕的转子,并更换新的转子;完成后执行步骤s101;步骤s124,放卷辊启动;夹具旋转伺服电机启动;步骤s125,跟踪辊启动;张力辊启动;完成后执行步骤s126;步骤s126,旋转电机旋转一圈,螺纹导轨反向前进一定距离;完成后执行步骤s127;步骤s127,控制系统判断挡板是否到达螺纹导轨的右极限;若是执行步骤s128;若不是执行步骤s124和步骤s125;步骤s128,控制系统中转子铜线绕线圈数加一;完成后执行步骤s129;步骤s129,控制系统判断转子绕线圈数是否达到;若是执行步骤s117和步骤s118;若不是执行步骤s110。
55.本发明的描述是为了示例与描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改与变化对于本领域的普通技术人员而言是显然的。选择与描述实施例是为了更好的说明本发明的原理与实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
