配线结构
1.本发明是申请号为2018104825374、申请日为2018年5月18日、发明名称为“配电部件及配电部件的制造方法”的发明申请的分案申请。
技术领域
2.本发明涉及具备多根电线的配电部件及其制造方法。
背景技术:
3.以往,已知为了将连接对象间进行电连接而使用具备多根电线的配电部件 (例如,参照专利文献1)。
4.专利文献1中记载的配电部件具备3根电线(动力线),其将作为连接对象的三相电动机与端子板连接。在3根电线各自的一个端部压接有端子,该端子连接至端子板。3根电线各自的另一端部通过焊接而连接至三相电动机的焊接部。
5.此外,专利文献1中,作为第二实施方式记载了3根电线由固定部件相互连结的方案。该固定部件为使3根电线各自的一部分插通的棒状。3根电线由该固定部件而一体化。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2011-259654号公报
技术实现要素:
9.发明所要解决的课题
10.根据配电部件的电流容量、连接对象的构成的不同,有时会设置多个将成对的2根电线平行配置而成的电线对,从而构成配电部件。通过连结部将这样的多根电线对一体地连结时,可考虑通过模塑成型来形成该连结部。
11.然而,将这样的连结部模塑成型时,为了防止注入模具中的模塑树脂从成对的2根电线之间漏出,需要将各电线对用一对滑动模具夹持,并堵塞2根电线之间的间隙。
12.图12为显示如上所述那样将连结部模塑成型时的滑动模具的构成例的说明图。图12中,显示将第一~第三电线对91~93用一对滑动模具94、95夹持时的构成例,(a)显示第一~第三电线对91~93被一对滑动模具94、95所夹持的状态,(b)显示将第一~第三电线对91~93释放了的状态。第一电线对91由2 根电线911、912构成,第二电线对92由2根电线921、922构成,第三电线对93由2根电线931、932构成。
13.该情况下,必须在第一电线对91与第二电线对92之间、以及第二电线对 92与第三电线对93之间确保滑动模具94、95所能够移动的空间,而这对实现配电部件的小型化造成了障碍。
14.于是,本发明的目的在于提供一种配电部件及其制造方法,所述配电部件通过模塑成型来形成将多根电线对一体地连结的连结部,并能够缩窄电线对彼此的间隔而实现小型化。
15.用于解决问题的方案
16.本发明以解决上述课题为目的,提供一种配电部件,其具备:
17.由一对电线构成的多根电线对,
18.将所述多根电线对一体地固定的第一固定部件,以及
19.将所述多根电线对中的至少1个电线对的电线一体地固定,与所述第一固定部件分开设置的第二固定部件;
20.所述第一固定部件和所述第二固定部件具有:
21.保持所述电线的保持架,以及
22.以包覆由所述保持架保持的部分的所述电线对的方式成型的由模塑树脂构成的树脂模塑部;
23.所述保持架具有分别介于所保持的所述电线之间的1个以上的介在部,
24.所述配电部件具备与所述第一固定部件和所述第二固定部件的所述保持架一体地设置,并将所述第一固定部件与所述第二固定部件的所述保持架彼此连结的连结部。
25.此外,本发明以解决上述课题为目的,提供一种配电部件的制造方法,所述配电部件具备:
26.由一对电线构成的多根电线对,
27.将所述多根电线对一体地固定的第一固定部件,以及
28.将所述多根电线对中至少1个电线对的所述电线一体地固定,并与所述第一固定部件分开设置的第二固定部件;
29.所述制造方法具备:
30.准备工序,准备保持架单元,其中,所述保持架单元具有:
31.所述第一固定部件及所述第二固定部件的保持架,其保持所述电线,并具有分别介于所保持的所述电线之间的1个以上的介在部,以及
32.连结部,其与所述第一固定部件及所述第二固定部件的所述保持架一体地设置,并将所述第一固定部件及所述第二固定部件的所述保持架彼此连结,
33.配置工序,将所述保持架单元以使多个所述介在部介于所述电线之间的方式配置于模具中,以及
34.成型工序,向所述模具中注入熔融的模塑树脂,以包覆由所述保持架保持的部分的所述电线对的方式成型树脂模塑部,构成所述第一固定部件和第二固定部件。
35.发明的效果
36.根据本发明,能够通过模塑成型来形成将多根电线对一体地连结的连结部,并缩窄电线对彼此的间隔而实现小型化。
附图说明
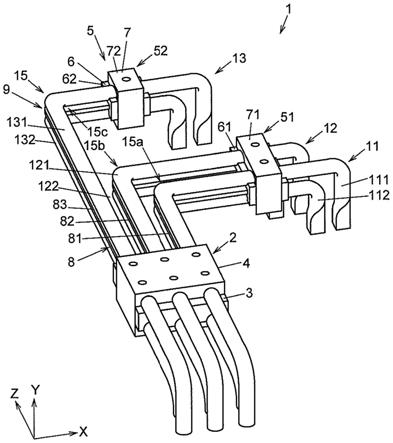
37.图1为显示本发明实施方式涉及的配电部件的立体图。
38.图2为图1的配电部件的平面图。
39.图3为显示多对电线的立体图。
40.图4中,(a)为将连结部及其周边部放大显示的放大图,(b)为显示成型树脂模塑部之前的电线的一部分被保持架所保持的状态的状态图,(c)为显示保持架的立体图。
41.图5为第一固定部的保持架的三面图。
42.图6中,(a)为图5的a-a线截面图,(b)为图4(a)的b-b线截面图。
43.图7中,(a)为第一子保持架的立体图,(b)为第二子保持架的立体图。
44.图8为保持架单元的平面图。
45.图9中,(a)为显示配置于下模具的保持架及电线的一部分的平面图,(b) 为以(a)的c-c线截面显示配置于上模具与下模具之间的保持架及电线的一部分的截面图,(c)为以(a)的d-d线截面显示配置于上模具与下模具之间的保持架及电线的一部分的截面图。
46.图10中,(a)、(b)为显示保持架单元的一个变形例的平面图。
47.图11为显示本发明的一个变形例涉及的配电部件的图,(a)为侧面图,(b) 为将其以g-g线截面显示的截面图。
48.图12为说明将连结部模塑成型时的滑动模具的构成例的说明图。
49.符号说明
50.1:配电部件,10:导电部,11~13:第一~第三电线对,111、112、121、 122、131、132:电线,2:第一固定部,3:保持架,33~35:介在部,33a、 33b、34a、34b、35a、35b:对置面,301、302:贯通孔,4:树脂模塑部,5:第二固定部,6:保持架,613、614、623:介在部,613a、614a、623a:对置面,6101:贯通孔,7:树脂模塑部,8:连结部,15:折弯部,55:模具。
具体实施方式
51.[实施方式]
[0052]
以下,根据附图对本发明的实施方式进行说明。
[0053]
(配电部件的整体构成)
[0054]
图1为显示本发明实施方式涉及的配电部件的立体图,图2为其平面图。该配电部件1具备多个由一对电线111、112、121、122、131、132构成的电线对11~13,并且,具备将多根电线对11~13一体地固定的第一固定部件2以及将多根电线对11~13中的至少1个电线对的电线一体地固定的第二固定部件 5,第二固定部件5与第一固定部件2分开设置。本实施方式中,电线111、 112、121、122、131、132是在导线的周围形成有漆被膜的截面为圆形状的漆包线。
[0055]
图3分别为显示成对的电线111、112、电线121、122以及电线131、132 的立体图。电线111、112构成第一电线对11。电线121、121构成第二电线对 12。此外,电线131、132填充第三电线对13。
[0056]
电线111、112、121、122、131、132分别在两端部具有与连接对象连接的连接部。第一电线对11的2根电线111、112各自的一端部111a、112a与例如三相电动机的u相绕组连接。第二电线对12的2根电线121、122各自的一端部121a、122a与例如三相电动机的v相绕组连接。第三电线对13的2 根电线131、132各自的一端部131a、132a与例如三相电动机的w相绕组连接。此外,对于第一电线对11的2根电线111、112的各自的另一端部111b、 112b,第二电线对12的2根电线121、122各自的另一端部121b、122b以及第三电线对13的2根电线131、132各自的另一端部131b、132b,压接在例如固定于端子板的连接端子。
[0057]
(第一固定部件2的说明)
[0058]
电线111、112、121、122、131、132插通第一固定部件2。本实施方式中,插通第一固
定部件2的部分的电线111、112、121、122、131、132相互平行。如图1所示,第一固定部件2为大致长方体状,从电线111、112、121、 122、131、132的轴方向(延伸方向)观察时的形状为长方形状。
[0059]
将该长方形状的长边方向设为x方向,将短边方向设为y方向时,第一电线对11的2根电线111、112,第二电线对12的2根电线121、122以及第三电线对13的2根电线131、132分别沿y方向排列。第一电线对11中的一根电线111的一部分、第二电线对12中的一根电线121的一部分以及第三电线对13中的一根电线131的一部分沿x方向排列。此外,第一电线对11中的另一根电线112的一部分、第二电线对12中的另一根电线122的一部分以及第三电线对13中的另一根电线132的一部分也沿x方向排列。即,第一电线对11的一部分、第二电线对12的一部分以及第三电线对13的一部分沿与 2根电线(电线111和电线112、电线121和122以及电线131和电线132)的排列方向交叉的方向(本实施方式中为垂直的方向)排列。该情况下,电线111、 112、121、122、131、132的轴方向成为与x方向和y方向垂直的z方向。本实施方式中,第一固定部件2将第一电线对11的一部分、第二电线对12的一部分以及第三电线对13的一部分连结。
[0060]
图4(a)为将第一固定部件2及其周边部放大显示的放大图。第一固定部件 2将多根电线对11~13一体地固定,设置在电线111、112、121、122、131、 132的另一端部111b、112b、121b、122b、131b、132b附近(即端子板侧的端部附近)。即,与电线111、112、121、122、131、132的从第一固定部件2到端子板侧的另一端部111b、112b、121b、122b、131b、132b为止的长度相比,电线111、112、121、122、131、132的从第一固定部件2到绕组侧的一端部 111a、112a、121a、122a、131a、132a为止的长度更长。
[0061]
第一固定部件2具有保持电线的保持架3以及由模塑树脂形成的树脂模塑部4,所述树脂模塑部4以将保持于保持架3的部分的电线对11~13一并包覆的方式成型的。
[0062]
图4(b)为显示将树脂模塑部4成型之前的、电线111、112、121、122、131、 13的一部分被保持架3保持的状态的状态图。图4(c)为显示保持架3的立体图。图5为保持架3的三面图。图6(a)为图5的a-a线截面图,图6(b)为图4(a) 的b-b线截面图。图5中,用假想线(双点划线)显示要形成树脂模塑部4的部分的轮廓。
[0063]
保持架3为例如通过注塑成型形成的由树脂构成的树脂部件。保持架3 一体地具有沿z方向排列的一对板部31、32、设置于这些一对板部31、32之间的多个(本实施方式中为3个)介在部33~35。多个介在部33~35是沿z方向延伸的棒状。一对板部31、32沿着被树脂模塑部4包覆的部分的电线111、 112、121、122、131、132的轴方向而设置在将多个介在部33~35夹在中间的位置。此外,一对板部31、32分别由沿与电线111、112、121、122、131、 132的轴方向交叉的方向(x方向)形成的1张板状体构成。
[0064]
以下说明中,一对板部31、32中,将电线111、112、121、122、131、 132的一端部111a、112a、121a、122a、131a、132a侧的板部31设为第一板部31,将另一端部111b、112b、121b、122b、131b、132b侧的板部32设为第二板部32。此外,多个介在部33~35中,将与第一电线对11对应的介在部33设为第一介在部33,将与第二电线对12对应的介在部34设为第二介在部 34,将与第三电线对13对应的介在部35设为第三介在部35。
[0065]
第一介在部33介于第一电线对11的2根电线111、112之间。第二介在部34介于第二电线对12的2根电线121、122之间。第三介在部35介于第三电线对13的2根电线131、132之
间。第一~第三介在部33~35在长度方向(z 方向)上的整体被树脂模塑部4所包覆。即,第一~第三介在部33~35设置在第一固定部件2中被树脂模塑部4包覆的整个部分。第一板部31和第二板部32 位于树脂模塑部4的外部。
[0066]
第一介在部33的与电线111、112对置的对置面33a、33b、第二介在部 34的与电线121、122对置的对置面34a、34b以及第三介在部35的与电线131、132对置的对置面35a、35b分别为具有与电线111、112、121、122、131、132 的外径对应的曲率的曲面。换言之,对于第一~第三介在部33~35,沿z方向形成有将电线111、112、121、122、131、132的一部分收容的、具有截面圆弧状底面(对置面33a、33b、34a、34b、35a、35b)的槽。
[0067]
将电线111、112、121、122、131、132的外径设为2r,将第一~第三介在部33~35的对置面33a、33b、34a、34b、35a、35b的曲率半径设为r时,它们之比r/r希望满足0.9≦r/r≦1.1。
[0068]
此外,保持架3中,在第一~第三介在部33~35之间,形成有成对的电线(电线111和电线112、电线121和电线122以及电线131和电线133)的排列方向 (y方向)的贯通孔301、302。贯通孔301形成在第一介在部33与第二介在部 34之间,贯通孔302形成在第二介在部34与第三介在部35之间。本实施方式中,贯通孔301、302为形成在整个第一板部31与第二板部32之间的长孔,但不限于此,也可以在第一介在部33与第二介在部34之间以及第二介在部 34与第三介在部35之间形成1个或多个圆孔作为贯通孔。
[0069]
贯通孔301、302中填充有树脂模塑部4的模塑树脂。由此,树脂模塑部 4中在y方向上的一侧的部分(图6(b)中由符号41显示的电线111、121、131 的周边部)和树脂模塑部4中在y方向上的另一侧的部分(图6(b)中由符号42 显示的电线112、122、132的周边部)通过填充于贯通孔301、302中的部分43、 44而相连。此外,本实施方式中,通过第一介在部33的与第二介在部34相反侧的部分45、以及第三介在部35的与第二介在部34相反侧的部分46,也使得树脂模塑部4中在y方向上的一侧的部分41和在y方向上的另一侧的部分42相连。
[0070]
保持架3的第一板部31上,形成有将树脂模塑部4成型时在z方向的一端部保持电线111、112、121、122、131、132的6个凹部310。此外,在保持架3的第二板部32上,形成有将树脂模塑部4成型时在z方向的另一端部保持电线111、112、121、122、131、132的6个凹部320。就凹部310、320 而言,其内周面从轴向(z方向)观察时形成为半圆状,当使保持架3保持电线 111、112、121、122、131、132时,电线111、112、121、122、131、132的周向上的大致一半被收容于凹部310、320中。
[0071]
第二板部32的与介在部33~35相反一侧的面上,连结有连结部8(81~83)。连结部8的详细状况如后所述。
[0072]
(第二固定部件5的说明)
[0073]
第二固定部件5具有保持电线的保持架6以及以包覆电线对的由保持架6 保持的部分的方式成型的树脂模塑部7,所述树脂模塑部7由模塑树脂构成。第二固定部件5在电线111、112、121、122、131、132较长的情况下起到增加固定点而抑制由振动造成的影响(由振动造成的负荷)的作用。
[0074]
本实施方式中,第二固定部件5具有将构成第一电线对11和第二电线对12的电线111、112、121、122一并固定的第一子固定部件51以及将构成第三电线对13的电线131、132一并固定的第二子固定部件52。
[0075]
第一子固定部件51具有保持电线111、112、121、122的第一子保持架 61以及以将电线对11、12的由第一子保持架61保持的部分包覆的方式成型的第一树脂模塑部71,所述第一树脂模塑部71由模塑树脂构成。
[0076]
图7(a)为第一子保持架61的立体图。第一子保持架61的构成基本上与在图4(c)等中显示的第一固定部件2的保持架3相同,但所保持的电线数为4根。第一子保持架61一体地具有在电线111、112、121、122的长度方向(x方向) 上对置的一对板部611、612以及设置在这些一对板部611、612之间的棒状的 2个介在部613、614。
[0077]
板部611、612中,形成有将电线111、112、121、122收容保持的凹部6110、 6120。介在部613以介于电线111、112间的方式配置,介在部614以介于电线121、131间的方式配置。介在部613、614的与电线111、121对置的对置面613a、614a分别形成为具有与电线111、121的外径对应的曲率的曲面。同样地,对于介在部613、614的与电线112、122对置的对置面,也形成为具有与电线112、122的外径对应的曲率的曲面。此外,在介在部613、614之间,形成有填充模塑树脂的贯通孔6101。在板部611的与介在部613、614相反一侧的面上,连结有作为连结部8的第一连结部81和第二连结部82。
[0078]
第二子固定部件52具有保持电线131、132的第二子保持架61以及以将电线对13的由第二子保持架62保持的部分包覆的方式成型的第二树脂模塑部 72,所述第二树脂模塑部72由模塑树脂构成。
[0079]
图7(b)为第二子保持架62的立体图。第二子保持架62是对于图7(a)的第一子保持架61,将所保持的电线数设为2根的保持架。第二子保持架62一体地具有在电线131、132的长度方向(x方向)上对置的一对板部621、622以及设置于这些一对板部621、622之间的棒状的1个介在部623。
[0080]
板部621、622中,形成有将电线131、132收容保持的凹部6210、6220。介在部623以介于电线131、132间的方式配置。介在部623的与电线131对置的对置面623a形成为具有与电线131的外径对应的曲率的曲面。同样地,对于介在部623的与电线132对置的对置面,也形成为具有与电线132的外径对应的曲率的曲面。在板部621的与介在部623相反一侧的面上,连结有作为连结部8的第三连结部83。
[0081]
(连结部8的说明)
[0082]
本实施方式涉及的配电部件1具备连结部8,该连结部8与第一固定部件 2的保持架3及第二固定部件5的保持架6(子保持架61、62)一体地设置,将第一固定部件2以及第二固定部件5的保持架3、6彼此连结。连结部8是兼备下述作用的部件,即:将保持架3、6彼此连结制成一体零件而减少零件件数,并且使易于在模具上设置保持架3、6从而使得易于制造的作用,以及介于成对的电线间而确保绝缘距离的作用。
[0083]
图8为将保持架3和子保持架61、62通过连结部8进行连结的保持架单元9的平面图。连结部8具有与第一电线对11对应的第一连结部81、与第二电线对12对应的第二连结部82以及与第三电线对13对应的第三连结部83。
[0084]
第一连结部81沿着电线111、112形成,以介于电线111、112间的方式配置。
[0085]
第二连结部82沿着电线121、122形成,以介于电线121、122间的方式配置。
[0086]
第三连结部83沿着电线131、132形成,以介于电线131、132间的方式配置。各连结部81~83形成为带状,与其长度方向垂直的截面形成为矩形状。
[0087]
保持架3和第一子保持架61介由第一连结部81和第二连结部82而相互连结。保持架3和第二子保持架61介由第三连结部83而相互连结。连结部 81~83例如通过注塑成型与保持架3、子保持架61、62一起形成。
[0088]
连结部81~83的宽度越宽,则可以使构成电线对11~13的电线111、112、电线121、122或电线131、132间的绝缘距离(空间距离及保持架3、子保持架61、62的沿着表面的沿面距离)越大。然而,如果连结部81~83从电线111、 112、121、122、131、132向侧方突出,则难以在狭窄空间中配置配电部件1,此外,难以固定将配电部件1固定于周边的部件的夹具等。进而,为了确定配电部件1的位置,也可以考虑在固定配电部件1的被固定部件上设置销等定位突起,但如果连结部81~83从电线111、112、121、122、131、132向侧方突出,则这样的使用定位突起的配电部件1的定位也会变得困难。因此,连结部 81~83的宽度设为电线111、112、121、122、131、132的外径以下,希望避免使连结部81~83从电线111、112、121、122、131、132向侧方突出。
[0089]
需要说明的是,如果连结部81~83的宽度过小,则有可能无法充分得到使绝缘距离大的效果,因此连结部81~83的宽度希望至少为电线111、112、121、 122、131、132的外径的50%以上。此外,为了确保沿面距离,也可以仅将连结部81~83的保持架3、6附近的部分的宽度较宽地形成,将其他部分的宽度较窄地形成。
[0090]
此外,本实施方式中,在电线对11~13分别形成有折弯部15,第一固定部件2和第二固定部件5隔着折弯部15而分开配置。第一电线对11在第一折弯部15a处折弯约90度,第二电线对12在第二折弯部15b处折弯约90度,第三电线对13在第三折弯部15c处折弯约90度。
[0091]
因此,在设置有第一固定部件2的位置的电线111、112、121、122、131、 132的长度方向与在设置有第一子固定部件51的位置的电线111、112、121、 122的长度方向大致垂直。同样地,在设置有第一固定部件2的位置的电线111、 112、121、122、131、132的长度方向与在设置有第二子固定部件52的位置的电线131、132的长度方向大致垂直。
[0092]
如果在设置有第一固定部件2和第二固定部件5的位置的电线长度方向为相同方向,则施加外力时有可能第一固定部件2和第二固定部件5一起移动而产生位置偏离。相对于此,本实施方式中,将第一固定部件2与第二固定部件 5隔着折弯部15而分开配置,因此,在设置有第一固定部件2和第二固定部件5的位置的电线长度方向成为不同方向,能够抑制施加外力时的第一固定部件2和第二固定部件5的位置偏离。为了更确实地抑制第一固定部件2和第二固定部件5的位置偏离,在设置第一固定部件2的位置的电线长度方向与在设置第二固定部件5的位置的电线长度方向所形成的角度(即折弯部15的折弯角度)更希望为30度以上。
[0093]
为了抑制第一固定部件2和第二固定部件5的位置偏离,也可以以使折弯部15取捷径(
ショートカット
)的方式形成连结部8,如上所述,连结部8也会介于电线对11~13的对之间而起到使绝缘距离增大的作用,因此连结部8希望沿着折弯部15形成。本实施方,式中,第一连结部81具有沿着第一折弯部15a 以圆弧状弯曲的第一圆弧部81a、第二连结部82具有沿着第二折弯部15b沿以圆弧状弯曲的第二圆弧部82a,第三连结部83具有沿着第三折弯部15c以圆弧状弯曲的第三圆弧部83a。
[0094]
配电部件1例如可用作车辆中的驱动用电动机与逆变器间的电路。配电部件1由于
配置在成为高温的电动机附近,因而作为保持架单元9所使用的树脂,希望使用具有充分耐热性的树脂。此外,作为保持架单元9所使用的树脂,希望使用具有可耐受振动的充分机械强度的树脂。作为这样的树脂,可使用例如含玻璃纤维的pps(聚苯硫醚)。作为树脂模塑部4、7所使用的树脂,优选使用与保持架单元9相同的树脂。
[0095]
(配电部件1的制造方法)
[0096]
配电部件1的制造方法具备准备保持架单元9的准备工序、将保持架单元 9和各电线对11~13配置于模具(后述的模具55)中的配置工序以及向该模具中注入熔融的模塑树脂而成型树脂模塑部4、71、72的成型工序。
[0097]
在准备工序中,准备保持架单元9。在此,所谓准备,是指确保在配电部件1的制造中所用的保持架单元9,包括例如通过注塑成型来制造保持架单元 9等,为了确保保持架单元9而做的各种行为。
[0098]
图9(a)为由上模具56和下模具57构成的模具55中省略上模具56而显示配置在下模具57中的保持架3和电线111、112、121、122、131、132的一部分的平面图。图9(b)为以图9(a)的c-c线截面显示配置在上模具56与下模具 57之间的保持架3和电线111、112、121、122、131、132的一部分的截面图。图9(c)为以图9(a)的d-d线截面显示配置在上模具56与下模具57之间的保持架3和电线111、112、121、122、131、132的一部分的截面图。需要说明的是,图9(a)的e-e线截面与图9(c)所显示的d-d线截面同样,图9(a)的f -f线截面与图9(b)所显示的c-c线截面同样。
[0099]
配置工序中,将保持架单元9配置于模具(后述模具55)中,以使得第一固定部件2中第一~第三介在部33~35介于成对的电线(电线111和电线112、电线121和电线122以及电线131和电线133)之间,第一子固定部件51中介在部613、614介于成对的电线(电线111和电线112以及电线121和电线122)之间,并且,第二子固定部件52中介在部623介于成对的电线(电线131和电线 132)之间。此时的具体步骤没有特别限定,例如可以如下进行:在下模具57 上配置电线112、122、132以使得电线112、122、132的一部分被收容于下模具57的凹槽57a、57b、57c中,在其之上配置保持架单元9,进而,在保持架单元9上配置电线111、121、131。
[0100]
图9(a)~(c)中,显示将树脂模塑部4(第一固定部件2)进行成型的部分的模具55的形状。对于形成第一子固定部件51的第一树脂模塑部71的部分以及形成第二子固定部件52的第二树脂模塑部72的部分的模具55的形状,由于与图9(a)~(c)大致同样,因而在此省略说明。
[0101]
如图9(a)~(c)所示,在上模具56形成用于收容电线111、121、131的一部分的凹槽56a、56b、56c,当上模具56与下模具57抵接时,上模具56的凹槽56a、56b、56c和下模具57的凹槽57a、57b、57c分别夹着第一~第三电线对11~13和保持架3而相对。
[0102]
下模具57具有本体570以及将电线112、122、132分别按压于保持架3 的第一~第三介在部33~35的销571、572、573。上模具56具有本体560以及将电线111、121、131分别按压于保持架3的第一~第三介在部33~35的销561、 562、563。在下模具57的本体570与上模具56的本体560之间,形成有在成型工序中用于注入熔融的模塑树脂的腔58。
[0103]
需要说明的是,也可以省略下模具57的销571~573以及上模具56的销 561~563。此外,可以构成为:使这些销571~573和销561~563为移动式,并在完成配置工序之后,在
成型工序之前或在进行成型工序的过程中,分别使销 571~573收容于下模具57的本体570中,使销561~563收容于上模具56的本体560中。
[0104]
成型工序中,向模具55中注入熔融的模塑树脂,以包覆保持架3以及由子保持架61、62保持的部分的电线111、112、121、122、131、132的方式成型树脂模塑部4、71、72,构成第一固定部件2和第二固定部件5(第一子固定部件51和第二子固定部件52)。图9(c)的例子中,从设置在下模具57的本体部570的注入孔570a,通过加热而将熔融的模塑树脂注入模具55的腔58内。此时,保持架3的贯通孔301、302被模塑树脂填充。该模塑树脂包覆腔58 内的导电部10,固化而成为树脂模塑部4。由此形成第一固定部件2。保持架 3的第一和第二板部31、32作为防止注入腔58内的模塑树脂漏出的侧壁而发挥作用。与第一固定部件2同样地操作,形成第一子固定部件51及第二子固定部件52。
[0105]
将模塑树脂固化而形成树脂模塑部4、71、72后,从下模具57取下上模具56,将所形成的第一固定部件2和第二固定部件5(第一子固定部件51及第二子固定部件52)与导电部10一起从下模具57取出。通过上述方式,可得到配电部件1。
[0106]
(实施方式的作用和效果)
[0107]
根据以上说明的实施方式,能够得到如下的作用和效果。
[0108]
(1)如参照图12进行了说明那样,由于无需在多根电线对之间空出滑动模具的移动空间,因而能够通过模塑成型来形成将第一~第三电线对11~13一体地连结的第一固定部件2以及第二固定部件5,同时使第一~第三电线对11~13 的间隔变窄而实现小型化。
[0109]
(2)在电线111、112、121、122、131、132较长的配电部件1中,为了抑制振动的影响,存在想要在电线对11~13的长度方向上的多个位置固定电线 111、112、121、122、131、132这样的要求。为了兼顾这样的要求和在上述(1) 中描述的小型化,需要在各固定部位(各固定部件2、5)设置保持架3、6,但零件件数会增加,此外在制造时需要将多个保持架3、6排列在模具55中,因而制造时花费时间和劳力。本实施方式涉及的配电部件1中,由于通过连结部 8将第一固定部件2和第二固定部件5的保持架3、6彼此连结,因而即使在将电线对11~13在多个位置固定的情况下,也能够减少零件件数。此外,通过将保持架3、6彼此连结而构成保持架单元9,从而能够易于在模具55上配置保持架3、6,使制造变得容易。
[0110]
(3)通过将连结部8配置于电线对11~13的对之间,从而能够使对之间的绝缘距离变大。
[0111]
(4)通过将第一固定部件2与第二固定部件5隔着折弯部15而分开配置,从而能够抑制第一固定部件2和第二固定部件5的位置偏离。因此,即使在为了实现小型化轻型化而减少了模塑树脂的情况下,也能够抑制因振动引起的第一固定部件2及第二固定部件5沿电线长度方向移动,也有助于配电部件1 整体的小型化轻型化。
[0112]
(5)通过将连结部8的宽度设为电线111、112、121、122、131、132的外径以下,从而能够避免连结部81~83从电线111、112、121、122、131、132 向侧方突出,易于在狭窄空间中设置配电部件1。此外,易于固定将配电部件 1固定于周边的部件的夹具等,能够容易地通过销等定位突起来进行配电部件 1的定位。
[0113]
(6)由于介在部33~35、613、614、623设置在被树脂模塑部4、71、72包覆的整个部分,因而能够抑制在第一电线对11中的电线111、112之间、第二电线对12中的电线121、122之间以及第三电线对13中的电线131、132之间形成不被模塑树脂填充的空间。
[0114]
(7)由于介在部33~35、613、614、623中与电线111、112、121、122、131、132对置的对置面为分别具有与电线111、112、121、122、131、132的外径对应的曲率的曲面,因而能够更确实地抑制不被模塑树脂填充的空间的产生,并且,能够抑制成型工序中的电线111、112、121、122、131、132相对于保持架3、6的位置偏离。
[0115]
(8)由于在形成于保持架3的贯通孔301、302以及形成于第一子保持架61 的贯通孔6101中填充树脂模塑部4、71的模塑树脂,因而能够抑制树脂模塑部4、71从保持架3及第一子保持架61分离,第一固定部件2、第一子固定部件51的强度会提高。
[0116]
(变形例)
[0117]
上述实施方式中,以各自与各电线对11~13对应的方式分别设置了连结部 81~83,但也可以使连结部81~83的一部分或整体连结而成为一体。例如,也可以如图10(a)中所示的保持架单元9a那样,具有将第一连结部81与第二连结部82一体化而得到的板状的第四连结部84。此外,也可以如图10b中所示的保持架单元9b那样,形成将第三连结部83和第四连结部84的保持架3侧的端部一体化而成的板状的第五连结部85,构成为在该第五连结部的与保持架3相反侧的端部分支成第三连结部83和第四连结部84。
[0118]
此外,上述实施方式中,对于将2个第二固定部件5并联连接于第一固定部件2的情况进行了说明,但第二固定部件5的数量也可以为1个,也可以为 3个以上。此外,也可以将2个以上的第二固定部件5串联连接于第一固定部件2。该情况下,优选使用将串联的第二固定部件5的保持架6彼此用连结部 8连结而得到的保持架单元9。
[0119]
进而,上述实施方式中,对于1个固定部件2、5中使用1个保持架3、6 的情况进行了说明,但也可以1个固定部件2、5中使用2个以上的保持架3、 6。例如,如图11(a)、(b)所示,3根电线141~143以并联的方式配线时,也可以在电线141、142间配置在图7(b)中示出的第二子保持架62作为保持架6,并且,在电线142、143间配置第二子保持架62,以将这些2个第二子保持架 62和电线141~143一并包覆的方式设置树脂模塑部7而形成第二固定部件5。图11中,显示的是第二固定部件5,但对于第一固定部件2也是同样的。
[0120]
(实施方式的综述)
[0121]
接下来,对于可从以上说明的实施方式所掌握的技术构思,援用实施方式中的符号等来进行记载。但,以下记载中的各符号等并非将权利要求书的构成要素限定为实施方式中具体示出的部件等。
[0122]
[1]一种配电部件(1),其具备:
[0123]
由一对电线(111、112、121、122、131、132)构成的多根电线对(11~13)、将所述多根电线对(11~13)一体地固定的第一固定部件(2)、以及
[0124]
将所述多根电线对(11~13)中的至少1个电线对(11~13)的电线(111、112、 121、122、131、132)一体地固定,并与所述第一固定部件(2)分开设置的第二固定部件(5),
[0125]
所述第一固定部件(2)及所述第二固定部件(5)具有:
[0126]
保持所述电线(111、112、121、122、131、132)的保持架(3、6)、以及
[0127]
以包覆所述电线对(11~13)的由所述保持架(3、6)保持的部分的方式成型的、由模塑树脂构成的树脂模塑部(4、7),
[0128]
所述保持架(3、6)具有分别介于所保持的所述电线(111、112、121、122、131、132)之间的1个以上的介在部(33~35、613、614、623),
[0129]
所述配电部件(1)具备与所述第一固定部件(2)及所述第二固定部件(5)的所述保持架(3、6)一体地设置,并将所述第一固定部件(2)及所述第二固定部件(5) 的所述保持架(3、6)彼此连结的连结部(8)。
[0130]
[2]如[1]中记载的配电部件(1),所述连结部(8)配置在所述一对电线 (111、112、121、122、131、132)之间。
[0131]
[3]如[1]或[2]中记载的配电部件(1),在所述电线对(11~13)中形成有折弯部(15),所述第一固定部件(2)与所述第二固定部件(5)隔着所述折弯部(5) 而分开配置。
[0132]
[4]如[3]中记载的配电部件(1),所述连结部(8)沿着所述折弯部(15) 形成。
[0133]
[5]如[1]~[4]中任一项中记载的配电部件(1),所述连结部(8)的宽度为所述电线(111、112、121、122、131、132)的外径以下。
[0134]
[6]如上述[1]~[5]中任一项中记载的配线部件(1),多个所述介在部(33~35)设置在被所述树脂模塑部(4)包覆的整个部分。
[0135]
[7]如[6]中记载的配线部件(1),所述保持架(3、6)具有一对板部(31、 31),所述一对板部(31、31)沿着被所述树脂模塑部(4)包覆的部分的所述电线 (111、112、121、122、131、132)的轴方向将多个所述介在部(33~35)夹持。
[0136]
[8]如[1]~[7]中任一项中记载的配线部件(1),所述介在部(33~35、 613、614、623)中与所述电线(111、112、121、122、131、132)对置的对置面(33a、33b、34a、34b、35a、35b,613a、614a、623a)为具有与所述电线(111、 112、121、122、131、132)的外径对应的曲率的曲面。
[0137]
[9]如上述[1]~[8]中任一项中记载的配线部件(1),所述保持架(3、 6)中,在多个所述介在部(33~35、613、614)之间在成对的电线(111、112、121、 122、131、132)的排列方向上形成有贯通孔(301、302,6101),在所述贯通孔 (301、302,6101)中填充有所述树脂模塑部(4、7)的模塑树脂。
[0138]
[10]一种配电部件(1)的制造方法,所述配电部件(1)具备:
[0139]
由一对电线(111、112、121、122、131、132)构成的多根电线对(11~13),
[0140]
将所述多根电线对(11~13)一体地固定的第一固定部(2),以及
[0141]
将所述多根电线对中至少1个电线对(11~13)的所述电线(111、112、121、 122、131、132)一体地固定,并与所述第一固定部件(2)分开设置的第二固定部件(5);
[0142]
所述制造方法具备:
[0143]
准备工序,准备保持架单元(9),其中,所述保持架单元(9)具有:
[0144]
所述第一固定部件(2)及所述第二固定部件(3)的保持架(3、6),其保持所述电线(111、112、121、122、131、132),并具有分别介于所保持的所述电线(111、 112、121、122、131、132)之间的1个以上的介在部(33~35、613、614、623),以及
[0145]
连结部(8),其与所述第一固定部件(2)及所述第二固定部件(5)的所述保持架(3、6)一体地设置,并将所述第一固定部件(2)及所述第二固定部件(5)的所述保持架(3、6)彼此连结;
[0146]
配置工序,将所述保持架单元(9)以使多个所述介在部(33~35、613、614、 623)介于所述电线(111、112、121、122、131、132)之间的方式配置于模具(55) 中,以及
[0147]
成型工序,向所述模具(55)中注入熔融的模塑树脂,以包覆由所述保持架 (3、6)
保持的部分的所述电线对(11~13)的方式将树脂模塑部(4、7)成型,构成所述第一固定部件(2)及第二固定部件(5)。
[0148]
[11]如[10]中记载的配电部件(1)的制造方法,所述保持架(3、6)中,在多个所述介在部(33~35、613、614)之间在成对的电线(111、112、121、122、 131、132)的排列方向上形成贯通孔(301、302,6101),
[0149]
在所述成型工序中,将所述模塑树脂填充于所述贯通孔(301、302,6101) 中。
[0150]
以上,说明了本发明的实施方式,但上述中记载的实施方式并不限定权利要求所涉及的发明。此外,需要留意的是,并不是在实施方式中说明的特征的组合的全部都是用于解决发明课题的方案所必须的。
[0151]
此外,本发明可以在不脱离其宗旨的范围适宜变形来实施。例如,在上述实施方式中,对于电线111、112、121、122、131、132由漆包线形成的情况进行了说明,但不限于此,电线111、112、121、122、131、132也可以由铜等良导电性的金属所形成的导线被绝缘体被覆而得到的绝缘电线来构成。该情况下,在各电线111、112、121、122、131、132的两端部,绝缘体被去除而露出导线。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。