一种改良的半导体晶圆bump加工工艺
技术领域
1.本发明属于晶圆bump加工技术领域,具体涉及一种改良的半导体晶圆bump加工工艺。
背景技术:
2.随着集成电路技术的不断发展,电子产品越来越向小型化、智能化以及高可靠性方向发展。而集成电路的封装不仅直接影响着集成电路、电子模块乃至整机的性能,而且还制约着整个电子系统的小型化、低成本和可靠性。在集成电路的芯片尺寸逐渐缩小、集成度不断提高的情况下,电子工业对芯片的封装技术提出了越来越高的要求。现有技术中,为了进行芯片的封装,晶圆上必须具有凸块以便与封装的基板连接。
3.目前现有的半导体晶圆bump加工工艺还存在一些问题:由于半导体衬底表面的耐磨性较差,长期使用导致表面容易出现磨损,从而导致凸块加工出现误差,增加了凸块的不合格率,另外凸块表面容易被氧化,如果不去除,将会导致颗粒缺陷,进一步增加不合格率,为此我们提出一种改良的半导体晶圆bump加工工艺。
技术实现要素:
4.本发明的目的在于提供一种改良的半导体晶圆bump加工工艺,以解决上述背景技术中提出的问题。
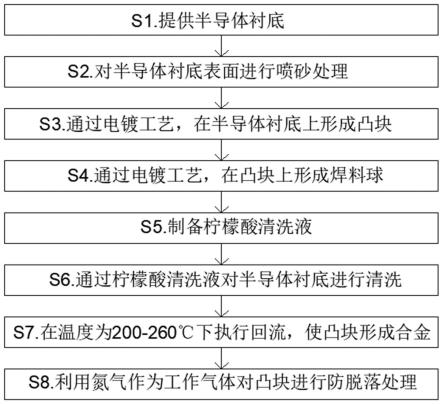
5.为实现上述目的,本发明提供如下技术方案:一种改良的半导体晶圆bump加工工艺,括以下步骤:
6.s1.提供半导体衬底;
7.s2.对半导体衬底表面进行喷砂处理;
8.s3.通过电镀工艺,在半导体衬底上形成凸块;
9.s4.通过电镀工艺,在凸块上形成焊料球;
10.s5.制备柠檬酸清洗液;
11.s6.通过柠檬酸清洗液对半导体衬底进行清洗;
12.s7.在温度为200-260℃下执行回流,使凸块形成合金;
13.s8.利用氮气作为工作气体对凸块进行防脱落处理。
14.优选的,所述s2中对半导体衬底表面进行喷砂处理的具体步骤包括:
15.s201.根据半导体衬底的形状选择与之适配的胶膜打印图纸导入到胶膜切割机进行胶膜的切割;
16.s202.将切割好的胶膜粘贴到半导体衬底的加工面上;
17.s203.将贴有胶膜的半导体衬底安装到喷砂机上的固定治具上;
18.s204.启动喷砂机对半导体衬底加工面进行喷砂作业,半导体衬底加工面未粘贴到胶膜的部位进行喷砂处理,半导体衬底加工面粘贴到胶膜的部位对加工面进行保护;
19.s205.喷砂完成后,取下半导体衬底,撕下胶膜,半导体衬底上粘贴胶膜的部位没
有喷砂加工到,而半导体衬底加工面未粘贴到胶膜的部位进行喷砂处理后表面去除一定厚度,使半导体衬底上粘贴胶膜的部位凸出形成凸台。
20.优选的,所述喷砂机的喷砂压力设定在0.2-0.4mpa。
21.优选的,所述s3中通过电镀工艺,在半导体衬底上形成凸块的具体步骤为:
22.s301.在半导体衬底上形成铜种子层;
23.s302.在所述铜种子层上涂覆光刻胶,并进行曝光和显影,以定义用于形成凸块的区域;
24.s303.在所述用于形成凸块的区域内形成凸块。
25.优选的,所述s5中制备柠檬酸清洗液的具体步骤包括:
26.s501.将富含柠檬酸的水果榨汁过滤成柠檬酸过滤清液;
27.s502.取碳酸钙中和,形成柠檬酸钙沉淀;
28.s503.将柠檬酸钙过筛过滤,并对其表面进行清洗;
29.s504.将清洗后的柠檬酸钙研磨制粉;
30.s505.将粉末状的柠檬酸钙加入到硫酸溶液中,并充分搅拌,再将沉淀杂质与柠檬酸分离。
31.优选的,所述s505中搅拌时的温度控制在26-28℃。
32.优选的,所述s8中利用氮气作为工作气体对凸块进行防脱落处理的具体步骤包括:以等离子体态的氮气作为工作气体,并将氮气通向凸块处,将凸块加热到180-200℃,使凸块下层的裸露边缘形成金属氮化物。
33.优选的,所述胶膜切割机包括向下给进模式,所述向下给进模式中的向下给进速度v1满足如下关系:
[0034][0035]
其中f
01
表示向下给进标准摩擦阻力,v
01
表示向下给进设定速度,k
11
表示第一摩擦阀值系数,k
12
为第二摩擦阀值系数。
[0036]
优选的,所述向下给进模式中的锯片旋转角速度v2满足如下关系:
[0037][0038]
其中f
01
表示向下给进标准摩擦阻力,v
02
表示向下给进锯片旋转设定角速度,k
21
表示第三摩擦阀值系数,k
22
为第四摩擦阀值系数;
[0039]
所述向下给进模式中的标准摩擦阻力f
01
满足如下关系:
[0040]
[0041]
其中r表示锯片的半径,l表示锯片向下锯切深度,k
01
为锯片侧面摩擦阻力系数,k
02
为锯口摩擦阻力系数,v
01
表示向下给进设定速度,v
02
表示向下给进锯片旋转设定角速度。
[0042]
优选的,所述向前给进模式的向前给进速度v3满足如下关系:
[0043][0044]
其中f
02
表示向前给进标准摩擦阻力,v
01
表示向前给进设定速度,k
31
表示第五摩擦阀值系数,k
32
为第六摩擦阀值系数。
[0045]
所述胶膜切割机还包括向前给进模式,所述向前给进模式中的锯片旋转角速度v4满足如下关系:
[0046][0047]
其中f
02
表示向前给进标准摩擦阻力,v
02
表示向前给进锯片旋转设定角速度,k
41
表示第七摩擦阀值系数,k
22
为第八摩擦阀值系数;
[0048]
所述向前给进标准摩擦阻力f
02
满足如下关系:
[0049][0050]
其中r表示锯片的半径,l0表示锯片锯切深度设定值,k
01
为锯片侧面摩擦阻力系数,k
02
为锯口摩擦阻力系数,v
03
表示向前给进设定速度,v
04
表示向前给进锯片旋转设定角速度。
[0051]
与现有技术相比,本发明的有益效果是:
[0052]
(1)本发明通过增加对半导体衬底的表面进行喷砂处理,增加了半导体衬底表面的耐磨性,从而提高了半导体衬底的使用寿命,从而降低了因半导体衬底表面磨损导致凸块加工出现误差,提高了产品的良品率。
[0053]
(2)本发明通过制备的柠檬酸,对半导体衬底进行清洗,方便去除半导体衬底表面的氧化物,减少了酸性物质与氧化物反应产生的颗粒缺陷,提高了产品良率。
[0054]
(3)本发明通过利用氮气作为工作气体对凸块进行防脱落处理,能够降低因存放时间过长凸块脱落的问题,从而提高凸块的稳定性。
附图说明
[0055]
图1为本发明的流程图;
[0056]
图2为本发明中s2的流程图;
[0057]
图3为本发明中s3的流程图。
具体实施方式
[0058]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0059]
实施例1
[0060]
请参阅图1-图3,本发明提供一种技术方案:一种改良的半导体晶圆bump加工工艺,包括以下步骤:
[0061]
s1.提供半导体衬底;
[0062]
s2.对半导体衬底表面进行喷砂处理;
[0063]
s3.通过电镀工艺,在半导体衬底上形成凸块;
[0064]
s4.通过电镀工艺,在凸块上形成焊料球;
[0065]
s5.制备柠檬酸清洗液;
[0066]
s6.通过柠檬酸清洗液对半导体衬底进行清洗;
[0067]
s7.在温度为200℃下执行回流,使凸块形成合金;
[0068]
s8.利用氮气作为工作气体对凸块进行防脱落处理。
[0069]
本实施例中,优选的,所述s2中对半导体衬底表面进行喷砂处理的具体步骤包括:
[0070]
s201.根据半导体衬底的形状选择与之适配的胶膜打印图纸导入到胶膜切割机进行胶膜的切割;
[0071]
s202.将切割好的胶膜粘贴到半导体衬底的加工面上;
[0072]
s203.将贴有胶膜的半导体衬底安装到喷砂机上的固定治具上;
[0073]
s204.启动喷砂机对半导体衬底加工面进行喷砂作业,半导体衬底加工面未粘贴到胶膜的部位进行喷砂处理,半导体衬底加工面粘贴到胶膜的部位对加工面进行保护;
[0074]
s205.喷砂完成后,取下半导体衬底,撕下胶膜,半导体衬底上粘贴胶膜的部位没有喷砂加工到,而半导体衬底加工面未粘贴到胶膜的部位进行喷砂处理后表面去除一定厚度,使半导体衬底上粘贴胶膜的部位凸出形成凸台。
[0075]
本实施例中,优选的,所述喷砂机的喷砂压力设定在0.2mpa。
[0076]
本实施例中,优选的,所述s3中通过电镀工艺,在半导体衬底上形成凸块的具体步骤为:
[0077]
s301.在半导体衬底上形成铜种子层;
[0078]
s302.在所述铜种子层上涂覆光刻胶,并进行曝光和显影,以定义用于形成凸块的区域;
[0079]
s303.在所述用于形成凸块的区域内形成凸块。
[0080]
本实施例中,优选的,所述s5中制备柠檬酸清洗液的具体步骤包括:
[0081]
s501.将富含柠檬酸的水果榨汁过滤成柠檬酸过滤清液;
[0082]
s502.取碳酸钙中和,形成柠檬酸钙沉淀;
[0083]
s503.将柠檬酸钙过筛过滤,并对其表面进行清洗;
[0084]
s504.将清洗后的柠檬酸钙研磨制粉;
[0085]
s505.将粉末状的柠檬酸钙加入到硫酸溶液中,并充分搅拌,再将沉淀杂质与柠檬
酸分离。
[0086]
本实施例中,优选的,所述s505中搅拌时的温度控制在26℃。
[0087]
本实施例中,优选的,所述s8中利用氮气作为工作气体对凸块进行防脱落处理的具体步骤包括:以等离子体态的氮气作为工作气体,并将氮气通向凸块处,将凸块加热到180℃,使凸块下层的裸露边缘形成金属氮化物。
[0088]
本实施例中,优选的,所述胶膜切割机包括向下给进模式,所述向下给进模式中的向下给进速度v1满足如下关系:
[0089][0090]
其中f
01
表示向下给进标准摩擦阻力,v
01
表示向下给进设定速度,k
11
表示第一摩擦阀值系数,k
12
为第二摩擦阀值系数。
[0091]
本实施例中,优选的,所述向下给进模式中的锯片旋转角速度v2满足如下关系:
[0092][0093]
其中f
01
表示向下给进标准摩擦阻力,v
02
表示向下给进锯片旋转设定角速度,k
21
表示第三摩擦阀值系数,k
22
为第四摩擦阀值系数;
[0094]
所述向下给进模式中的标准摩擦阻力f
01
满足如下关系:
[0095][0096]
其中r表示锯片的半径,l表示锯片向下锯切深度,k
01
为锯片侧面摩擦阻力系数,k
02
为锯口摩擦阻力系数,v
01
表示向下给进设定速度,v
02
表示向下给进锯片旋转设定角速度;
[0097]
本实施例中,优选的,所述胶膜切割机还包括向前给进模式,所述向前给进模式的向前给进速度v3满足如下关系:
[0098][0099]
其中f
02
表示向前给进标准摩擦阻力,v
01
表示向前给进设定速度,k
31
表示第五摩擦阀值系数,k
32
为第六摩擦阀值系数;
[0100]
所述向前给进模式中的锯片旋转角速度v4满足如下关系:
[0101][0102]
其中f
02
表示向前给进标准摩擦阻力,v
02
表示向前给进锯片旋转设定角速度,k
41
表示第七摩擦阀值系数,k
22
为第八摩擦阀值系数;
[0103]
所述向前给进标准摩擦阻力f
02
满足如下关系:
[0104][0105]
其中r表示锯片的半径,l0表示锯片锯切深度设定值,k
01
为锯片侧面摩擦阻力系数,k
02
为锯口摩擦阻力系数,v
03
表示向前给进设定速度,v
04
表示向前给进锯片旋转设定角速度。
[0106]
实施例2
[0107]
请参阅图1-图3,本发明提供一种技术方案:一种改良的半导体晶圆bump加工工艺,包括以下步骤:
[0108]
s1.提供半导体衬底;
[0109]
s2.对半导体衬底表面进行喷砂处理;
[0110]
s3.通过电镀工艺,在半导体衬底上形成凸块;
[0111]
s4.通过电镀工艺,在凸块上形成焊料球;
[0112]
s5.制备柠檬酸清洗液;
[0113]
s6.通过柠檬酸清洗液对半导体衬底进行清洗;
[0114]
s7.在温度为260℃下执行回流,使凸块形成合金;
[0115]
s8.利用氮气作为工作气体对凸块进行防脱落处理。
[0116]
本实施例中,优选的,所述s2中对半导体衬底表面进行喷砂处理的具体步骤包括:
[0117]
s201.根据半导体衬底的形状选择与之适配的胶膜打印图纸导入到胶膜切割机进行胶膜的切割;
[0118]
s202.将切割好的胶膜粘贴到半导体衬底的加工面上;
[0119]
s203.将贴有胶膜的半导体衬底安装到喷砂机上的固定治具上;
[0120]
s204.启动喷砂机对半导体衬底加工面进行喷砂作业,半导体衬底加工面未粘贴到胶膜的部位进行喷砂处理,半导体衬底加工面粘贴到胶膜的部位对加工面进行保护;
[0121]
s205.喷砂完成后,取下半导体衬底,撕下胶膜,半导体衬底上粘贴胶膜的部位没有喷砂加工到,而半导体衬底加工面未粘贴到胶膜的部位进行喷砂处理后表面去除一定厚度,使半导体衬底上粘贴胶膜的部位凸出形成凸台。
[0122]
本实施例中,优选的,所述喷砂机的喷砂压力设定在0.4mpa。
[0123]
本实施例中,优选的,所述s3中通过电镀工艺,在半导体衬底上形成凸块的具体步骤为:
[0124]
s301.在半导体衬底上形成铜种子层;
[0125]
s302.在所述铜种子层上涂覆光刻胶,并进行曝光和显影,以定义用于形成凸块的
区域;
[0126]
s303.在所述用于形成凸块的区域内形成凸块。
[0127]
本实施例中,优选的,所述s5中制备柠檬酸清洗液的具体步骤包括:
[0128]
s501.将富含柠檬酸的水果榨汁过滤成柠檬酸过滤清液;
[0129]
s502.取碳酸钙中和,形成柠檬酸钙沉淀;
[0130]
s503.将柠檬酸钙过筛过滤,并对其表面进行清洗;
[0131]
s504.将清洗后的柠檬酸钙研磨制粉;
[0132]
s505.将粉末状的柠檬酸钙加入到硫酸溶液中,并充分搅拌,再将沉淀杂质与柠檬酸分离。
[0133]
本实施例中,优选的,所述s505中搅拌时的温度控制在28℃。
[0134]
本实施例中,优选的,所述s8中利用氮气作为工作气体对凸块进行防脱落处理的具体步骤包括:以等离子体态的氮气作为工作气体,并将氮气通向凸块处,将凸块加热到200℃,使凸块下层的裸露边缘形成金属氮化物。
[0135]
本实施例中,优选的,所述胶膜切割机包括向下给进模式,所述向下给进模式中的向下给进速度v1满足如下关系:
[0136][0137]
其中f
01
表示向下给进标准摩擦阻力,v
01
表示向下给进设定速度,k
11
表示第一摩擦阀值系数,k
12
为第二摩擦阀值系数。
[0138]
本实施例中,优选的,所述向下给进模式中的锯片旋转角速度v2满足如下关系:
[0139][0140]
其中f
01
表示向下给进标准摩擦阻力,v
02
表示向下给进锯片旋转设定角速度,k
21
表示第三摩擦阀值系数,k
22
为第四摩擦阀值系数;
[0141]
所述向下给进模式中的标准摩擦阻力f
01
满足如下关系:
[0142][0143]
其中r表示锯片的半径,l表示锯片向下锯切深度,k
01
为锯片侧面摩擦阻力系数,k
02
为锯口摩擦阻力系数,v
01
表示向下给进设定速度,v
02
表示向下给进锯片旋转设定角速度。
[0144]
本实施例中,优选的,所述胶膜切割机还包括向前给进模式,所述向前给进模式的向前给进速度v3满足如下关系:
[0145][0146]
其中f
02
表示向前给进标准摩擦阻力,v
01
表示向前给进设定速度,k
31
表示第五摩擦阀值系数,k
32
为第六摩擦阀值系数。
[0147]
本发明的原理及优点:本发明通过增加对半导体衬底的表面进行喷砂处理,增加了半导体衬底表面的耐磨性,从而提高了半导体衬底的使用寿命,从而降低了因半导体衬底表面磨损导致凸块加工出现误差,提高了产品的良品率;通过制备的柠檬酸,对半导体衬底进行清洗,方便去除半导体衬底表面的氧化物,减少了酸性物质与氧化物反应产生的颗粒缺陷,提高了产品良率;通过利用氮气作为工作气体对凸块进行防脱落处理,能够降低因存放时间过长凸块脱落的问题,从而提高凸块的稳定性。
[0148]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。