1.本发明涉及茶叶研磨领域,尤其涉及一种自动供料的连续化石磨抹茶机组及控制方法。
背景技术:
2.抹茶源于我国隋朝,兴盛于唐宋,在明代后随着中国饮茶方式的变迁而渐渐退出中国历史的舞台,从而形成中国抹茶的历史断代;然而在唐朝传入日本的抹茶,却在日本发扬光大。现如今,随着中国茶文化的复兴发展,抹茶又被重视起来,但目前的抹茶的制作设备一般为电动石磨单机生产或者单个传统石磨生产,其中电动石磨作业产量低,每小时仅能产出30-40g抹茶粉,作业时茶粉扬尘易形成污染,且粉尘容易引起爆炸隐患;而传统石磨生产抹茶粉虽茶粉色香味较好,但生产率低不能达到量产要求;同时电动石磨与传统石磨均无法进行自动上料与出料,作业时都需要人工辅助操作,从而无法形成自动化、连续化发展。
技术实现要素:
3.为了解决上述现有技术中抹茶生产效率低、自动化程度和品质难以兼具的缺陷,本发明提出了一种自动供料的连续化石磨抹茶机组。
4.本发明采用以下技术方案:
5.一种自动供料的连续化石磨抹茶机组,其特征在于,包括:配料单元、输送单元和多个石磨抹茶机;
6.石磨抹茶机用于研磨物料以制作抹茶;输送单元用于将石磨抹茶机研磨的抹茶输出到下一工序;
7.配料单元用于获取外部输送来的物料,并将物料分配给各石磨抹茶机;
8.配料单元包括来料部、定量配料部和储料部;储料部与石磨抹茶机一一对应;储料部用于储存茶叶,并在对应的石磨抹茶机需要添加物料时将其储存的茶叶定量输送给该石磨抹茶机;来料部用于接收外部输送来的茶叶,定量配料部用于将来料部接收到的茶叶分成等量多份茶叶以输入各储料部,使得储料部储存的茶叶保持在设定的储存范围内。
9.优选的,所述定量配料部包括支撑架、环形导轨、主带轮、从带轮、传动带和配料仓;
10.环形导轨和主带轮、从带轮均设置在支撑架上,主带轮和从带轮之间通过传动带传动连接;配料仓滑动设置在环形导轨上,配料仓均与传动带连接,主带轮转动时通过传动带带动配料仓沿着环形导轨运动;来料部用于向配料仓中添加物料;
11.储料部包括储料仓和储料输送机构;储料仓设置在支撑架,储料输送机构设置在储料仓上,储料输送机构用于将储料仓中的茶叶定量输送到对应的石磨抹茶机中;
12.环形导轨上设有与各储料仓一一对应的下料位置,储料仓通过运动到对应的下料位置的配料仓补充物料。
13.优选的,还包括控制模块;储料仓上安装有余料检测单元;所述定量配料部还包括轮带电机和配料仓开关部,轮带电机用于驱动主带轮转动,配料仓开关部用于控制配料仓打开以输出物料;
14.来料部包括提升机;环形导轨上设有填料位置,提升机用于向处于填料位置的配料仓添加设定量的物料;配料仓在环形导轨上等间距分布,当任一配料仓处于填料位置,各下料位置上均停留有一个配料仓;
15.环形导轨上还设有用于检测各配料仓位置的位置检测单元和检测填料位置处的配料仓内料位的填料检测开关;
16.控制模块分别连接余料检测单元、位置检测单元、轮带电机、填料检测开关、配料仓开关部和提升机;当余料检测单元检测到储料仓中余料低于设定的料位,则控制模块根据位置检测单元的检测信号,在任一配料仓到达该储料仓的下料位置时控制轮带电机停止转动,并控制该下料位置上的配料仓的配料仓开关部打开以向该储料仓下料;补充物料完成后,控制模块控制配料仓开关部关闭,轮带电机转动;控制模块还用于控制提升机工作以向下料后的配料仓补充物料;当填料检测开关检测到填料位置上的配料仓内物料排空时,控制模块控制轮带电机停止运动,并控制提升机工作以向填料位置上的配料仓内补充物料直至达到设定料位。
17.优选的,所述配料仓开关部与下料位置一一对应,配料仓开关部包括检测支架、滑动部、滑动驱动部和微动行程开关;检测支架设置在支撑架上,所述滑动部滑动设置在支撑架上,滑动驱动部设置在支撑架上,滑动驱动部用于驱动滑动部滑动;
18.配料仓上设有活门底板,活门底板上设有挡板插件,滑动部上设有与挡板插件匹配的插槽,配料仓在环形导轨上滑动过程中,其挡板插件依次经过各滑动部上的插槽;每一个检测支架上均设有位置检测单元,在位置检测单元检测到挡板插件插入插槽时,滑动部滑动则带动活门底板运动以打开配料仓进行下料;
19.微动行程开关设置在支撑架上,用于检测滑动部行程位移;控制模块与微动行程开关连接,控制模块用于根据微动行程开关的检测信号控制滑动驱动部工作。
20.优选的,余料检测单元包括光检测开关和反射板,光检测开关和反射板分别设置在储料仓两侧,且反射板位于光检测开关的光发射方向上;当储料仓中料位低于光检测开关与反射板,则光检测开关接收到反射板反射光线并触发开关信号,控制模块根据该开关信号判断储料仓中料位低于设定的储存范围。
21.优选的,储料输送机构包括绞龙电机、旋转绞龙和绞龙套筒;绞龙套筒设置在储料仓上并与储料仓的出料口连通,绞龙套筒远离储料仓的出料口的一端设有输出口;旋转绞龙设置在绞龙套筒内部,绞龙电机通过连接法兰安装在绞龙套筒上,绞龙电机用于驱动旋转绞龙旋转,旋转绞龙转动状态下将储料仓输出的物料通过绞龙套筒的输出口输送到石磨抹茶机中。
22.优选的,石磨抹茶机上设有用于承接物料的入料漏斗,对应的绞龙套筒的输出口位于入料漏斗上方;绞龙套筒上还设有第一超声波传感器和第二超声波传感器,第一超声波传感器在入料漏斗中料位低于设定的料位下限值时触发,第二超声波传感器在入料漏斗中料位高于设定的料位上限值时触发,料位上限值高于料位下限值;控制模块分别连接第一超声波传感器和第二超声波传感器,控制模块根据第一超声波传感器和第二超声波传感
器的触发信号控制绞龙电机工作。
23.优选的,石磨抹茶机包括入料漏斗、磨盘机架、上磨盘和下磨盘;下磨盘设置在磨盘机架上,上磨盘转动设置在下磨盘上,入料漏斗设置在上磨盘上;上磨盘上还设有两个毛刷,两个毛刷位于上磨盘同一直径的两端,两个毛刷均倾斜设置且在上磨盘旋转方向上旋转对称;上磨盘转动时,毛刷接触并清扫下磨盘,使得下磨盘上的研磨料通过下磨盘的出料口输送到输送单元;
24.上磨盘还连接有驱动其旋转的研磨电机,研磨电机设置在下磨盘下方,且研磨电机外部罩设有保护箱体。
25.优选的,下磨盘的磨纹面分为多个圆心角相等的扇形区域,同一扇形区域内的磨纹槽平行设置,且磨纹槽宽度和高度相等;扇形区域其中一端的磨纹槽位于下磨盘直径方向上;多个扇形区域旋转对称;上磨盘的磨纹面和下磨盘的磨纹面结构相同。
26.优选的,输送单元包括机架、输送带、负压箱、滚刷电机、滚刷和输送电机;输送带水平设置在机架上,机架上还设有用于带动输送带转动的转动轴,减速电机与转动轴连接并驱动转动轴转动;输送带用于收集各石磨抹茶机输出的研磨料并输送到下一工序;负压箱设置在输送带下方;滚刷设置在输送带末端,滚刷电机连接滚刷并驱动滚刷转动。
27.本发明还提出了一种自动供料的连续化石磨抹茶机组控制方法,以实现上述自动供料的连续化石磨抹茶机组的自动化控制和连续化生产。
28.一种自动供料的连续化石磨抹茶机组控制方法,包括:
29.填料检测开关检测到填料位置上的配料仓为空仓时,带轮电机停止工作,来料部工作以向填料位置上的配料仓补充茶叶,直至填料检测开关检测到该配料仓中料位达到对应的设定值;来料部停止工作,带轮电机启动;
30.当储料仓中料位低于对应的设定值,储料仓中光检测开关被触发;当该下料位置上的位置检测开关被触发,带轮电机停止工作,下料位置上的滑动驱动部工作使得该下料位置上的配料仓的活门底板滑动以打开向该储料仓下料,配料仓排空后,滑动驱动部工作使得活门底板复位,带轮电机启动;
31.当任一个入料漏斗对应的第一超声波传感器被触发,该入料漏斗对应的绞龙电机启动,使得旋转绞龙运动从对应的储料仓向该入料漏斗输送物料;
32.各石磨抹茶机的入料漏斗中的物料持续输送到上磨盘和下磨盘之间,研磨后的茶粉被毛刷刷到输送单元以输送到下一个工序。
33.本发明的优点在于:
34.(1)本发明中多个石磨抹茶机一起工作,从而配料单元将外来物料实时补充给各石磨抹茶机。如此,本发明中,采用传统石磨研磨茶叶,保证茶叶粉口感品质;通过配料单元实现多个石磨抹茶机的茶叶补充,保证多个石磨抹茶机的不间断工作,从而提高抹茶生产效率。
35.(2)本发明中,定量配料部中配料仓在环形导轨上循环运动,各配料仓接收到外部输送来的等量物料,以便向储料仓中输送物料。本发明中,通过动态的定量配料部和静态的储料部的配合,实现了通过一套来料运输设备实现对所有石磨抹茶机的物料补充,从而实现了多个石磨抹茶机的并联工作,且通过储料部的过渡,保证了每一个石磨抹茶机的物料及时补充,从而保证石磨抹茶机的工作效率。
36.(3)本发明中,通过控制模块和各检测单元、配料仓开关部的配合,实现了各个储料仓中物料的自动补充,保证各个储料仓中物料的充足,从而保证各石磨抹茶机可通过储料仓及时补充物料。
37.(4)本发明中,各下料位置处设置配料仓开关部,保证了配料仓在下料位置下料时与储料仓的精确对应;本发明中,余料检测单元通过红外反射的方式实现了储料仓中茶叶余量的自动预警。
38.(5)本发明中,通过储料仓通过旋转绞龙向入料漏斗中输送茶叶,实现了茶叶的匀速稳定输出,且输送量可精确控制。本发明中,结合超声波传感器,进一步保证了入料漏斗中茶叶的料位检测和控制,保证石磨抹茶机的工作可靠性。
39.(6)本发明中的石磨抹茶机采用传统石磨结构,保证抹茶品质;通过设置毛刷,保证抹茶收集效率,避免下磨盘上抹茶粉堆积,从而有利于避免扬尘。
40.(7)本发明中设计的磨纹面分为多个扇形区域,相邻扇形区域之间不连通,有利于保证茶叶研磨细度;同时磨纹槽均与磨盘边界相交,便于磨纹面的清理。
41.(8)本发明中,输送带上设有负压箱和滚刷,负压箱的设置避免了抹茶粉在输送过程中扬起导致粉尘环境和电机爆炸的风险;滚刷的设置保证了抹茶粉收集效率。
42.(9)本发明提供一种自动供料的连续化石磨抹茶机组,保证茶叶可以不断提升且不需人工干预;通过环形导轨设计茶叶提升并转运;通过储料仓上的红外线传感器设计自动进入储料仓茶叶量,确保储料仓内茶叶不产生堵塞堆积;通过在绞龙套筒外水平安装两枚超声波传感器,用于检测入料漏斗内茶叶高度及体积,控制进入入料漏斗的茶叶量,防止入料漏斗内茶叶量不足或溢出;茶叶经石磨研磨后落入下磨盘,经过上磨盘上的毛刷刷入输送带;通过将研磨电机置于下磨盘下后方,并用箱体覆盖研磨电机以达到阻隔抹茶粉尘引起电机爆炸的隐患;当抹茶粉落在输送带上后,其经负压箱产生的负压力固定附着在输送带表面以避免抹茶粉扬尘引起污染和危险;抹茶粉运动到输送带右端时,经上方滚刷刷入抹茶收集装置中。本发明中通过设置多组石磨抹茶机,形成一种连续化石磨抹茶机组,以达到提高产量、解决工作效率低的问题。
附图说明
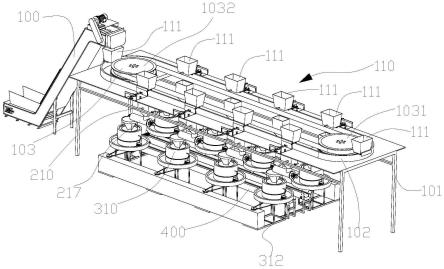
43.图1为一种自动供料的连续化石磨抹茶机组整体结构示意图;
44.图2为环形导轨结构图;
45.图2(a)为图2中配料仓关闭状态下配料仓开关部放大图;
46.图2(b)为图2中配料仓打开状态下配料仓开关部放大图;
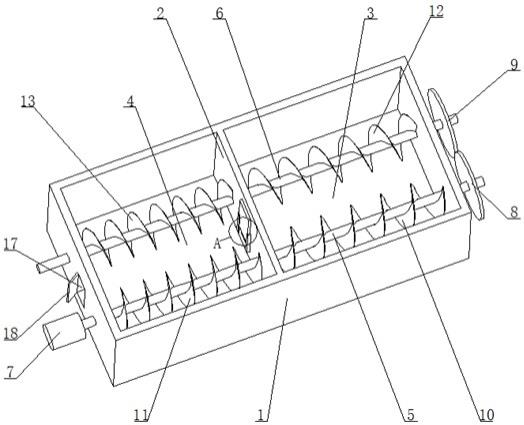
47.图3为石磨抹茶机结构图;
48.图4为配料仓结构图;
49.图5为滑动部结构图;
50.图6为配料部结构图;
51.图7为输送单元结构图;
52.图8为输送单元局部放大图;(图7、图8中输送带透视处理;)
53.图9为下磨盘磨纹面示意图;
54.图10为下磨盘剖视示意图。
55.图示:
56.配料单元
57.100、来料部;
58.110、定量配料部;
59.111、配料仓;112、活门底板;113、滚轮;114、固定连杆;115、挡板插件;101、支撑架;102、环形导轨;1031、主带轮;1032、从带轮;104、滑动驱动部;105、位置检测开关;107、填料检测开关;108、检测支架;109、滑动部;1091、插槽;1092、安装孔;1093、滑轮;1010、限位行程开关;
60.210、储料部;
61.211、储料仓;212、光检测开关;213、反射板;214、绞龙电机;215、连接法兰;216、旋转绞龙;217、绞龙套筒;218、第一超声波传感器;219、第二超声波传感器;
62.310、石磨抹茶机;
63.311、入料漏斗;312、磨盘机架;313、上磨盘;314、毛刷;315、下磨盘;3151、下磨盘的磨纹面;316、下磨盘的出料口;317、大带轮;318、小带轮;319、研磨电机;
64.400、输送单元;
65.401、机架;402、输送带;4021、转动轴;403、负压箱;4032、风机;4031、负压筛板;404、滚刷电机;405、滚刷;406、滚刷轴承座;
66.407、大皮带轮;408、小皮带轮;409、输送电机;
具体实施方式
67.一种石磨抹茶机
68.参照图3,本实施方式提出的一种石磨抹茶机310包括入料漏斗311、磨盘机架312、上磨盘313、下磨盘315和研磨电机319。
69.下磨盘315和研磨电机319均设置在磨盘机架312上,上磨盘313转动设置在下磨盘315上,入料漏斗311设置在上磨盘313上。下磨盘315静止设置,上磨盘313通过研磨电机319驱动,以通过上磨盘313和下磨盘315之间的相对转动研磨入料漏斗311泄露的物料即茶叶。
70.本实施方式中,研磨电机319封装在保护箱体中,且保护箱体设置在下磨盘315下方,如此通过保护箱体隔离茶粉和高热电机,避免了研磨电机319在粉尘环境中工作的爆炸风险。具体的,本实施方式中上磨盘313的轴上设有大带轮317,大带轮317位于下磨盘315下方,大带轮317和上磨盘313同步转动。研磨电机319的输出轴上设有同步转动的小带轮318,小带轮318和大带轮317之间通过皮带传动。
71.上磨盘313上还设有两个毛刷314,两个毛刷314位于上磨盘313同一直径的两端,两个毛刷314均倾斜设置具体与竖直方向呈30度夹角,且两个毛刷314的倾斜方向相错,以使得两个毛刷314旋转方向相同避免卷毛卡毛。毛刷314刷毛恰好接触下磨盘315,上磨盘313转动时,毛刷314接触并清扫下磨盘315,使得下磨盘315上的研磨料通过下磨盘315的出料口316输送出去。
72.本实施方式中,上磨盘313为直径360mm的石磨,下磨盘315为直径为600mm的石磨,毛刷314宽度为90mm,毛刷314在下磨盘315物料槽内做圆周运动,所述物料槽宽为92mm,使得毛刷314与物料槽匹配,保证毛刷314对物料槽的有效清理。
73.实际工作时,研磨电机319采用0.5kw的变频减速电机,通过变频调节,可设定上磨盘的转速为40r/min,以保证研磨效率。
74.参照图9、图10,本实施方式中,上磨盘313和下磨盘315的磨纹面3151结构相同。磨纹槽采用高度和宽度相同的直纹结构,且磨纹面分为多个圆心角相等的扇形区域,同一扇形区域内的磨纹槽平行设置。扇形区域其中一端的磨纹槽位于下磨盘315直径方向上,其为扇形区域内最长的磨纹槽。如此,磨纹槽与磨盘边缘相交,便于清理磨纹槽。本实施方式中,多个扇形区域旋转对称,使得相邻区域的磨纹槽互不连通,有利于提高打磨效率。具体的,本实施方式中,磨纹面均分为六个区域,各区域内最长磨纹槽均与磨面半径大小相等,其他磨纹槽与最长磨纹槽平行且逐级减小;各磨纹槽高度均为5mm、宽为5mm,且每条磨纹槽间距为5mm,石磨机组作业时,上下磨盘能够达到交错啮合,利于茶叶粉碎研磨。
75.一种自动供料的连续化石磨抹茶机组
76.参照图1,本实施方式提供的一种自动供料的连续化石磨抹茶机组,包括:配料单元、输送单元、控制模块和多个石磨抹茶机310。
77.配料单元用于获取外部输送来的物料,并将物料分配给各石磨抹茶机310;输送单元400用于将石磨抹茶机310研磨的抹茶输出到下一工序。
78.配料单元
79.参照图2、图2(a)、图2(b)、图4到图,6,配料单元包括来料部100、定量配料部110和储料部210。
80.定量配料部110包括支撑架101、环形导轨102、主带轮1031、从带轮1032、传动带和配料仓111。
81.环形导轨102和主带轮1031、从带轮1032均设置在支撑架101上,传动带由主带轮1031和从带轮1032支撑,传动带和主带轮1031以及从带轮1032之间传动连接,传动带位于环形导轨102内周。环形导轨102上滑动设置有多个配料仓111,配料仓111均与传动带连接,传动带运动时,配料仓111随着传动带的运动而沿着环形导轨102做闭环运动。本实施方式中,主带轮1031连接有轮带电机,轮带电机驱动主动主带轮1031带动传动带和和从带轮1032转动,从而带动配料仓111沿着环形导轨102运动。来料部100用于向配料仓111中添加物料。本实施方式中,来料部100采用立式提升机,环形导轨102上设置有填料位置,立式提升机用于给位于填料位置上的配料仓111添加物料。具体的,填料位置处设有用于检测配料仓111内料位的填料检测开关107,当填料检测开关107检测到填料位置上的配料仓111内物料排空时,控制模块控制轮带电机停止运动,并控制提升机工作以向配料仓111内补充物料直至达到设定料位。
82.所述立式提升机由额定功率0.4kw的异步交流减速电机驱动。
83.本实施方式中,环形导轨102上的配料仓111等间距分布,具体的,两个配料仓111之间的距离为1000mm。主带轮1031和从带轮1032直径均为600mm,轮带电机设置在支撑架101上并位于主动主带轮1031和从带轮1032下方,轮带电机为额定功率0.6kw的异步交流减速电机。
84.各配料仓111底部设有两个滚轮113,两个滚轮113夹持在环形导轨102内外两侧,两个滚轮113既可以夹持环形导轨102保证配料仓111稳定设置,又可以降低配料仓111和环形导轨102之间的摩擦力。所述滚轮113半径均为20mm,两个滚轮113分别与环形导轨102内
外壁相切。所述配料仓111与传动带通过固定连杆114相对固定。
85.环形导轨102上还设有多个下料位置,每一个下料位置均设有配料仓开关部,配料仓开关部包括滑动部109和滑动驱动部104。所述滑动部109滑动设置在支撑架101上,滑动驱动部104采用设置在支撑架101上的电动推杆,其通过伸缩驱动滑动部109滑动。本实施中,滑动部109底部设有滑轮1093,以方便滑动部109运动。
86.配料仓111底部设有活门底板112,活门底板112向外滑动以打开配料仓111,实现配料仓111下料。活门底板112上设有挡板插件115,滑动部109上设有与挡板插件115匹配的插槽1091,配料仓111在环形导轨102上滑动过程中,其挡板插件115依次经过各滑动部109上的插槽1091。即,位于下料位置上的配料仓111的挡板插件插入对应的滑动部109的插槽1091中,当滑动部109被滑动驱动部104驱动以远离配料仓111,滑动部109带动活门底板112运动以打开配料仓111,当物料全部落入储料仓211内,滑动部109被滑动驱动部104驱动以靠近配料仓111,当滑动部109触碰到设置在支撑架101上的限位行程开关1010时停止运动;此时限位行程开关1010被触发并发送信号表示配料仓111关闭。
87.储料部210与石磨抹茶机310一一对应。储料部210包括储料仓211和储料输送机构。储料仓211与下料位置一一对应,储料仓211设置在支撑架101并位于对应的下料位置下方,位于下料位置上的配料仓111在出料口打开状态下向对应的储料仓211补充物料。储料输送机构设置在储料仓211上,储料输送机构用于将储料仓211中的茶叶定量输送到对应的石磨抹茶机310的入料漏斗311中。
88.储料输送机构包括绞龙电机214、旋转绞龙216和绞龙套筒217。绞龙套筒217设置在储料仓211上并与储料仓211的出料口连通,绞龙套筒217远离储料仓211的出料口的一端设有输出口。旋转绞龙216设置在绞龙套筒217内部,绞龙电机214通过连接法兰215安装在绞龙套筒217上。绞龙电机214用于驱动旋转绞龙216旋转,旋转绞龙216转动状态下将储料仓211输出的物料通过绞龙套筒217的输出口输送到石磨抹茶机310中。绞龙电机214为额定功率为0.4kw的变频减速电机。
89.本实施方式中,储料仓211上安装有余料检测单元。余料检测单元包括光检测开关212和反射板213。光检测开关212和反射板213分别设置在储料仓211两侧,且反射板213位于光检测开关212的光发射方向上,当储料仓211中料位低于光检测开关212与反射板213,则光检测开关212接收到反射板213反射光线并触发开关信号。
90.本实施方式中,配料仓开关部还包括检测支架108,检测支架108设置在对应的下料位置处,检测支架108上设有位置检测单元,位置检测单元由设置在检测支架108上的两个位置检测开关105组成,滑动部109上设有与各位置检测开关105对应的通孔1092,当配料仓111抵达某个下料位置,则配料仓111的挡板插件115堵塞滑动部109上的通孔1092,则该下料位置上的两个位置检测开关105均被触发。此时,滑动部109滑动则带动活门底板112运动以打开配料仓111进行下料。
91.绞龙套筒217上还设有第一超声波传感器218和第二超声波传感器219,两个超声波传感器均用于检测入料漏斗311中的料位;第一超声波传感器218在入料漏斗311中料位低于设定的料位下限值时触发,第二超声波传感器219在入料漏斗311中料位高于设定的料位上限值时触发,料位上限值高于料位下限值。具体的,本实施方式中,可设置料位上限值为140mm,料位下限值为40mm。本实施方式中,第一超声波传感器218和第二超声波传感器
219水平间距13mm。
92.本实施方式中,光检测开关212采用m12红外线传感器,检测距离200mm内可调。位置检测开关采用为m6红外红外漫反射光电开关传感器,传感器测距范围150mm可调。第一超声波传感器218和第二超声波传感器219采用m12罗舸系列超声波测距传感器,垂直检测距离可达2m。
93.本实施方式中,控制模块分别连接轮带电机、提升机、绞龙电机214、滑动驱动部104、光检测开关212、两个位置检测开关105、第一超声波传感器218和第二超声波传感器219。
94.如此,当用于检测料位下限值的第一超声波传感器218被触发,控制模块获知入料漏斗311中的物料不足,控制模块控制对应的绞龙电机214启动以通过旋转绞龙216向入料漏斗311中补充物料,直至检测料位上限值的第二超声波传感器219被触发,控制模块控制绞龙电机214停止工作。本实施方式中,通过第一超声波传感器218和第二超声波传感器219分别检测料位上限值和料位下限值,避免了信号串扰,有利于控制模块实时获知入料漏斗311内的真实料位。
95.当某个储料仓211中物料排空例如物料高度不足20mm时,光检测开关212被反射板213的反射光线触发,控制模块在该储料仓211对应的位置检测开关105被触发时,判断有配料仓111抵达该下料位置,此时控制模块控制轮带电机停止转动,并控制该下料位置上的滑动驱动部104运动以打开该下料位置上的配料仓111,使得配料仓111向储料仓211中补充物料;控制模块在配料仓111排完物料后控制轮带电机继续运动,并在排空物料的配料仓111到达填料位置时控制轮带电机停止运动,以便通过提升机向配料仓111补充物料,然后再控制轮带电机继续运动,保证环形导轨102上的配料仓111在经过提升机后均处于填料状态,以便向储料仓211补充物料。
96.输送单元
97.参照图7、图8,输送单元包括机架401、输送带402、负压箱403、输送电机409、滚刷405和滚刷电机404,所述输送带402采用食品级材质。输送带402水平设置在机架401上,输送带402用于收集各石磨抹茶机310输出的研磨料并输送到下一工序。具体的,机架401上设有转动轴4021,转动轴4021支撑输送带402并带动输送带402转动。机架401上还设有大皮带轮407和小皮带轮408,输送电机409与小皮带轮408连接并驱动小皮带轮408转动,小皮带轮408通过皮带传动连接大皮带轮407转动,转动轴4021与大皮带轮407同步旋转从而带动输送带402转动。所述输送电机404为额定功率为0.2kw的异步交流减速电机
98.滚刷405通过滚刷轴承座406设置在机架401上,滚刷405位于输送带402末端,滚刷电机404连接滚刷405并驱动滚刷405转动以将输送带402上的抹茶粉推入收集装置中。滚刷电机409为额定功率0.4kw的异步交流减速电机。
99.由于研磨后的抹茶呈粉末状堆积在输送带402上,因此本实施方式中在输送带402下方设置负压箱403。负压箱403包含有两个水平放置的风机4032,所述风机4032均自带有0.1kw的异步交流减速电机;风机4032向外排出空气使箱内气压下降,箱内空气变稀薄,因此在箱内形成一个负压区,空气由于气压差补偿流入箱内;空气由进气口到风机4032形成对流吹风,所述风机4032能将箱内热气迅速排出,让箱体内温和外界温度持平,温度不会过高。负压箱403内完全封闭,仅风机4032及负压筛板4031与外界空气流通,负压筛板4031长
为2200mm,宽为100mm,负压筛板4031上线性排列有733列33行直径为2mm的圆孔,风机4032工作时在负压筛板4031和输送带402上产生负压,使得抹茶粉能够附着在输送带402上,避免抹茶粉扬起散落形成污染,也避免粉尘引起电机爆炸的危险。
100.控制方法
101.参照图1,本实施方式中提出的一种有关自动供料的连续化石磨抹茶机组的控制方法具体如下:
102.控制模块
103.茶叶经提升机转运运输到需要添加物料的配料仓111内,当填料检测开关107检测到配料仓内110内茶叶体积已达限位,表示茶叶补充完毕,控制模块控制提升机停止下料;
104.当储料仓211对应的光检测开关212检测到茶叶量不足时,控制模块控制抵达该出料仓211对应的下料位置上配料仓111下料以补充该储料仓211中的茶叶,配料过程为:配料仓111跟随其铆接的传动带102进行逆时针转动,当需要补充茶叶的出料仓211对应的位置检测开关105检测到配料仓111上的挡板插件115完全进入其插槽内,传动带停止转动,电动推杆收缩带动滑动部109直线运动到极限位置以带动活门底板112打开配料仓111,配料仓111内的茶叶全部落入储料仓211内,然后电动推杆伸长带动滑动部109直线运动,当配料仓111关闭时,滑动部109接触到限位行程开关1010;控制模块接收到限位行程开关1010的信号后控制电动推杆停止工作,控制模块控制带轮电机继续工作,传动带继续带动配料仓111沿着环形导轨运动;
105.当某个第一超声波传感器218检测到入料漏斗311内茶叶量不足时,对应的绞龙电机214工作使得茶叶从远离绞龙电机一端出口下落到该入料漏斗311中,当第二超声波传感器219检测到该入料漏斗311内茶叶量到达限位时绞龙电机214停止运转以停止下料;
106.通过上述控制过程保证各石磨抹茶机310的入料漏斗311始终处于有料状态,入料漏斗311的茶叶落到磨盘表面,研磨电机驱动上磨盘313进行旋转与下磨盘315对茶叶进行研磨,研磨后的茶粉经毛刷314收集扫入输送带402表面;输送带表面的茶粉跟随输送带水平运动经滚刷405刷入收集箱中。
107.以上仅为本发明创造的较佳实施例而已,并不用以限制本发明创造,凡在本发明创造的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明创造的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。