1.本发明涉及轮胎生产辅助设备领域,尤其涉及一种用于将冠带条或者钢丝圈包布条等宽度(如10毫米至30毫米)较窄的条带自动缠绕打卷的卷取装置、方法与打卷系统。
背景技术:
2.申请人自主研发国内首创的多工位条带自动卷取装置,详见申请人的202110965727.3号在先专利申请文件。在该条带自动卷曲装置中,排线移动组件是通过第一挡块组件与第二挡块组件实现分别在第一卷轴、第二卷轴上将条带缠绕成卷,并通过第一限位器与第二限位器实现排线移动组件在第一卷轴与第二卷轴上的切换动作。但是该种切换结构存在以下可改进之处:一、由于排线移动组件需要经过第一限位器与第二限位器后方可切换至另一卷轴处,而第一限位器与第二限位器工作时需要一定的时间,导致排线移动组件移动速度较慢,工位切换所需的时间较长,根据申请人实际测试结果得知该切换动作约需50秒。
3.二、另外,当设备关机再启动后,同样因第一限位器与第二限位器存在导致排线移动组件无法确定当前处于哪个工位,也无法确定移动方向,需要空走探测触碰到两端的阻挡块之后方能确认,因此开机回零动作较为浪费工时,根据申请人实际测试结果得知该开机回零动作约需60秒。
4.因此,为提高排线移动组件的切换效率,急需开发一款结构简单,排线移动组件的切换快速的条带自动卷取装置。
技术实现要素:
5.本发明公开一种条带自动卷取装置,包括排线支撑架,第一卷轴与第二卷轴,其还包括用于驱动第一卷轴旋转的第一卷轴驱动组件,用于驱动第二卷轴旋转的第二卷轴驱动组件,设置于所述排线支撑架上的排线移动组件,以及用于驱动排线移动组件移动的排线驱动组件,以及第一位置传感器,第二位置传感器,第三位置传感器与第四位置传感器;其中,所述第一位置传感器与第二位置传感器用于限定排线移动组件在第一卷轴上移动的范围,所述第三位置传感器与第四位置传感器用于限定排线移动组件在第二卷轴上移动的范围。
6.优选地,所述排线驱动组件包括第三电机、同步传动机构与丝杠,所述第三电机的驱动端经同步传动机构与丝杠连接,所述排线移动组件经丝杠母与丝杠连接,所述排线支撑架上设置有滑轨,所述第三电机可驱动排线移动组件在滑轨上往复移动。
7.优选地,所述同步传动机构包括同步带、第一同步带轮与第二同步带轮,所述第三电机的驱动端与第一同步带轮连接,所述第二同步带轮与丝杠连接,所述第一同步带轮与第二同步带轮经同步带连接。
8.优选地,所述同步传动机构为齿轮组结构。
9.优选地,所述同步传动机构为齿轮与齿条结构。
10.优选地,所述第一卷轴驱动组件包括第一电机与第一齿轮组,所述第一电机经齿轮组驱动第一卷轴旋转。
11.优选地,所述第二卷轴驱动组件包括第二电机与第二齿轮组,所述第二电机经齿轮组驱动第二卷轴旋转。
12.优选地,所述第一位置传感器与第二位置传感器设置于所述排线支撑架上并与所述第一卷轴相对应设置。
13.优选地,所述第三位置传感器与第四位置传感器设置于所述排线支撑架上并与所述第二卷轴相对应设置。
14.本发明还公开一种条带在线制作及多工位自动打卷系统,包括:锭子架,用于将多股丝状物进行同步放线;挤出机,通过预定口型将预定股数的丝状物在线覆胶,形成n组窄条带;冷却装置,用于将窄条带冷却;储料装置,用于暂存冷却后的窄条带;其特征在于:还包括n组如前面所述的条带自动卷取装置,以将在线制作的n组窄条带直接分别通过n组条带自动卷取装置缠绕成卷。
附图说明
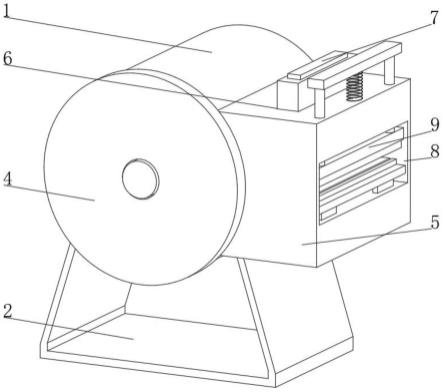
15.图1为本发明中单工位条带自动卷曲装置在第一卷轴工作的部分示意图。
16.图2是本发明中单工位条带自动卷取装置在第一卷轴工作的另一视角示意图。
17.图3是本发明中单工位条带自动卷取装置在第二卷轴工作的部分示意图。
18.图4为本发明中单工位条带自动卷取装置的主视图。
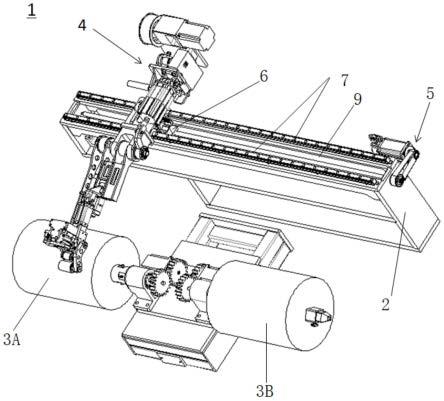
19.图5为本发明中两工位条带自动卷曲装置的整体示意图。
20.图6为本发明中条带在线制作及多工位自动打卷系统的示意图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本发明保护的范围。
22.如附图1至附图4所示,本发明公开了一种全新的条带自动卷取装置1,其主要包括用于设置各功能组件的排线支撑架2;以及用于缠绕并暂存条带(未图示)的卷轴,所述卷轴包括第一卷轴3a和第二卷轴3b;其还包括用于驱动第一卷轴3a旋转的第一卷轴驱动组件,用于驱动第二卷轴3b旋转的第二卷轴驱动组件,设置于所述排线支撑架2上的排线移动组件4,以及用于驱动排线移动组件4移动的排线驱动组件5,以及第一位置传感器s1,第二位置传感器s2,第三位置传感器s3与第四位置传感器s4;其中,所述第一位置传感器s1与第二位置传感器s2设置于所述排线支撑架2上并与所述第一卷轴3a相对应设置,以限定排线移动组件4在第一卷轴3a上移动的范围;所述第三位置传感器s3与第四位置传感器s4设置于所述排线支撑架2上并与所述第二卷轴3b相对应设置,以限定排线移动组件4在第二卷轴3b上移动的范围。
23.通过上述配置,本发明技术方案可大幅简化条带自动卷取装置1的结构,并通过排线驱动组件5直接驱动所述排线移动组件4在第一卷轴3a与第二卷轴3b之间进行切换,然后
再将条带输送至相应的第一卷轴3a或第二卷轴3b上,并配合单独旋转的第一卷轴3a或第二卷轴3b将条带缠绕成卷。同时,在设备关机再启动时,排线驱动组件5将排线移动组件4自动复位至第一卷轴3a或第二卷轴3b的一侧,无需复杂的回零动作。因此,本发明上述结构具有结构简单,切换效率高等优势。
24.较佳地,本发明所述排线驱动组件5包括第三电机51、同步传动机构与丝杠55,所述同步传动机构可以包括同步带52、第一同步带轮53与第二同步带轮54,所述第三电机51的驱动端与第一同步带轮53连接,所述第二同步带轮54与丝杠55连接,所述第一同步带轮53与第二同步带轮54经同步带52连接,所述排线移动组件4经丝杠母6与丝杠55连接,并在所述排线支撑架2上设置有滑轨7,所述第三电机51可经过同步传动机构驱动排线移动组件4在滑轨7上移动,以实现排线移动组件4在第一卷轴3a与第二卷轴3b之间直接进行切换,或者在切换至相应的卷轴后,所述第三电机51可经过同步传动机构驱动排线移动组件4在滑轨7上往复移动,配合单独旋转的第一卷轴3a或第二卷轴3b将条带缠绕成卷。
25.可选地,本发明所述同步传动机构还可以是多个齿轮构成的齿轮组同步传动结构或者是齿轮与齿条构成的同步传动结构。
26.本发明所述第一卷轴驱动组件包括第一电机8与第一齿轮组8a,所述第一电机8经齿轮组8a驱动第一卷轴3a旋转,所述第二卷轴驱动组件包括第二电机9与第二齿轮组9a,所述第二电机9经齿轮组9a驱动第二卷轴3b旋转。本发明通过设置单独的电机驱动相应的卷轴旋转,具有简化结构,维修方便等优势。
27.本发明工作原理简述如下:当第一电机8驱动第一卷轴3a旋转工作时,第二卷轴3b为非工作状态;当第二电机9驱动第二卷轴3b旋转工作时,第一卷轴3a为非工作状态。以第一卷轴旋转缠绕条带为例进行说明,此时第一电机8驱动第一卷轴3a旋转,同时排线驱动组件5驱动排线移动组件4在第一卷轴3a的预定范围内往复移动,即在第一卷轴3a的某一段长度上缠绕条带,以将条带连续地缠绕至第一卷轴3a上形成料卷;当在第一卷轴上将条带打卷完成后裁断条带,并将打卷后的条带料卷通过人工或者自动化设置转移至其他后续工位或者料卷暂存位置处(即卸卷);与此同时,排线驱动组件5驱动排线移动组件4移动至第二卷轴3b处,第二电机9驱动第二卷轴3b旋转,同时排线驱动组件5驱动排线移动组件4在第二卷轴3b的预定范围内往复移动,即在第二卷轴的某一段长度上缠绕条带,以将条带连续地缠绕至第二卷轴上形成料卷;当在第二卷轴上将条带打卷完成后裁断条带,并将打卷后的条带料卷通过人工或者自动化设置转移至其他后续工位或者料卷暂存位置处(即卸卷);再由上述相同的方式返回至第一卷轴旋转缠绕条带并打卷、移出料卷、裁断条带后。通过上述内容可知,本发明公开的技术方案可以实现将条带不间断地进行缠绕打卷。
28.附图5所示为本发明两工位条带自动卷曲装置200的整体示意图。此外,本发明所述各电机可以是伺服电机或者为带有位移传感器的步进电机或变频电机等。
29.此外,为制造高质量的窄幅的条带,以及提高条带打卷的生产效率。如附图6所示,本发明还提供一种条带在线制作及多工位自动打卷系统10,本发明仅以八工位的条带在线制作及自动打卷系统为例进行说明,该系统包括:设置有多个锭子的锭子架11,用于将多股丝状物(如尼龙线20等)进行同步放线;挤出机12,通过预定口型将预定股数(如12根)的尼龙线在线进行热覆胶,以形成八组窄幅的条带30;冷却装置13,用于将条带30冷却;储料装置14,用于暂存冷却后的条带30;其中,该系统还包括八工位的条带自动卷取装置15,以将
在线制作的八组条带30直接分别通过四组双工位条带自动卷取装置200缠绕成条带料卷。上述条带在线制作及多工位自动打卷系统可以利用同一套锭子架、挤出机、冷却装置与储料装置即可实现8倍的条带缠绕打卷的产能,大幅提高条带料卷的生产效率,且可根据实际需要合理设置条带自动卷取装置200的工位数,使用灵活方便。
30.综上所述,本发明公开的条带自动卷取装置以及条带自动打卷系统,主要是通过设置排线驱动组件直接驱动所述排线移动组件在第一卷轴与第二卷轴之间进行切换,然后再将条带输送至相应的第一卷轴或第二卷轴上,并配合单独旋转的第一卷轴或第二卷轴将条带缠绕成卷,具有结构简单、使用方便、且工位切换和打卷效率高等优点。
31.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。