1.本发明涉及玻璃加工技术领域,尤其涉及一种基于橡胶包覆层的玻璃打孔方法。
背景技术:
2.随着现代工业的发展,玻璃配件的应用越来越广,因此需要在玻璃配件上开孔以便配套安装。
3.由于孔周围的玻璃内产生应力不均的现象,导致加工时玻璃容易出现破裂的现象,尤其是孔的形状为不规则形状时,破裂的玻璃比例非常高,形成了现有技术的玻璃开工的工艺难点。
技术实现要素:
4.针对上述问题,本发明的目的在于提出一种基于橡胶包覆层的玻璃打孔方法,利用为石墨烯橡胶的包覆层的保护,避免被蚀刻的玻璃内部产生应力而出现破裂的现象。
5.为达此目的,本发明采用以下技术方案:
6.一种基于橡胶包覆层的玻璃打孔方法,包括以下步骤:
7.s1)将待加工玻璃浸没于橡胶溶液中,然后通过静置和/或加热使橡胶固化,在待加工玻璃的外表面形成橡胶包覆层,包覆层完全包覆待加工玻璃的外表面;
8.s2)按照加工需要的形状和尺寸,采用激光或刀具切除待加工玻璃的待开孔区域的包覆层,形成预制沟槽;
9.s3)在预制沟槽中滴加蚀刻液或者将整个样品浸没于蚀刻液中,同时,使用超声波刻刀冲击预制沟槽以形成蚀孔,随着超声波刻刀的冲击时间的延长,所述蚀孔逐步深入待加工玻璃的内部,直至所述蚀孔达到设定的深度或贯穿待加工玻璃;
10.s4)依次进行下一个蚀孔的加工,直至完成全部的开孔加工,然后将完成开孔的待加工玻璃浸泡于清洗液中以去除包覆层。
11.具体的,步骤s1)中,所述橡胶溶液的成分为液态的天然胶、合成天然胶、氯丁胶、丁腈胶、丁基胶和乳胶中的一种。
12.进一步的,步骤s1)中,包覆层的制备操作过程为:将待加工玻璃浸没于橡胶溶液中1-3min,然后取出后干燥,多次重复浸没和干燥的操作,直至所述包覆层的厚度达到1μm-1000μm为止。
13.优选的,步骤s1)中,所述橡胶溶液中含有质量体积浓度为0.01-100mg/ml的石墨烯粉末。
14.作为可实施的选择,步骤s3)中,所述蚀孔的形状为圆形或不规则形状。
15.具体的,步骤s3)中,所述蚀刻液的原料包括氢氟酸和有机溶剂,所述有机溶剂包括ctab、peg和pvp;
16.所述蚀刻液含有的所述氢氟酸的浓度为0.01mol/l-1mol/l;
17.所述蚀刻液含有的有机溶剂的质量浓度为1-25wt%,其中的ctab、peg和pvp的质
量浓度比为1:(0.1-0.8):(0.05-0.5)。
18.具体的,步骤s4)中,所述清洗液为含有质量浓度为1wt%-25wt%的铬酸洗液、硫酸溶液、二甲苯溶液或三氯甲烷溶液。
19.优选的,所述待加工玻璃的厚度为1微米-1000微米。
20.优选的,所述待加工玻璃为钠钙酸盐玻璃、高硅氧玻璃、硼硅酸盐玻璃、铅硅酸盐玻璃、铝硅酸盐玻璃或石英玻璃。
21.本发明的上述技术方案的有益效果为:所述基于橡胶包覆层的玻璃打孔方法,通过在待加工玻璃的表面包覆橡胶包覆层,使包覆层可吸收超声波的能量,减少非打孔区域的玻璃吸收的超声波能量,避免非打孔区域的玻璃内出现应力不均的现象,从而避免在开具预制沟槽或蚀孔时出现玻璃破裂的现象,进而保障玻璃开孔加工的工作效率和加工质量。
22.本发明具有以下的创新效果:
23.1.利用橡胶包覆层改善待加工玻璃在加工过程中的可靠性,保护待加工玻璃的非加工区域不被超声能量所破坏。
24.2.蚀孔过程中采用蚀刻液与超声同时作用,可以进一步提升蚀孔的效率。
附图说明
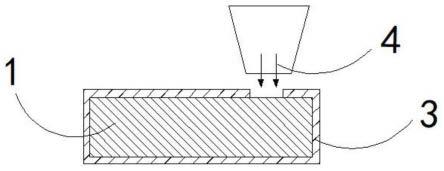
25.图1-8为本发明的基于橡胶包覆层的玻璃打孔方法的开孔过程示意图;
26.图9为本发明的是实施例的制品的蚀孔剖面显微镜扫描图片;
27.其中,待加工玻璃1;橡胶溶液2;包覆层3;超声波刻刀4;激光5;清洗液6。
具体实施方式
28.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
29.附图仅用于示例性说明,不能理解为对本专利的限制。
30.在本说明书的描述中,参考术语“实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
31.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
32.一种基于橡胶包覆层的玻璃打孔方法,包括以下步骤:
33.s1)将待加工玻璃1浸没于橡胶溶液2中,然后通过静置和/或加热使橡胶固化,在待加工玻璃1的外表面形成包覆层3,包覆层3完全包覆待加工玻璃1的外表面;
34.s2)按照加工需要的形状和尺寸,采用刀具切除待加工玻璃1的待开孔区域的包覆层3,再用超声波刻刀4冲击该待开孔区域的玻璃表面,形成预制沟槽;
35.s3)在预制沟槽中滴加蚀刻液的同时,使用超声波刻刀4冲击预制沟槽以形成蚀孔,随着超声波刻刀4的冲击时间的延长,所述蚀孔逐步深入待加工玻璃的内部,直至所述蚀孔达到设定的深度或贯穿待加工玻璃1;
36.s4)重复步骤s1)至s3),依次进行下一个蚀孔的加工,直至完成全部的开孔加工,然后将完成开孔的待加工玻璃1浸泡于清洗液6中以去除包覆层3。
37.本发明的所述基于橡胶包覆层的玻璃打孔方法,通过在待加工玻璃1的表面包覆橡胶包覆层3,使包覆层3可吸收超声波的能量,减少非打孔区域的玻璃吸收的超声波能量,避免非打孔区域的玻璃内出现应力不均的现象,从而避免在开具预制沟槽或蚀孔时出现玻璃破裂的现象,进而保障玻璃开孔加工的工作效率和加工质量。此外,通过腐蚀液和超生的双重作用,可以提高加工效率,橡胶包覆层可以阻隔蚀刻液,保护非加工区域不被蚀刻液腐蚀。
38.优选的,步骤s1)中,所述橡胶溶液的成分为液态的天然胶、合成天然胶、氯丁胶、丁腈胶、丁基胶和乳胶中的一种。
39.可以采用不同成分的橡胶溶液,只要可以在待加工玻璃1的表面形成致密的橡胶包覆层,达到防止蚀刻液渗入的目的即可。
40.具体的,步骤s1)中,包覆层3的制备操作过程为:将待加工玻璃1浸没于橡胶溶液中1-3min,然后取出后干燥,多次重复浸没和干燥的操作,直至所述包覆层3的厚度达到1μm-1000μm为止。
41.在包覆层3的保护下,采用超声波刻刀4可开具不规则形状的孔,并且可以有效保障开孔区域周围的玻璃免于破裂。
42.优选的,步骤s1)中,橡胶溶液2含有质量体积浓度为0.01-100mg/ml的石墨烯粉末。
43.将石墨烯粉末或石墨烯浆料加入橡胶溶液2中,混合均匀,再超声波作用下,使石墨烯粉末或石墨烯浆料完全溶解并分布均匀即可,含有石墨烯的橡胶溶液2具有更好的热传导效果。
44.一些实施例中,步骤s3)中,所述蚀孔的形状为不规则形状。
45.具体的,步骤s3)中,所述蚀刻液的原料包括氢氟酸和有机溶剂,所述有机溶剂包括ctab、peg和pvp;
46.所述蚀刻液含有的所述氢氟酸的浓度为0.01mol/l-1mol/l;
47.所述蚀刻液含有的有机溶剂的质量浓度为1-25wt%,其中的ctab、peg和pvp的质量浓度比为1:(0.1-0.8):(0.05-0.5)。
48.ctab、peg和pvp的中文名称分别对应为十六烷基三甲基溴化铵、聚乙二醇和聚乙烯吡咯烷酮。
49.氢氟酸为蚀刻剂,ctab、peg和pvp作为分散剂可以促进氢氟酸腐蚀玻璃的效果,并且在蚀孔过程中,ctab和peg吸附于待开孔区域的玻璃表面,使得蚀刻产生的固体颗粒的杂质易于湿润,pvp在待开孔区域的玻璃表面形成吸附层并使电荷增加,从而形成阻碍为固体颗粒的杂质聚集的反作用力,进而减少蚀刻过程中产生固体颗粒吸附在蚀孔内壁的现象,达到避免蚀孔的内壁表面出现不平整和蚀孔的孔径上下不一致的现象的效果。
50.具体的,步骤s4)中,所述清洗液6为含有质量浓度为1wt%-25wt%的铬酸洗液、硫酸溶液、二甲苯溶液或三氯甲烷溶液。
51.通过以上溶液可以有效清除待加工玻璃1的表面包覆的橡胶包覆层。
52.优选的,所述待加工玻璃1的厚度为1微米-1000微米。
53.本发明的所述基于橡胶包覆层的玻璃打孔方法适用于厚度不同的玻璃的开孔,适用范围宽。
54.优选的,所述待加工玻璃1为钠钙酸盐玻璃、高硅氧玻璃、硼硅酸盐玻璃、铅硅酸盐玻璃、铝硅酸盐玻璃或石英玻璃。
55.本发明的所述基于橡胶包覆层的玻璃打孔方法适用于各种成分的玻璃的开工加工。
56.实施例
57.以厚度为400微米的钠钙酸盐玻璃为待加工玻璃1,开具顶部孔径为62-65微米、深度为325-340微米的锥形蚀孔,具体按照以下步骤操作:
58.s1)将待加工玻璃1浸没于橡胶溶液2中,然后通过静置并加热使橡胶固化,在待加工玻璃1的外表面形成包覆层3,包覆层3完全包覆待加工玻璃1的外表面;
59.s2)按照加工需要的形状和尺寸,采用刀具切除待加工玻璃1的待开孔区域的包覆层3,再用超声波刻刀4冲击该待开孔区域的玻璃表面,形成预制沟槽;
60.s3)在预制沟槽中滴加蚀刻液的同时,使用超声波刻刀4冲击预制沟槽以形成蚀孔,随着超声波刻刀4的冲击时间的延长,所述蚀孔逐步深入待加工玻璃的内部,直至所述蚀孔达到设定的深度或贯穿待加工玻璃1;
61.s4)重复步骤s1)至s3),依次进行下一个蚀孔的加工,直至完成全部的开孔加工,然后将完成开孔的待加工玻璃1浸泡于清洗液6中以去除包覆层3;
62.步骤s1)中,所述橡胶溶液的成分为合成天然胶;
63.步骤s1)中,包覆层3的制备操作过程为:将待加工玻璃1浸没于橡胶溶液中2min,然后取出后干燥,多次重复浸没和干燥的操作,直至所述包覆层3的厚度达到20μm为止;
64.步骤s3)中,所述蚀刻液的原料包括氢氟酸和有机溶剂,所述有机溶剂包括ctab、peg和pvp;
65.所述蚀刻液含有的所述氢氟酸的浓度为0.01mol/l-1mol/l;
66.所述蚀刻液含有的有机溶剂的质量浓度为15wt%,其中的ctab、peg和pvp的质量浓度比为1:0.5:0.2。
67.步骤s4)中,所述清洗液6为含有质量浓度为13wt%的铬酸洗液。
68.以上实施例制品的蚀孔的剖面显微镜扫描图如图9所示,图中的黑色部分为锥形的蚀孔。
69.综上所述,本发明的所述基于橡胶包覆层的玻璃打孔方法,通过在待加工玻璃1的表面包覆橡胶包覆层3,使包覆层3可吸收超声波的能量,减少非打孔区域的玻璃吸收的超声波能量,避免非打孔区域的玻璃内出现应力不均的现象,从而避免在开具预制沟槽或蚀孔时出现玻璃破裂的现象,进而保障玻璃开孔加工的工作效率和加工质量。
70.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。