1.本发明涉及医疗器械技术领域,具体涉及一种膝关节假体及其制备方法。
背景技术:
2.关节置换即人工膝关节置换术,也称为膝关节成形术,通过切除膝关节磨损的软骨面,换上一层金属表面,可有效解除疼痛,矫正畸形,帮助患者恢复日常活动等功能,是目前治疗晚期骨关节炎的最有效的手段。随着生活水平的不断提高,越来越多的老年人走出家门,加入了旅游、健身、聚会的行列,然而在他们运动放松的同时,膝关节疼痛却往往不期而至。因此膝关节骨关节炎是一种膝关节退行性疾病,在中老年群体中发病率较高。随着经济发展和老龄化趋势日益明显,膝关节置换术的需求量越来越大。此外,患者对膝关节置换术后的生活质量和假体寿命有了更高的要求,这就对假体设计和制备提出了新的要求。
3.传统的人工膝关节假体股骨和胫骨部件多采用锻造和铸造的方法制备,人工膝关节系统主要是采用骨水泥的方式固定于原生骨上,生物固定的原理是通过在假体表面设计制备合适的多孔结构,植入后通过骨骼的自我生长,形成交锁界面而固定。生物固定的关键在于多孔结构的设计和制造,但是传统的车铣加工无法满足多孔结构的制造。且采用热喷涂的方法在铸锻后的假体表面制备多孔薄层的方法定制孔隙率,不利于骨吸人和骨长入。因此,面对上述问题,开发人工全膝关节假体的设计及制备方法是非常有必要且十分迫切的。
技术实现要素:
4.本发明的目的在于克服现有技术存在的不足之处而提供一种膝关节假体及其制备方法,所述的膝关节假体具有良好的活动功能与稳定性,利于骨吸人和骨长入。
5.为实现上述目的,本发明采取的技术方案为:
6.一种膝关节假体,包括:
7.股骨头假体,所述股骨头假体包括对称设置的第一端面、第二端面,所述第一端面、第二端面的下方呈弧线形;
8.半月板假体,所述半月板假体包括对称设置的第一弧形凹槽、第二弧形凹槽、定位槽,所述股骨头假体通过所述第一端面、第二端面在所述第一弧形凹槽、第二弧形凹槽中滑动或滚动;
9.胫骨平台,包括与所述定位槽配合的定位卡扣。
10.本发明所述的膝关节假体由股骨头假体、半月板假体、胫骨平台三部件构成,所述的股骨头假体、半月板假体、胫骨平台三部件紧密配合、稳定性良好,所述的膝关节假体具有良好的活动功能。
11.作为本发明的优选实施方案,所述股骨头假体、胫骨平台与宿主骨接触的表面设置成仿生多孔结构,且所述仿生多孔结构中的孔径为0.4mm~0.8mm,孔隙率为40~80%。所述的股骨头假体与胫骨平台中与骨骼接触的表面具有仿生多孔结构,且仿生多孔结构与股
骨或胫骨部件为一体化的整体结构,有利于骨吸入和骨长入,部件与部件间紧密配合,稳定性良好。
12.作为本发明的优选实施方案,所述股骨头假体还包括第三端面、第四端面、第五端面,所述第三端面与第一端面垂直,且所述第三端面下方呈半圆拱形;所述第四端面与第三端面之间的夹角为80
°
~110
°
,所述第五端面与第四端面之间的夹角为120
°
~160
°
。通过将股骨头假体设置成上述特定的多段端面,使所述的膝关节假体具有良好的活动功能,便于骨吸入和骨长入。
13.作为本发明的优选实施方案,所述胫骨平台还包括:设置在胫骨平台上的第一挡板、设置在胫骨平台上的第二挡板、位于胫骨平台下方的固定柱,所述固定柱上设有第一薄板、第二薄板,且所述固定柱底部为圆角形。通过将胫骨平台设置成上述结构,能够有效的防止旋转,提高整体结构的稳定性。
14.作为本发明的优选实施方案,所述膝关节假体、胫骨平台的材质为金属材质,优选为tc4钛合金、纯钛、钴铬合金或不锈钢;
15.所述半月板假体为高分子材质,优选为peek、高交联聚乙烯或超高分子量聚乙烯。
16.所述的膝关节假体、胫骨平台采取上述的金属材质时,半月板假体采取上述的高分子材质时,能够有效的减低摩擦系数,提高膝关节假体的耐磨性能,提高植入后的活动功能,使膝关节假体具有良好的抗氧化性能,不会随着时间在分子水平上分解。
17.本发明还提供了一种膝关节假体的制备方法,用于制备上述所述的膝关节假体,包括以下步骤:
18.(1)膝关节假体三维模型设计与关节运动仿真,确定最佳匹配结构;
19.(2)采用3d打印技术制备股骨头假体、胫骨平台,将3d打印后的股骨头假体、胫骨平台进行热等静压和热处理;
20.(3)对股骨头假体的表面进行抛光处理,采用机械加工的方法处理胫骨平台与半月板假体连接的一侧;
21.(4)采用机械加工的方法处理半月板假体模型,根据加工匹配位点与胫骨平台进行适应性匹配,确定匹配间隙;
22.(5)将全膝关节假体进行运动测试,确定极限运动角度并检测运动面的匹配度。
23.采用3d打印制造一体化股骨、胫骨多孔部件,可以实现孔隙率的定制化控制的同时,保证整体的力学性能。
24.作为本发明的优选实施方案,所述步骤(1)具体为:采用模型设计软件,根据实际膝关节股骨与胫骨大小和形状设定尺寸规格并进行建模,设计完成后将部件导入运动仿真软件中按照实际运动的模式进行仿真,重点进行股骨头与半月板表面之间的相对滚动,检查匹配度、受力范围、均匀度以及运动的极限角度范围。
25.作为本发明的优选实施方案,所述3d打印技术为激光选区熔化技术,所述激光选区熔化技术的参数为:激光功率为200~300w,扫描速度设置为800~1400mm/s,铺粉厚度为0.02~0.06mm,扫描间距设置为0.05~0.15mm;或
26.所述3d打印技术为电子束选区熔化技术,所述电子束选区熔化技术的参数为:功率为0.5~3kw,扫描速度设置为1000~4000mm/s,铺粉厚度为0.05~0.12mm。
27.通过采取上述3d打印技术制备的股骨头假体、胫骨平台,以实现孔隙率的定制化
控制的同时,保证整体的力学性能。
28.作为本发明的优选实施方案,所述热等静压的温度为700~1300℃,压力为100~180mpa,时间为1~4h;
29.所述热处理为真空热处理,热处理的温度为500~1000℃,时间为1~6h。
30.作为本发明的优选实施方案,所述适应性匹配具体为:将半月板假体的定位槽与胫骨平台的定位卡扣能否匹配,运行无阻,以及将第一挡板、第二挡板与半月板假体上相对应的位置检查是否匹配,并用塞尺检查间隙大小,间隙在0.02~0.05mm之间。
31.作为本发明的优选实施方案,所述的机械加工为车、铣、刨、磨以及抛光中的至少一种,需要说明的是,本领域技术人员可以根据实际需要进行机械加工,只要达到相应的效果即可。
32.作为本发明的优选实施方案,所述检测运动面的匹配度:股骨头假体在所述第一弧形凹槽、第二弧形凹槽中滑动或滚动,运动测试的内容与步骤1仿真的内容一致,并进行数据和适当修正。
33.本发明的有益效果在于:(1)本发明所述的膝关节假体由股骨头假体、半月板假体、胫骨平台三部件构成,所述的股骨头假体、半月板假体、胫骨平台三部件紧密配合、稳定性良好,所述的膝关节假体具有良好的活动功能;(2)通过将股骨头假体设置成特定的多段端面,所述的股骨头假体与胫骨平台中与骨骼接触的表面具有仿生多孔结构,且仿生多孔结构与股骨或胫骨部件为一体化的整体结构,有利于骨吸入和骨长入;(3)所述的膝关节假体、胫骨平台采取本发明所述的金属材质时,半月板假体采取本发明所述的高分子材质时,能够有效的减低摩擦系数,提高膝关节假体的耐磨性能,提高植入后的活动功能,使膝关节假体具有良好的抗氧化性能,不会随着时间在分子水平上分解。
附图说明
34.图1为本发明所述的膝关节假体的结构示意图;
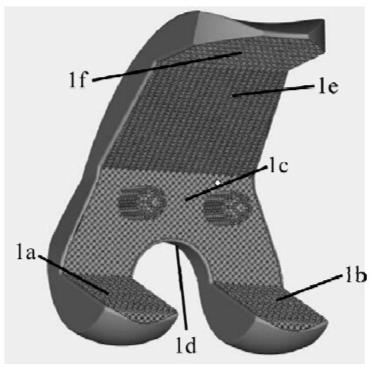
35.图2为本发明所述的股骨头假体的结构示意图;
36.图3为本发明所述的半月板假体的结构示意图;
37.图4为本发明所述的胫骨平台结构示意图;
38.图中标记:1、股骨头假体;1a、第一端面;1b、第二端面;1c、第三端面;1d、半圆拱形;1e、第四端面;1f、第五端面;2、半月板假体;2a、第一弧形凹槽;2b、第二弧形凹槽;2c、定位槽;3、胫骨平台;3a、第一挡板;3b、第二挡板;3c、固定柱;3d、第一挡板;3e、第二挡板。
具体实施方式
39.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.在本发明中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为
对本发明的限制;术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
41.实施例1
42.请参阅图1~图4,本发明提供了一种膝关节假体,所述的膝关节假体包括股骨头假体、半月板假体、胫骨平台,所述股骨头假体的外部轮廓为月牙形,所述胫骨平台为半月形。
43.进一步而言,所述股骨头假体包括第一端面、第二端面、第三端面、第四端面、第五端面,所述第一端面与第二端面对称设置,且所述第一端面、第二端面的下方呈弧线形,所述第三端面与第一端面垂直,所述第三端面下方呈半圆拱形。所述第四端面与第三端面之间的夹角为100
°
,所述第五端面与第四端面之间的夹角为150
°
。
44.可选的,在本实施例中,所述第四端面与第三端面之间的夹角为100
°
,所述第五端面与第四端面之间的夹角为150
°
。在其他一些可选的实施例中,所述第四端面与第三端面之间的夹角还可以是其他可选的数值,例如80
°
,所述第五端面与第四端面之间的夹角还可以是其他可选的数值,例如120
°
。可以为100
°
,所述第五端面与第四端面之间的夹角可以为150
°
。
45.进一步而言,所述半月板假体包括对称设置的第一弧形凹槽、第二弧形凹槽、定位槽,所述股骨头假体通过所述第一端面、第二端面在所述第一弧形凹槽、第二弧形凹槽中滑动或滚动。
46.进一步而言,所述胫骨平台包括与所述定位槽配合的定位卡扣(图中未标出)。
47.进一步而言,所述胫骨平台还包括:设置在胫骨平台上的第一挡板、设置在胫骨平台上的第二挡板、位于胫骨平台下方的固定柱,所述固定柱上设有第一薄板、第二薄板,且所述固定柱底部为圆角形。
48.更进一步而言,所述第一挡板的高度为3~5mm,所述第二挡板的高度为2~3mm。
49.可选的,在本实施例中,所述膝关节假体、胫骨平台的材质为tc4钛合金,所述为tc4钛合金的材质为高交联聚乙烯。在其他一些可选的实施例中,所述膝关节假体、胫骨平台的材质还可以为纯钛、钴铬合金或不锈钢;所述半月板假体为材质还可以为peek、超高分子量聚乙烯。
50.更具体而言,在本实施例中,所述股骨头假体、胫骨平台与宿主骨接触的表面设置成仿生多孔结构,且所述仿生多孔结构中的孔径为0.4mm~0.8mm,孔隙率为40~80%。
51.上述所述的膝关节假体的制备方法,包括以下步骤:
52.(1)采用cad软件,根据实际膝关节股骨与胫骨平台结构进行建模,并将三个部件按照实际使用进行匹配仿真,配合之后进行股骨头与半月板表面之间的相对滚动模拟,检查匹配度及其运动范围,保证其能够提供膝盖弯曲运动所需的自由度。
53.(2)采用激光选区熔化技术制备股骨头假体、胫骨平台,根据上述设计的结构,将股骨头假体及胫骨平台的三维模型分别导入3d打印系统后进行切片处理,并将切片厚度设置为0.05mm之间,切片完成后添加支撑;
54.(21)准备钛合金tc4粉末,进行筛粉以获得粒径范围为30~45μm的粉末,将筛选后的粉末于真空烘干箱中烘干4h后倒入3d打印系统中等待打印。
55.(22)将事先准备好的不锈钢基板用酒精擦拭干净后装置于3d打印设备中,关闭打印舱舱门,通入氩气保护气体;
56.(23)设置打印参数,即将激光功率设置为260w;光斑直径设置为100μm,扫描速度设置为1200mm/s,铺粉厚度为0.05mm,扫描间距设置为0.06mm;
57.(24)打印完成后,回收剩余未熔化的粉末后使用专用吸尘器将成型件表面的粉末去除后进行取样,将所得到的胫骨平台和股骨头假体分别从基板上采用线切割的方法从基板上切割移出;
58.(24)对3d打印制备的股骨头假体和胫骨平台金属假体进行热等静压和真空热处理,热等静压的工艺具体为:温度850c,压力为100mpa,保温时间为2小时,所述真空热处理温度为750℃,保温时间为1.5h,冷却方式为随炉冷却。
59.(3)采用机械抛光的方式处理股骨头假体的表面,采用机械加工的方式加工胫骨平台与半月板假体连接的一侧,特制夹具固定股骨头假体与胫骨平台以保护假体,之后进行机械加工及表面抛光,其中机械抛光后表面达到镜面效果,且机械加工过程采用无毒无害的生物润滑液进行保护与冲洗,以避免有害杂质。
60.(4)采用机械加工的方式加工半月板假体,并根据加工匹配位点与步骤4加工的半月板假体金属部分进行适应性匹配,确定匹配间隙,进一步优选地,选取购买的符合要求的高交联聚乙烯固体材料加工制备得到半月板假体,将半月板假体的定位槽与胫骨平台的定位卡扣能否匹配,运行无阻,以及将第一挡板、第二挡板与半月板假体上相对应的位置检查是否匹配,并用塞尺检查间隙大小,间隙为0.03mm;
61.(5)将膝关节假体进行运动测试,确定极限运动角度和运动面的匹配度检测,股骨头假体在所述第一弧形凹槽、第二弧形凹槽中滑动或滚动,运动测试的内容与步骤1仿真的内容一致,并进行数据和适当修正。
62.最后应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
