1.本实用新型涉及一种压合模具,更具体的说,本实用新型主要涉及一种用于牛油火锅料成型的预压合模具。
背景技术:
2.模具是用来制作成型物品的工具,模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离(冲裁)。应用内腔形状可使坯料获得相应的立体形状。模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形。模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求。
3.压合模具,顾名思义是具有压合功能的模具,压合模具虽然大多作用于工业上,但对于如糕点、包子、饺子、火锅底料等需要定型的食材来说,也是必不可少的工具,经过压合模具定型后的食材不仅运输方便,外形也更加美观,目前,市面上的压合模具大多需要人工手动操作,虽然操作简单,但是生产效率较低,只适用于家庭,而对于需要大批量生产的食品工厂或食品作坊来说,则需要能加快生产效率、提高产品合格率的压合模具。
技术实现要素:
4.本实用新型的目的之一在于解决上述不足,提供一种能提升生产效率的,提高产品合格率的,更加自动化的,液体或固体都能使用的,用于牛油火锅料成型的预压合模具。
5.为解决上述的技术问题,本实用新型采用以下技术方案:所述压合模具包括压模、操作台、定位模腔和升降模板,所述压模悬空于所述操作台的上方,所述压模的顶面上设有第一升降轴,所述定位模腔镶嵌于所述操作台内,所述定位模腔为没有顶面的空心状,所述定位模腔侧面的顶端与所述操作台的顶面在同一水平线上,所述定位模腔的形状与所述压模的形状一致,所述定位模腔的直径大于所述压模的直径,所述定位模腔的底面设有通孔,所述升降模板设置于所述定位模腔内的底面上,所述升降模板上设有第二升降轴,所述第二升降轴垂直设置于所述升降模板的底面,所述第二升降轴贯穿所述通孔。
6.进一步的,所述第一升降轴下降后,所述压模下降于所述定位模腔内,所述压模的外侧面与所述定位模腔的内侧面相贴合。
7.进一步的,所述通孔设置于所述定位模腔的直径中心,所述通孔的孔径与所述第二升降轴的外径相契合。
8.进一步的,所述升降模板的形状与所述定位模腔的形状一致,所述升降模板的外侧面与所述定位模腔的内侧面相贴合。
9.进一步的,所述第二升降轴设置于所述升降模板的直径中心,所述第二升降轴上升后,所述升降模板的顶面与所述操作台的顶面相平行。
10.进一步的,所述压模上设有切片,所述切片紧贴于所述压模的一方侧面,所述切片的宽度与所述压模一方侧面的宽度相等,所述切片的长度大于所述压模的高度,所述定位
模腔内设有空隙,所述空隙设置于所述定位模腔的底部,所述空隙的位置与所述切片的位置相对应,所述空隙的横截面直径大于所述切片的横截面直径。
11.进一步的,所述切片的底端为刀刃状,所述切片插入到所述空隙内,所述空隙的内径与所述切片的最大外径相契合。
12.与现有技术相比,本实用新型的有益效果之一是:通过设置压模、操作台、定位模腔和升降模板,压模的顶面上设有第一升降轴,定位模腔为没有顶面的空心状,定位模腔的底面设有通孔,升降模板设置于定位模腔内的底面上,升降模板上设有第二升降轴,第二升降轴垂直设置于升降模板的底面,第二升降轴贯穿通孔。使得压模和升降模板都具有自动升降的功能,当固态火锅料投放于定位模腔内,压模通过第一升降轴下降到定位模腔内,对定位模腔内的火锅料进行压实、排气,或者将液态的火锅料倒入定位模腔内,使用压模压合将火锅料表面的气泡排掉后等待凝固,完成压合后的固态火锅料便能通过升降模板进行脱模,脱模时,第二升降轴上升,并带动与其连接的升降模板上升至定位模腔的顶端,脱模后的火锅料便能随之上升到操作台上进行收集,该压合模具不仅能用于固态需要压合紧实的火锅料,还能作用于液态待凝固的火锅料,在更加自动化的设备中,提升火锅料的生产效率与合格率。
附图说明
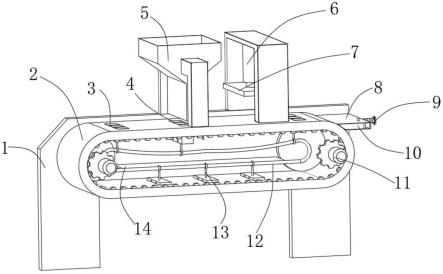
13.图1为用于说明本实用新型一个实施例的结构示意图。
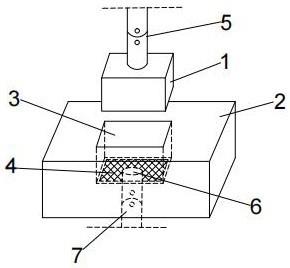
14.图2为用于说明本实用新型一个实施例的压模结构示意图。
15.图3为用于说明本实用新型一个实施例的通孔结构示意图。
16.图4为用于说明本实用新型一个实施例的升降模板结构示意图。
17.图5为用于说明本实用新型一个实施例的第二升降轴结构示意图。
18.图6为用于说明本实用新型一个实施例的切片结构示意图。
19.图7为用于说明本实用新型一个实施例的空隙结构示意图。
20.图中1为压模、2为操作台、3为定位模腔、4为升降模板、5为第一升降轴、6为通孔、7为第二升降轴、8为切片、9为空隙。
具体实施方式
21.下面结合附图对本实用新型作进一步阐述。
22.参考图1所示,本实用新型的一个实施例是:为了能提升生产效率,提高产品合格率,使该压合模具更加自动化,液态火锅料或固态火锅料都能使用该模具,采用压合模具包括压模1、操作台2、定位模腔3和升降模板4,压模1悬空于操作台2的上方,压模1的顶面上设有第一升降轴5,定位模腔3镶嵌于操作台2内,定位模腔3为没有顶面的空心状,定位模腔3侧面的顶端与操作台2的顶面在同一水平线上,定位模腔3的形状与压模1的形状一致,定位模腔3的直径大于压模1的直径,定位模腔3的底面设有通孔6,升降模板4设置于定位模腔3内的底面上,升降模板4上设有第二升降轴7,第二升降轴7垂直设置于升降模板4的底面,第二升降轴7贯穿通孔6。
23.使得压模1和升降模板4都具有自动升降的功能,当固态火锅料投放于定位模腔3内,压模1通过第一升降轴5下降到定位模腔3内,对定位模腔3内的火锅料进行压实、排气,
或者将液态的火锅料倒入定位模腔3内,使用压模1压合将火锅料表面的气泡排掉后等待凝固,完成压合后的固态火锅料便能通过升降模板4进行脱模,脱模时,第二升降轴7上升,并带动与其连接的升降模板4上升至定位模腔3的顶端,脱模后的火锅料便能随之上升到操作台2上进行收集,该压合模具不仅能用于固态需要压合紧实的火锅料,还能作用于液态待凝固的火锅料,在更加自动化的设备中,提升火锅料的生产效率与合格率。
24.参考图2所示,为了压模1能自动下降至定位模腔3内,且对定位模腔3内整个火锅料进行压合,本实用新型的另一个实施例是:采用第一升降轴5下降后,压模1下降于定位模腔3内,压模1的外侧面与定位模腔3的内侧面相贴合。使得通过第一升降轴5下降的压模1在位于定位模腔3内固定的位置时便不会继续下降,避免破坏火锅料的完整性,并且压模1能覆盖住整个定位模腔3内的火锅料,使其受力均匀,完成压合后的火锅料平整美观。
25.参考图3所示,为了升降模板4能于定位模腔3内平稳的上下移动,本实用新型的另一个实施例是:采用通孔6设置于定位模腔3的直径中心,通孔6的孔径与第二升降轴7的外径相契合。使得升降模板4在压模1与之压合后,能将火锅料平稳地上升至操作台2的台面,并且火锅料不易通过通孔6溢出。
26.参考图4所示,为了火锅料在脱模时能受力均匀,本实用新型的另一个实施例是:采用升降模板4的形状与定位模腔3的形状一致,升降模板4的外侧面与定位模腔3的内侧面相贴合。使得火锅料在通过升降模板4的上升进行脱模时,整体向上移动,保持了火锅料的完整性,避免了受力不均可能导致火锅料碎裂。
27.参考图5所示,为了第二升降轴7能与通孔6的位置相匹配,本实用新型的另一个实施例是:采用第二升降轴7设置于升降模板4的直径中心,第二升降轴7上升后,升降模板4的顶面与操作台2的顶面相平行。使得升降模板4能于定位模腔3内移动时,不会带动定位模腔3移动,并且使成功脱模的火锅料平稳地传送到操作台2上,方便收集或封装。
28.参考图6所示,为了将已经凝固为固体的火锅料成品,切割成与定位模腔3形状、大小一致的外观,本实用新型的另一个实施例是:采用压模1上设有切片8,切片8紧贴于压模1的一方侧面,切片8的宽度与压模1一方侧面的宽度相等,切片8的长度大于压模1的高度,定位模腔3内设有空隙9,空隙9设置于定位模腔3的底部,空隙9的位置与切片8的位置相对应,空隙9的横截面直径大于切片8的横截面直径。使得压模1下降时,带动侧面的切片8下降,锋利的切片8将固体火锅料进行切割,切割后的火锅料掉落至定位模腔3内,第一升降轴5继续带动压模1与切片8下降,切片8插入到空隙9内,压模1将火锅料夹在与升降模板4之间,并对其进行压合,使该压合模具具有切割再压合的功能。
29.参考图7所示,为了能轻易地将火锅料切割开,并且压合后的火锅料形状、大小能与定位模腔3一致,本实用新型的另一个实施例是:采用切片8的底端为刀刃状,切片8插入到空隙9内,空隙9的内径与切片8的最大外径相契合。使得通过压模1下降的切片8能先一步将火锅料切割开,继续下降的切片8能直接插入到与其相匹配的空隙9内,这样再进行压合的火锅料便不易被压进空隙9内,脱模后的火锅料便能与定位模腔3内的形状、大小一致。
30.在安装该用于牛油火锅料成型的预压合模具时,将定位模腔3固定安装在操作台2内,定位模腔3的开口处与操作台2的台面平行,将第二升降轴7的一端插入到定位模腔3的通孔6中,然后将平放进定位模腔3内的升降模板4与第二升降轴7连接固定,再将压模1安装到第一升降轴5的底端,压模1的位置与定位模腔3相对应,完成安装,在使用该压合模具时,
方式一:将液态的火锅料倒入进定位模腔3内,使压模1下降至火锅料的表面,使用压模1将火锅料表面的气泡排除,待火锅料冷却凝固后,通过第一升降轴5移开压模1,通过第二升降轴7将升降模板4上升至操作台2台面,便能对成型的火锅料进行收集,方式二:将固体或半固体的火锅料投放进定位模腔3内,下降压模1,将火锅料夹在压模1与升降模板4之间,进行压合,压合完毕的火锅料再通过升降模板4的上升输送到操作台2台面上,进行检验和收集,方式三:先将切片8安装连接到压模1的侧面,切片8的位置与定位模腔3内空隙9的位置相对应,再将固体火锅料放置到操作台2和定位模腔3的上方,操作压模1下降,压模1上的切片8先与火锅料相接触,随着压模1的继续下降,切片8将需要的火锅料切割,切割后的火锅料掉落至定位模腔3内,压模1继续下降,带动切片8插入到空隙9内,压模1下降至合适的位置后,便能对夹在压模1和升降模板4之间的火锅料进行压合,压合完成后,移开压模1和切片8,最后升降模板4将成型的火锅料传送到操作台2上,进行收集或封装。该压合模具不仅能用于固态需要压合紧实的火锅料,还能作用于液态待凝固的火锅料,在更加自动化的设备中,提升火锅料的生产效率与合格率。值得注意的是:该压合模具不仅能作用于火锅料,还能用作糕点、面点等需要进行压合的食材。
31.在本说明书中所谈到的“一个实施例”、“另一个实施例”、“实施例”等,指的是结合该实施例描述的具体特征、结构或者特点包括在本技术概括性描述的至少一个实施例中。在说明书中多个地方出现同种表述不是一定指的是同一个实施例。进一步来说,结合任一实施例描述一个具体特征、结构或者特点时,所要主张的是结合其他实施例来实现这种特征、结构或者特点也落在本实用新型的范围内。
32.尽管这里参照本实用新型的多个解释性实施例对本实用新型进行了描述,但是,应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开、附图和权利要求的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变型和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。