1.本实用新型涉及一种电动汽车换电池领域,具体涉及一种标准化电池模块自动化1分钟快速换电池系统。
背景技术:
2.目前,电动汽车是以车载电源为动力,用电机来驱动车轮行驶的。由于没有尾气排放,电动汽车对环境的污染较传统车要小的多,因此其前景被广泛看好。但是续航短、充电慢是电动汽车的两大痛点,更换电池为电动汽车的能源供应提供了一个解决方案。电池一般设置在汽车的底部,更换电池的过程需要快速完成电池的卸载和安装。现有行业内一般都依赖于人工来完成,这不仅增加人工成本和管理成本,而且由于人工操作的不稳定性,无法保证工作效率。另外,随着生产规模的扩大和生产线运行速度的提升,人工移取电池在速度上存在极大限制,无法达到现代大工业生产线速度要求。因此,随着现代电动汽车的快速发展,需要更稳定快速的电池更换系统,以满足换电池市场需求。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种标准化电池模块自动化1分钟快速换电池系统,实现汽车电池移取更换过程的全自动化,无需人工操作,降低了汽车电池更换强度,极大的提高工作效率,更换电池快速、稳定、方便。
4.本实用新型解决技术问题所采用的技术方案是:标准化电池模块自动化1分钟快速换电池系统,包括停车平台、电池柜、液压主机、气压主机和plc控制柜,液压主机和气压主机分别连接液压件和气压件,在所述停车平台两侧分别对应设有一套快速换电池机构,所述快速换电池机构包括轨道、机构支架、换电池输送平台和驱动电机,所述机构支架通过轨道实现滑动;所述换电池输送平台包括两层,下层为无电电池回收层,上层为有电电池更换层,所述无电电池回收层和有电电池更换层上均设有两组电池推拉装置,所述电池推拉装置包括推拉电机、推拉丝杆、推拉板、真空泵和真空吸盘,所述真空吸盘用于吸附电池;所述换电池输送平台通过升降机构实现上下移动。
5.作为一种优选,所述升降机构包括齿轮、链条、驱动连接板和电机,所述链条通过链条固定座与机构支架固定。
6.作为进一步的改进,所述机构支架的四个立柱内均设有定位轴承滚轮。
7.作为进一步的改进,所述停车平台上设有轮胎定位装置,所述轮胎定位装置包括凹槽滚轮和气压直线定位装置,所述停车平台下方设有液压千斤鼎,所述液压千斤鼎预埋地下30cm。
8.作为进一步的改进,所述轮胎定位装置包括两组,前侧的凹槽滚轮采用v型滚轮,后侧的凹槽滚轮采用平面滚轮。
9.作为进一步的改进,所述无电电池回收层和有电电池更换层的底板上均设有滚珠。
10.作为进一步的改进,所述停车平台周边设有扩栏。
11.作为进一步的改进,所述驱动电机通过电机固定座固定于机构支架两侧,所述电机固定座下方设有轨道定位滚轮。
12.作为进一步的改进,所述无电电池回收层和有电电池更换层的底板背面上均设有加强板。
13.本实用新型创新实现轿跑车和suv车进行组装标准化电池模块,自动化一分钟快换电池新模式,比加油还快,采用一个模式,两个规格,四个标准,六个车型定位,改变了现有人工更换电池的难题和痛点,给电动汽车使用者带来了皆大欢喜。
14.本实用新型的有益效果是: 采用在停车平台两侧对应设有一套快速换电池机构,通过plc控制,现汽车电池移取更换过程的全自动化,无需人工操作,降低了汽车电池更换强度,极大的提高工作效率,汽车两侧电池同时更换,实现1分钟快速换电池,更换电池稳定快捷。
附图说明
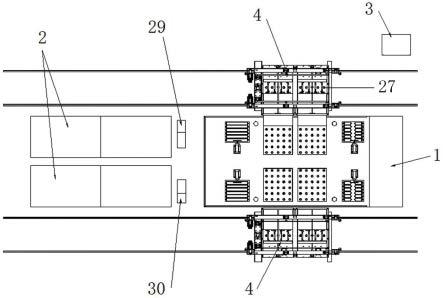
15.图1为本实用新型实施例的俯视结构示意图。
16.图2为本实用新型实施例的局部结构示意图。
17.图3为本实用新型实施例快速换电池机构的结构示意图。
18.图4为本实用新型实施例图2中的a处放大图。
19.图5为本实用新型实施例滚珠的结构示意图。
20.其中,1. 停车平台;2. 电池柜;3. plc控制柜;4. 快速换电池机构;5. 轨道;6. 机构支架;7. 无电电池回收层;8. 有电电池更换层;9. 推拉电机;10. 推拉丝杆;11. 推拉板;12. 真空泵;13. 真空吸盘;14. 电池;15. 驱动电机;16. 齿轮;17. 链条;18. 驱动连接板;19. 电机;20. 链条固定座;21. 定位轴承滚轮;22. 汽车底部换电池区块;23. 气压直线定位装置;24. 液压千斤鼎;25. v型滚轮;26. 平面滚轮;27. 滚珠;28. 扩栏;29. 液压主机;30. 气压主机;31. 电机固定座;32. 轨道定位滚轮。
21.下面结合附图对本实用新型做进一步说明。
具体实施方式
22.如附图1、图2和图3所示,标准化电池模块自动化1分钟快速换电池系统,包括停车平台1、电池柜2、液压主机29、气压主机30和plc控制柜3,液压主机29和气压主机30分别连接液压件和气压件,在所述停车平台1两侧分别对应设有一套快速换电池机构4,所述快速换电池机构4包括轨道5、机构支架6、换电池输送平台和驱动电机15,所述机构支架6通过轨道5实现滑动;所述驱动电机15通过电机固定座31固定于机构支架6两侧,所述电机固定座31下方设有轨道定位滚轮32(如图4所示)。
23.所述换电池输送平台包括两层,下层为无电电池回收层7,上层为有电电池更换层8,所述无电电池回收层7和有电电池更换层8上均设有两组电池推拉装置,所述电池推拉装置包括推拉电机9、推拉丝杆10、推拉板11、真空泵12和三个真空吸盘13,所述真空吸盘13用于吸附电池14;所述换电池输送平台通过升降机构实现上下移动。所述升降机构包括齿轮16、链条17、驱动连接板18和电机19,所述链条17通过链条固定座20与机构支架6固定,所述
机构支架6的四个立柱内均设有定位轴承滚轮21。所述无电电池回收层7和有电电池更换层8的底板背面上均设有加强板,增加底板的强度。
24.所述停车平台1上设有轮胎定位装置,所述轮胎定位装置包括凹槽滚轮和气压直线定位装置23,所述轮胎定位装置包括两组,前侧的凹槽滚轮采用v型滚轮25,v型滚轮25比平台面高6mm,后侧的凹槽滚轮采用平面滚轮26,平面滚轮25比平台面高5mm。所述无电电池回收层7和有电电池更换层8的底板上均设有滚珠27(如图5所示)。所述停车平台1下方设有液压千斤鼎24,所述液压千斤鼎24预埋地下30cm。所述停车平台1周边设有扩栏28。
25.本实用新型中所有电机采用的都是伺服电机。
26.实际使用时,汽车倒入停车平台1,通过轮胎定位装置使汽车停于正位直线,此时液压千斤鼎24向上将汽车顶升5cm,使汽车底部换电池区块22与无电电池回收层7对应,然后两侧快速换电池机构的无电电池回收层7中的推拉电机9同时工作,推动推拉板11向前,使真空吸盘13吸住汽车内的待更换无电电池,然后推拉电机9再往回拉,使无电电池放置于无电电池回收层7底板上,无电电池取出完成。然后两侧快速换电池机构通过升降机构使换电池输送平台下降20cm,使有电电池更换层8对应汽车底部换电池区块22位置,两侧快速换电池机构再同时通过电池推拉装置将电池14推入汽车中,有电电池更换完成。最后两侧的快速换电池机构通过轨道滑动至电池柜2,通过升降机构对应取放电池柜2中的电池,将无电电池放入电池柜2充电,将电池柜2中已充满电的有电电池收集至有电电池更换层8,然后回到汽车换电池起始位置,即可进行下一辆汽车电池的更换,整个过程可实现1分钟快速换电池。
27.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。