1.本实用新型涉及饮用机桶装水领域,具体而言,涉及一种饮水机用水桶、饮水机用水桶的制造方法和制造。
背景技术:
2.市场上绝大部分的饮水机用饮用水桶都在进行回收多次使用,按照pc材料的老化寿命计算,一个水桶在市场上的回收使用次数将大于30次,但是在罐装工厂实际统计发现,投入市场的水桶很少能使用到30次就因为各种原因导致报废,在不满使用寿命的报废桶进行分析发现,大多数报废原因为桶口磕伤,桶口内壁划伤等。每只桶的成本约为30元,因此每年桶口损伤导致的报废金额巨大。
技术实现要素:
3.本实用新型旨在提供一种重复利用的饮水桶,以改善相关技术中存在饮水机用水桶的桶口受损即报废水桶导致的水桶使用寿命低、生产成本高的问题。
4.根据本实用新型实施例的一个方面,提供了一种饮水机用水桶,饮水机用水桶包括:
5.桶体,具有呈筒状的出水口部;以及
6.桶口部,呈筒状且与桶体分体成型,并与桶体的出水口部连接。
7.在一些实施例中,桶口部与桶体的出水口部焊接。
8.在一些实施例中,桶体的出水口部包括第一筒状段和位于第一筒状段的靠近桶口部一侧的第二筒状段,第二筒状段的厚度大于第一筒状段,第二筒状段与桶口部连接。
9.在一些实施例中,桶口部包括第三筒状段和位于第三筒状段的远离桶体的一侧的第四筒状段,第三筒状段的厚度大于第四筒状段,第三筒状段与所桶体的出水口部连接。
10.在一些实施例中,桶体的出水口部与桶口部同轴设置。
11.在一些实施例中,桶口部的的长度为25至30毫米。
12.根据本实用新型的另一方面,还提供了一种上述的饮水机用水桶的制造方法,制造方法包括:
13.将待修复水桶的破损桶口部切除;
14.提供完好的待更换的桶口部;以及
15.将桶口部与切除破损桶口部的桶体连接。
16.在一些实施例中,将待修复水桶的破损桶口部切除包括沿桶体的出水口部的径向切割,以去除破损桶口部。
17.在一些实施例中,待修复水桶的出水口部包括沿出水口部的轴向并排布置的第一段和第二段,第二段的厚度大于第一段,将待修复水桶的破损桶口部切除包括在第二段进行切割。
18.在一些实施例中,将桶口部与桶体连接包括:将桶口部与桶体的出水口部焊接。
19.根据本实用新型的另一方面,还提供了一种上述的饮水机用水桶的制造设备,在一些实施例中,包括:
20.切割装置,包括被配置成夹持待修复水桶的夹持部件和相对于夹持部件可移动地设置的切割部件;
21.焊接装置,与切割装置并排设置,焊接装置包括用于固定切除破损桶口部后的桶体的固定部件和焊接部件。
22.在一些实施例中,制造设备还包括:
23.输送装置,被配置成向夹持部件输送待修复水桶;
24.驱动装置,被配置成驱动夹持部件在夹持待修复水桶的第一位置和释放切除破损桶口部后的桶体的第二位置之间切换;
25.第一位置传感器,被配置成检测待修复水桶是否到达夹持部件所在位置;
26.处理器,与第一位置传感器、驱动装置、输送装置和切割装置分别信号连接,并配置成在待修复水桶到达夹持部件所在位置后,控制驱动装置将夹持部件切换至第一位置,并控制切割装置切除将待修复水桶的破损桶口部。
27.在一些实施例中,制造设备还包括:
28.第二位置传感器,被配置成成检测切除破损桶口部后的桶体是否位于焊接装置的固定部件上;
29.处理器与第二位置传感器信号连接,并在桶体位于固定部件上后,控制焊接装置在桶体上焊接桶口部。
30.应用本实用新型的技术方案,饮水机用水桶的桶体和桶口部分体形成,桶口破损的水桶可更换新的桶口部,改善了相关技术中存在饮水机用水桶的桶口受损即报废水桶导致的水桶使用寿命低、生产成本高的问题。
31.通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
附图说明
32.为了更清楚地说明本实用新型实施例或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
33.图1示出了本实用新型的实施例的待修复水桶的结构示意图;以及
34.图2示出了本实用新型的实施例的切除破损桶口部的桶体和新的桶口部的结构示意图;
35.图3示出了本实用新型的实施例的饮水机用水桶的桶口部的结构示意图;
36.图4示出了本实用新型的实施例的饮水机用水桶的桶体的结构示意图;
37.图5示出了本实用新型的实施例的修复后的饮水机用水桶的结构示意图;以及
38.图6示出了本实用新型的实施例的饮水机用水桶的制造设备的系统框图。
具体实施方式
39.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
40.针对现有技术中存在的饮水机用水桶的桶口受损即报废水桶导致的水桶使用寿命低、生产成本高的问题,本实施例提供了一种饮水机用水桶的制造方法,该制造方法为将桶口破损的水桶的破损桶口部切除并更换新的桶口部。本实施例中通过对桶口破损的水桶进行修复,改善了现有技术中存在仅因桶口破损即报废水桶导致的成本高的问题。
41.图1示出了本实施例的待修复的水桶的结构示意图,图2示出了本实施例的切除破损桶口部的桶体和新的桶口部的结构示意图;图3示出了本实施例的饮水机用水桶的桶口部的结构示意图;图4示出了本实施例的饮水机用水桶的桶体的结构示意图;图5示出了本实施例的修复后的饮水机用水桶的结构示意图。
42.结合图1至5所示,本实施例的饮水机用水桶的制造方法包括:
43.将待修复水桶的破损桶口部1切除;
44.提供完好的待更换的桶口部4;以及
45.将桶口部4与切除破损桶口部1的桶体3连接。
46.在一些实施例中,将待修复水桶的破损桶口部1切除包括沿桶体3的出水口部的径向切割,以去除破损桶口部1。
47.在一些实施例中,将桶口部4与桶体3连接包括:将桶口部4与桶体3的出水口部焊接。
48.在焊接后需对焊接质量进行检测,焊接质量的要求为:焊缝无漏焊、虚焊,确保焊接的平整度、密封性、强度等指标。
49.在一些实施例中,待修复水桶的出水口部包括沿出水口部的轴向并排布置的第一段和第二段2,第二段2的厚度大于第一段,将待修复水桶的破损桶口部1切除包括在第二段2进行切割。
50.在较厚的位置对水桶的桶口进行切割,有利于保证切割质量,也有利于保证后续焊接的质量,提高水桶修复的成功率,降低出现残次品的概率。
51.具体地,对切割位置在桶口的以下25至30毫米处进行切割,优选地,在桶口以下28毫米宽处进行切割。相应地更换的桶口部4的长度与被切处的破损桶口部1的长度相同。
52.根据本实用新型的另一方面,本实施例还提供了一种饮水机用水桶的制造设备,如图6所示,该制造设备包括切割装置10和焊接设备20。
53.切割装置10包括被配置成夹持待修复水桶的夹持部件和相对于夹持部件可移动地设置的切割部件。焊接装置20与切割装置10并排设置,焊接装置20包括用于固定切除破损桶口部1后的桶体3的固定部件和焊接部件。
54.制造设备还包括输送装置30、驱动装置40、第一位置传感器50和处理器60。
55.输送装置30被配置成向夹持部件输送待修复水桶。驱动装置40被配置成驱动夹持部件在夹持待修复水桶的第一位置和释放切除破损桶口部1后的桶体3的第二位置之间切
换。第一位置传感器50,被配置成检测待修复水桶是否到达夹持部件所在位置。处理器60与第一位置传感器50、驱动装置40、输送装置30和切割装置10分别信号连接,并配置成在待修复水桶到达夹持部件所在位置后,控制驱动装置40将夹持部件切换至第一位置,并控制切割装置10切除将待修复水桶的破损桶口部1。
56.在一些实施例中,输送装置30包括输送带。可选地,切割装置10和焊接装置20沿输送带的延伸方向并排布置。切割装置10的夹持部件设置在输送带的一侧,在第一位置传感器50检测到待修复水桶预定位置后,处理器60向驱动装置40输送控制信号,使驱动装置40驱动夹持部件移动,以将待修复水桶固定。
57.切割装置10还包括摆臂、设置在摆臂上的切割轮以及驱动摆臂转动的电机,该电机与处理器60信号连接,在待修复的水桶被夹持固定后,处理器60控制摆臂转动,以使切割轮向水桶移动以切割水桶的破损桶口部1。
58.焊接装置的固定部件设在输送带的一侧,在一些实施例中固定部件为另一夹持部件。
59.制造设备还包括第二位置传感器70,第二位置传感器70被配置成成检测切除破损桶口部1后的桶体3是否位于焊接装置20的固定部件上;
60.处理器60与第二位置传感器70信号连接,并在桶体3位于固定部件上后,控制焊接装置20在桶体3上焊接桶口部4。
61.在一些实施例中,制造设备还包括机械臂机器人,该机械臂机器人用于抓取待更换的桶口部4并将其移动至切割破损桶口部1的桶体3上,以便将桶口部4与桶体3焊接在一起。
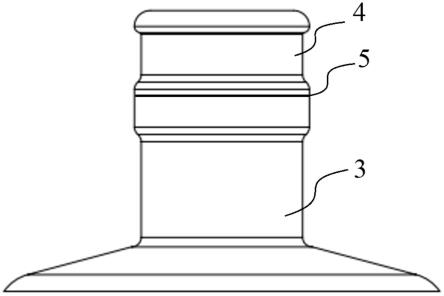
62.根据本实用新型的另一方面,提供了一种利用上述的制造方法和制造设备制造而成的饮水机用水桶,该饮水机用水桶包括桶体3和桶口部4。桶体3具有呈筒状的出水口部。桶口部4呈筒状且与桶体3分体成型,并与桶体1的出水口部连接。
63.在本实施例中,分体成型是指两者并非一体成型,而是桶口部3补接在桶体3上。本实施例中,桶口部3与桶体1焊接,焊接外的其它的成型方式也均应在本技术的保护范围之内。
64.在一些实施例中,桶口部4与桶体3的出水口部焊接,桶体3和桶口部4之间形成有焊缝5。
65.在一些实施例中,桶体3的出水口部包括第一筒状段31和位于第一筒状段31的靠近桶口部4一侧的第二筒状段32,第二筒状段32的厚度大于第一筒状段31,第二筒状段32与桶口部4连接。
66.在一些实施例中,桶口部4包括第三筒状段41和位于第三筒状段41的远离桶体3的一侧的第四筒状段42,第三筒状段41的厚度大于第四筒状段42,第三筒状段41与所桶体3的出水口部连接。
67.在一些实施例中,桶体3的出水口部与桶口部4同轴设置。
68.在一些实施例中,桶口部4的的长度为25至30毫米。
69.以上仅为本实用新型的示例性实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。