1.本发明涉及牙科修复体制作领域,具体地说是一种一体式氧化锆陶瓷桩核冠及其制备方法。
背景技术:
2.牙体缺损是常见的口腔问题,牙体严重缺损时会导致残牙量不足以支撑其上的冠桥或活动义齿,桩核修复是普遍采用的治疗方式。残冠、残根经过彻底的根管治疗后,牙髓腔中粘固牙桩以增加残牙的支撑强度,并在牙桩上安装核以恢复缺损牙体的部分形态,为患牙进一步行冠桥修复、义齿修复创造固位和承载。用桩核恢复正常的牙列形态,对于改善残根、残冠的受力形式,保持牙周膜的生理功能,恢复正常咬合功能,减缓牙槽骨废用性吸收,维持面部丰满等意义重大。
3.牙桩按照材料分为金属桩与非金属桩两大类。金属桩具有远高于牙体组织的弹性模量和强度,容易引发牙根折断,且当在前牙区用高透全瓷冠修复时,会因遮色不力使金属桩核的灰色透过全瓷冠,从而影响美学效果。非金属桩中常见的纤维桩美学效果好,具有和牙本质接近的弹性模量,但挠曲强度较低,受到较大咬颌力时易产生桩折。氧化锆陶瓷因具有良好的生物安全性、优越的美学效果,广泛地用于美学区的牙列修复。采用cad/cam制作的一段式氧化锆桩核,具有较高的硬度及脆性,切削加工费时费力,在加工过程中易出现边缘崩裂、磨损、表面损伤等缺陷,加工的成品率较低。基于这个原因,薄边框和边缘通常需要在这些区域进行过度的轮廓设计,以防止加工过程中边缘断裂。然而,这也导致这些区域中大量的后处理工作。陶瓷3d打印技术为牙冠修复提供了新的设计自由度,同时有望克服标准陶瓷牙冠加工的技术限制。
4.牙桩按照制作方式分为预成型桩与个性化牙桩。预成桩是制造商按一定的标准型号、系列预先加工成型,临床上依据根管扩充后的形态直接选择使用的成品桩。预成桩的直径有限,应用于根管粗大的上颌前牙时较难达到理想的封闭效果,桩与核之间的结合问题也会增加桩核修复失败的风险。个性化桩核制备常见的有铸造、cad/cam切削成型及3d打印技术。其中3d打印中的sla技术能加工氧化锆陶瓷,且具有较高的加工精度,使得制造个性化的一体式氧化锆陶瓷桩核冠成为可能。
5.桩和核能够做成二个独立部件,也可以做成一体结构;分段式桩核间一般通过粘接连接。临床应用中,分段式桩核修复失败的主要表现有桩、核、冠三者直接的脱粘导致修复失败,因桩、核、冠之间的材料差异与结合间距较大,传递应力时产生应力集中而造成牙桩折断现象。分段式的桩核修复在实际操作应用中,还存在操作步骤多、个性化操作的难度较大等不足。而一体式的桩核冠设计,采用了同一种材料,且避免了桩、核、冠之间的粘结问题,同时还能够改变全瓷冠修复的轴倾度降低了个性化修复的难度。一体式的氧化锆陶瓷桩核冠具有复杂的三维结构造型,传统的cad/cam切削成型技术存在较大加工难度,而sla成型技术则能实现复杂的三维造型。
技术实现要素:
6.本发明的目的在于提出一种一体式氧化锆陶瓷桩核冠,能有效规避临床应用中的桩、核、冠脱粘而导致得修复失败;本发明的另一个目的在于提出一种一体式氧化锆陶瓷桩核冠的制备方法,规避传统的切削加工的问题。
7.为实现上述目的,本发明所述一种一体式氧化锆陶瓷桩核冠,包括:
8.牙桩,选取残根内腔的表面形态作为牙桩的外形;
9.牙核,牙核采用伞帽结构,伞帽结构的下边缘与缺损牙体的残留部位完全吻合;牙本质肩领形态由牙核与牙冠结合组成;
10.牙冠,牙冠内表面与牙核外表面贴合;
11.所述牙桩与牙核、牙核与牙冠之间无缝连接。
12.所述牙桩的尖端距离根尖预留3-4mm,牙桩的外表面由残根内表面向内侧偏置0.1-0.2mm,牙桩的外表面与残根内腔表面间隙配合。
13.所述牙桩的外表面与残根内表面之间的间隙内填有粘结剂。
14.一种制备如权利要求1所述的一体式氧化锆陶瓷桩核冠的方法,实现步骤如下:
15.1)首先进行一体式氧化锆桩核冠的设计:
16.a.进行根管治疗及牙体预备,采用硅橡胶取模并将获得的数据转化为三维数据,将获得的三维数据输入计算机设计软件中,重建根管治疗后的残根内腔及牙本质肩领形态;
17.b.获取牙桩三维数据,选取残根内腔的表面形态作为牙桩的外形,牙桩的尖端距离根尖预留3-4mm,牙桩的外表面由残根内表面向内侧偏置0.1-0.2mm,牙桩的外表面与残根内腔的表面采用间隙配合,所述间隙用于涂覆粘结剂,进行牙桩、牙核、牙冠与残根之间的粘结固位;
18.c.获取牙核三维数据,牙核为伞帽结构,伞帽结构的下边缘与缺损牙体的残留部位完全吻合;
19.d.获取牙冠三维数据,牙冠根据患牙近远中的间隙和咬合关系以及同名牙的大小和形态,选取标准化的牙冠模型进行调节,调节至患者所需的理想牙冠形态,伞帽结构的外形部分与牙冠内壁吻合;
20.e.牙桩、牙核、牙冠设计完成后采用合并功能,将其转化成一体式桩核冠结构,以stl格式保存导出;
21.2)然后进行一体式氧化锆桩核冠制备:
22.a.将一体式桩核冠结构数据导入到sla设备中,选取氧化锆陶瓷浆料作为材料,进行光固化成型形成一体式桩核冠素胚;
23.b.采用有机溶剂及异丙醇清洗一体式桩核冠素坯表面;
24.c.将成型得到的一体式桩核冠素胚进行热处理后得到一体式氧化锆桩核冠。
25.所述一体式桩核冠素胚进行热处理步骤中,热处理条件为氩气气氛环境中,烧结温度为1000-1600℃,烧结压强为150-250mpa,保温时间为1-3h。
26.所述的一体式氧化锆陶瓷桩核冠的方法,所述氧化锆陶瓷浆料由氧化锆粉体、光敏树脂、光引发剂分散剂,增稠剂,流变剂,色料,和水组成;
27.所述氧化锆陶瓷浆料根据填充的位置分为本质陶瓷浆料和釉质陶瓷浆料,本质陶
瓷浆料中的氧化锆粉末中氧化钇摩尔百分含量为2%-5%,釉质陶瓷浆料中的氧化锆粉末中氧化钇摩尔百分含量为2%-6%;
28.所述氧化锆陶瓷浆料的制备方法,如下:
29.(1)初步搅拌混合后的氧化锆陶瓷浆料放入球磨罐中采用行星式球磨机以0-300rpm的转速进行混炼,混炼时间为5-6h;
30.(2)将光引发剂后加入混炼的陶瓷浆料内,继续进行研磨混炼,混炼时间为1-2h;
31.(3)将研磨混炼结束得到的氧化锆陶瓷浆料放进真空除泡机中进行脱气处理,直至浆料表面不再产生明显的气泡为止。
32.所述一体式桩核冠素胚,陶瓷浆料层厚度200-400um,牙桩层曝光时间1-7.5s,牙核层曝光时间1-20s,牙冠层曝光时间1-20s,牙桩层曝光强度52mw/cm2,牙核层、牙冠层曝光强度5.2-52mw/cm2。
33.对一体式桩核冠的边缘形态进行修整,使得牙桩与患者的根管密合,牙核与残留的牙本质肩领密合,牙冠与邻牙及对颌牙无干涉并具备正常咬合功能。
34.所述一体式桩核冠具有复杂的三维结构,非回转体形式,采用切削成型技术直接加工难度较大。
35.本发明所述一种一体式氧化锆陶瓷桩核冠及其制备方法,其有益效果在于:
36.一体式的桩核冠设计,采用了同一种材料,避免了桩、核、冠之间的粘结问题,同时还可以改变全瓷冠修复的轴倾度降低了个性化修复的难度;
37.一体式的氧化锆陶瓷桩核冠具有复杂的三维结构造型,传统的cad/cam切削成型技术存在较大加工难度,而sla成型技术则能实现复杂的三维造型;
38.分段式的桩核修复在实际操作应用中,存在操作步骤多、个性化操作的难度较大等不足。
附图说明
39.图1为氧化锆桩核冠设计及制造流程图;
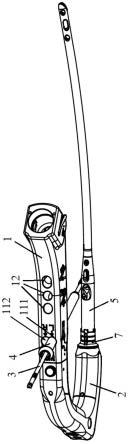
40.图2为一体式氧化锆桩核冠;
41.图3为一体式氧化锆桩核冠设计;
42.图4为一体式氧化锆桩核冠;
43.图中:1-牙桩、2-牙核、3-牙冠、4-残根、5-缺损牙体的残留部位、6-下边缘。
具体实施方式
44.实施例1
45.本发明所述一种一体式氧化锆陶瓷桩核冠的制备方法,如图1-4所示,一种一体式氧化锆陶瓷桩核冠,其特征在于,包括:
46.牙桩1,选取残根4内腔的表面形态作为牙桩1的外形;
47.牙核2,牙核2采用伞帽结构,伞帽结构的下边缘6与缺损牙体的残留部位5完全吻合;牙本质肩领形态由牙核2与牙冠3结合组成;
48.牙冠3,牙冠3内表面与牙核2外表面贴合;
49.所述牙桩1与牙核2、牙核2与牙冠3之间无缝连接。
50.所述牙桩1的尖端距离根尖预留3-4mm,牙桩1的外表面由残根内表面向内侧偏置0.1-0.2mm,牙桩1的外表面与残根4内腔表面间隙配合。
51.所述牙桩1的外表面与残根4内表面之间的间隙内填有粘结剂。
52.一种制备如权利要求1所述的一体式氧化锆陶瓷桩核冠的方法,实现步骤如下:
53.1)首先进行一体式氧化锆桩核冠的设计:
54.a.进行根管治疗及牙体预备,采用硅橡胶取模并将获得的数据转化为三维数据,将获得的三维数据输入计算机设计软件中,重建根管治疗后的残根4内腔及牙本质肩领形态;
55.b.获取牙桩三维数据,选取残根4内腔的表面形态作为牙桩1的外形,牙桩1的尖端距离根尖预留3-4mm,牙桩1的外表面由残根4内表面向内侧偏置0.1-0.2mm,牙桩1的外表面与残根4内腔的表面采用间隙配合,所述间隙用于涂覆粘结剂,进行牙桩1、牙核2、牙冠3与残根4之间的粘结固位;
56.c.获取牙核2三维数据,牙核2为伞帽结构,伞帽结构的下边缘6与缺损牙体的残留部位5完全吻合;
57.d.获取牙冠3三维数据,牙冠3根据患牙近远中的间隙和咬合关系以及同名牙的大小和形态,选取标准化的牙冠模型进行调节,调节至患者所需的理想牙冠形态,伞帽结构的外形部分与牙冠3内壁吻合;
58.e.牙桩1、牙核2、牙冠3设计完成后采用合并功能,将其转化成一体式桩核冠结构,以stl格式保存导出;
59.2)然后进行一体式氧化锆桩核冠制备:
60.a.将一体式桩核冠结构数据导入到sla设备中,选取氧化锆陶瓷浆料作为材料,进行光固化成型形成一体式桩核冠素胚;
61.b.采用有机溶剂及异丙醇清洗一体式桩核冠素坯表面;
62.c.将成型得到的一体式桩核冠素胚进行热处理后得到一体式氧化锆桩核冠。
63.所述一体式桩核冠素胚进行热处理步骤中,热处理条件为氩气气氛环境中,烧结温度为1000-1600℃,烧结压强为150-250mpa,保温时间为1-3h。
64.所述的一体式氧化锆陶瓷桩核冠的方法,所述氧化锆陶瓷浆料由氧化锆粉体、光敏树脂、光引发剂分散剂,增稠剂,流变剂,色料,和水组成;
65.所述氧化锆陶瓷浆料根据填充的位置选择本质陶瓷浆料,本质陶瓷浆料中的氧化锆粉末中氧化钇摩尔百分含量为3%;
66.所述氧化锆陶瓷浆料的制备方法,如下:
67.(1)初步搅拌混合后的氧化锆陶瓷浆料放入球磨罐中采用行星式球磨机以0-300rpm的转速进行混炼,混炼时间为5-6h;
68.(2)将光引发剂后加入混炼的陶瓷浆料内,继续进行研磨混炼,混炼时间为1-2h;
69.(3)将研磨混炼结束得到的氧化锆陶瓷浆料放进真空除泡机中进行脱气处理,直至浆料表面不再产生明显的气泡为止。
70.所述一体式桩核冠素胚,陶瓷浆料层厚度200-400um,牙桩1层曝光时间1-7.5s,牙核2层曝光时间1-20s,牙冠3层曝光时间1-20s,牙桩1层曝光强度52mw/cm2,牙核2层、牙冠3层曝光强度5.2-52mw/cm2。
71.实施例2
72.本发明通过下述技术方案实现牙科用个性化一体式氧化锆陶瓷桩核冠的制作方法,包含如下步骤:
73.步骤1:常规修复设计,牙体预备以及根管治疗;
74.步骤2:采用硅橡胶取模获取患者口内根管内腔、缺损牙列、对颌牙列等模型;
75.步骤3:采用三维扫描仪将石膏模型信息转化为三维数据,以stl格式保存;
76.步骤4:将扫描数据导入到计算机设计软件中,根据患者根管的结构特点和牙体剩余情况,设计一体式桩核冠的三维模型,桩核冠由牙桩1、牙核2、牙冠3三部分组成;
77.步骤5:牙桩1的设计考虑其与残牙的根管适配,寻找到牙桩1与残根4或残冠的接触区域,该接触区域忘内侧偏置0.1mm设置为牙桩1的外表面,同时在根尖预留4mm作为填充区域防止根穿;
78.步骤6:牙核2的设计,采用伞帽结构,伞帽结构的下边缘6与缺损牙体的残留部位5完全吻合,伞帽结构的外形部分与牙冠3内壁吻合;
79.步骤7:牙冠3的设计,充分考虑咬合关系、邻牙间隙、与牙龈边缘的结合情况等要素,牙冠3与伞帽结构的牙核2外表面完全贴合;
80.步骤8:将牙桩1、牙核2、牙冠3合并成一体式桩核冠,数据以stl格式导出保存,并导入到基于sla技术的陶瓷快速成型机,选取氧化锆陶瓷浆料作为材料,进行光固化成型形成一体式桩核冠素胚;
81.步骤9:氧化锆陶瓷浆料由氧化锆粉体、光敏树脂、光引发剂分散剂,增稠剂,流变剂,色料,和水组成;
82.所述氧化锆陶瓷浆料根据填充的位置选择釉质陶瓷浆料,釉质陶瓷浆料中的氧化锆粉末中氧化钇摩尔百分含量为3%;粉体混入光敏树脂混合液中的搅拌速度根据粉体加入后混合液的粘度变化在1500-2000rpm范围内进行调控;初步搅拌混合后的陶瓷浆料放入球磨罐中采用行星式球磨机以250rpm的转速进行混炼,混炼时间为5h;后将光引发剂后加入混炼的陶瓷浆料内,继续进行研磨混炼,混炼时间为2h;将研磨混炼结束得到的氧化锆陶瓷浆料放进真空除泡机中进行脱气处理,直至浆料表面不再产生明显的气泡为止;
83.步骤10:sla加工参数设置:氧化锆陶瓷浆料层厚度25um,牙桩1层曝光时间1.8s,牙核2层曝光时间3.5s,牙冠3层曝光时间3.5s,牙桩1层曝光强度41.6mw/cm2,牙核2层、牙冠3层曝光强度52mw/cm2;
84.步骤11:素坯在马弗炉中进行热处理;热处理条件:氩气气氛,烧结温度为1450℃,烧结时压强为200mpa,保温时间为2h;
85.步骤11:对一体式桩核冠的边缘形态进行修整,使得牙桩与患者的根管密合,牙核2与残留的牙本质肩领密合,牙冠3与邻牙及对颌牙无干涉并具备正常咬合功能。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。