采用光学手段的led芯片焊接质量检测方法
技术领域
1.本发明涉及对led芯片进行测试瑕疵、缺陷领域,具体涉及一种采用光学手段的led芯片焊接质量检测方法。
背景技术:
2.led芯片,也称为led发光芯片,是led灯的核心组件,也就是指的p-n结,其主要功能是把电能转化为光能。led芯片的主要材料为单晶硅,led芯片由两部分组成,一部分是p型半导体,在它里面空穴占主导地位,另一部分是n型半导体,其电子浓度远大于空穴浓度;当这两种半导体连接起来的时候,它们之间就形成一个p-n结,当电流通过导线作用于led芯片的时候,电子就会被推向p区,在p区里电子跟空穴复合,然后就会以光子的形式发出能量,这就是led芯片发光的原理。
3.随着现代化发展,led芯片被广泛的应用于各行各业,而影响led芯片性能的最重要因素就是其焊接质量。在led芯片焊接的过程中可能会出现偏焊,pn结连接,有球无线等缺陷,这些缺陷会大大影响led芯片的寿命。因此对led芯片的焊接结果进行缺陷检测就十分的必要。
4.在现有技术中,常采用aoi检测方法对led芯片的焊接结果进缺陷检测,但是该方法无法忽略位置的要求,而在工业场景下,led芯片的位置是不固定的,因此使用该方法进行检测,准确率不高。
技术实现要素:
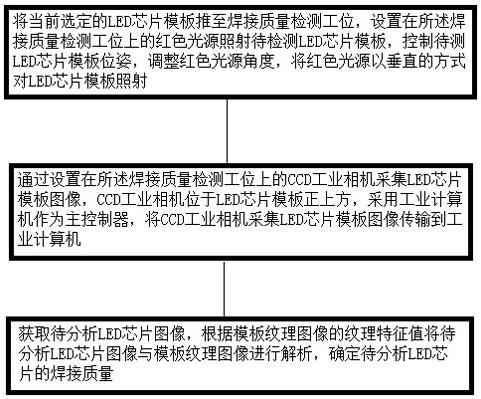
5.为了解决上述技术问题,本发明的目的在于提供一种采用光学手段的led芯片焊接质量检测方法,所采用的技术方案具体如下:将当前选定的led芯片模板推至焊接质量检测工位,设置在所述焊接质量检测工位上的红色光源照射待检测led芯片模板,控制待测led芯片模板位姿,调整红色光源角度,将红色光源以垂直的方式对led芯片模板照射;通过设置在所述焊接质量检测工位上的ccd工业相机采集led芯片模板图像,ccd工业相机位于led芯片模板正上方,采用工业计算机作为主控制器,将ccd工业相机采集led芯片模板图像传输到工业计算机;判断采集的led芯片模板图像是否满足预设的清晰度达标规则,若采集的led芯片模板图像不满足预设的清晰度达标规则,调节所述红色光源的出光参数后,跳转到采集led芯片模板图像的步骤,直至清晰度达标判断;若所采集的led芯片模板图像满足所述预设的清晰度达标规则,则对采集到的led芯片模板图像进行处理,得到模板纹理图像的纹理特征值;获取待分析led芯片图像,根据模板纹理图像的纹理特征值将待分析led芯片图像与模板纹理图像进行解析,确定待分析led芯片的焊接质量。
6.本发明实施例至少具有如下有益效果:
本发明借助于光学手段对led芯片进行测试瑕疵、缺陷,考虑了led芯片的焊接部分的颜色接近红色以及模板灰度图像上像素点周围不同大小的圆周上像素点的灰度值变化,在本发明中使用红色的光源使得焊接处更加明亮,能够扩大焊接部分和其他部分的灰度差异。选择光源完成之后,将光源以垂直照射的方式对led芯片模板进行打光,垂直照射的优点是照射面积大,光照均匀性好,通过判断采集的led芯片模板图像是否满足预设的清晰度达标规则,若采集的led芯片模板图像不满足预设的清晰度达标规则,调节所述红色光源的出光参数后,跳转到采集led芯片模板图像的步骤,直至清晰度达标判断获取像素点的纹理值,不受待分析的芯片位置的影响,具有旋转不变性,进而使得匹配结果较为准确,使得质量检测结果更加准确。
附图说明
7.为了更清楚地说明本发明实施例或现有技术中的技术方案和优点,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
8.图1是本发明的一种采用光学手段的led芯片焊接质量检测方法的方法流程图。
具体实施方式
9.为了更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的一种采用光学手段的led芯片焊接质量检测方法,其具体实施方式、结构、特征及其功效,详细说明如下。在下述说明中,不同的“一个实施例”或“另一个实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
10.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
11.下面结合附图具体的说明本发明所提供的一种采用光学手段的led芯片焊接质量检测方法的具体方案。
12.实施例:请参阅图1,其示出了本发明一个实施例提供的一种采用光学手段的led芯片焊接质量检测方法的方法流程图,该方法包括以下步骤:步骤一,利用可见光手段获取led芯片模板灰度图像,利用大津阈值法对所述led模板灰度图像进行分割,得到焊垫区域,并获取焊垫区域的最长边长度。
13.首先,需要说明的是,对于led芯片的焊接质量检测主要是根据焊接区域来进行判断。其中,主要的判断依据为焊垫是否与pn线接触,焊点和焊垫的覆盖关系。led芯片的焊接质量较为优秀时,焊垫不与pn线接触,焊点完全覆盖焊垫,且pn线较为明显。故为了检测led芯片的焊接质量,必须对待检测的led芯片图像定位到焊接的部分进行检测,则需要先获取一个焊接区域的模板,能够准确的得到待分析的图像中的焊接区域。
14.具体地,获取一个焊接质量较为优秀的led芯片作为模板,由于led芯片的焊接部分的颜色接近红色,在本实施例中使用红色的光源使得焊接处更加明亮,能够扩大焊接部
分和其他部分的灰度差异。选择光源完成之后,将光源以垂直照射的方式对led芯片模板进行打光,垂直照射的优点是照射面积大,光照均匀性好。并采用ccd工业相机对led芯片模板图像进行采集,相机位于芯片正上方。并对采集到的led芯片模板图像进行灰度化处理,得到led芯片模板灰度图像。进一步具体的:将当前选定的led芯片模板推至焊接质量检测工位,设置在所述焊接质量检测工位上的红色光源照射待检测led芯片模板,控制待测led芯片模板位姿,调整红色光源角度,将红色光源以垂直的方式对led芯片模板照射;通过设置在所述焊接质量检测工位上的ccd工业相机采集led芯片模板图像,ccd工业相机位于led芯片模板正上方,采用工业计算机作为主控制器,将ccd工业相机采集led芯片模板图像传输到工业计算机;判断采集的led芯片模板图像是否满足预设的清晰度达标规则,若采集的led芯片模板图像不满足预设的清晰度达标规则,调节所述红色光源的出光参数后,跳转到采集led芯片模板图像的步骤,直至清晰度达标判断;若所采集的led芯片模板图像满足所述预设的清晰度达标规则,则对采集到的led芯片模板图像进行处理,得到模板纹理图像的纹理特征值;获取待分析led芯片图像,根据模板纹理图像的纹理特征值将待分析led芯片图像与模板纹理图像进行解析,确定待分析led芯片的焊接质量。使用铝型材作为焊接质量检测工位整体的框架,将ccd工业相机装在可调整倾斜度的相机框架上,焊接质量检测工位上安装有电动旋转平台。
15.同时,在本实施例中,将通过人为判断或者经过检测焊接质量为合格或者优秀的led芯片作为模板进行相关研究,实施者也可以根据实际情况选择合适的方法获取模板。
16.然后,利用大津阈值法对led芯片模板灰度图像进行分割处理,得到焊点区域和其他区域;利用形态学运算对焊点区域进行处理得到类圆形区域,获取类圆形区域的中心点;以所述中心点为圆点进行圆形扩张,统计在进行圆形扩张的过程中各圆上边缘像素点的灰度值,构建灰度直方图;获取灰度直方图上第二个突变点对应的圆形区域,根据所述圆形区域对led芯片模板灰度图像进行阈值分割,得到焊垫区域。
17.具体地,利用大津阈值法对led芯片模板灰度图像进行分割处理,得到焊点区域和其他区域。由于焊点区域和其他区域部分灰度化后的灰度差异较大,可利用大津阈值法或者其他阈值分割的方法直接获取焊点区域部分。同时焊接质量较为优秀的led芯片上接线部分与焊点区域基本重合,采集到的图像中可能会存在接线部分和线路相连进而破坏分割效果,因此采用形态学运算对焊点区域进行处理,即对焊点区域进行开运算,得到类圆形区域。其中,形态学开运算为公知技术,在此不在过多赘述。
18.获取类圆形区域的中心点,以所述中心点为圆点进行圆形扩张,统计在进行圆形扩张的过程中各圆上边缘像素点的灰度值,构建灰度直方图。由于焊垫区域与背景区域的灰度变化较为明显,在圆形扩张的过程中,焊点区域和焊垫区域的临界处存在一个灰度突变点,焊垫区域和背景区域之间的临界处存在一个突变点。故可获取灰度直方图上第二个突变点对应的圆形区域,利用大津阈值法对该圆形区域进行分割处理,得到焊垫区域。
19.最后,由于焊垫区域一般近似为圆形区域,故获取焊垫区域的最大直径。其中,若焊垫区域不是近似圆形,则可以获取焊垫区域的最长边的长度,进而进行后续步骤的分析。
20.步骤二,获取led模板灰度图像上各像素点8邻域内的像素点灰度值均值;在以led模板灰度图像上各像素点为圆心所述最长边长度为直径的圆的边缘上,获取所述边缘上像素点的灰度值均值;计算两个所述灰度值均值的差值,得到led模板灰度图像上各像素点的
纹理值;将led模板灰度图像上各像素点的像素值重新赋值为像素点的纹理值,得到模板纹理图像;根据模板纹理图像上各像素点与其8邻域内像素点的差异,得到模板纹理图像的纹理特征值。
21.具体地,计算led模板灰度图像上像素点的纹理值,用公式表示为:其中,表示像素点o的纹理值,表示以像素点o为圆心r为半径的圆的边缘上第i个像素点的灰度值,n表示以像素点o为圆心r为半径的圆的边缘上像素点的总个数,表示以像素点o为圆心半径1的圆的边缘上第j个像素点的灰度值,m表示以像素点o为圆心半径1的圆的边缘上像素点的总个数。需要说明的是,也可表示为像素点o的8邻域内第j个像素点的灰度值,则此时m的取值为8。
22.在led模板灰度图像上,在芯片的焊接部分,所选取的两个圆形边缘上像素点的灰度值差异较大,而在其他部分,所选取的两个圆形边缘上像素点的灰度值差异较小,因此可以计算各像素点的纹理值,并对led模板灰度图像上各像素点的像素值重新赋值,得到模板纹理图像。
23.进而计算模板纹理图像的纹理特征值,用公式表示为:其中,表示模板纹理图像的纹理特征值,表示像素点o的纹理值,表示像素点o的8邻域内第a个像素点的纹理值,n表示模板纹理图像上像素点的总数量。
24.需要说明的是,计算纹理特征时,本实施例以像素点为圆心形成的圆来进行计算,虽然在工业场景中芯片位置可能会发生些许偏移,但是若与模板相似,其周围一圈像素点的变化不会很大。同时,焊垫区域近似为圆形,为了能够准确得到该区域的纹理特征,在本实施例中,使用两个不同大小的圆对图像上像素点的像素值进行研究。其中一个圆的半径为1,获取圆心周围一圈的8个像素点,即获取圆心8邻域内的各像素点。另一个圆的半径为焊垫区域最大的半径,获取该圆上的边缘像素点。这么做的好处是,选择焊垫区域的最大半径作为计算纹理时的半径,能够确保焊接部分都能够被表征。
25.步骤三,获取待分析led芯片图像,根据模板纹理图像的纹理特征值将待分析led芯片图像与模板纹理图像进行模板匹配定位,得到芯片焊接区域图像;对芯片焊接区域图像进行阈值分割得到焊接区域分割图像,根据焊接区域分割图像确定待分析led芯片的焊接质量。
26.首先,获取待分析led芯片图像,具体地,同样采用红色光源垂直照射的方式对待分析led芯片进行打光,扩大焊接部分和其他部分的灰度差异,采用ccd工业相机对待分析led芯片进行图像采集,待分析led芯片焊接完成之后送上传送带,在传送到某一位置停止,相机位于待分析led芯片正上方,此时采集图像之后,传送带继续运动。同时,对采集到的图像进行灰度化处理,得到待分析led芯片图像,使其变为单通道图像,方便后续的操作。
27.需要说明的是,根据所选模板给出该模板对应的纹理特征值,由于是工业场景,在工业生产当中可能会出现位置偏斜等情况,因此本实施例根据像素点周围像素值计算图像的纹理特征值,表现更多的是像素点与周围像素点的像素值之间的差异,即使采集待分析led芯片图像时发生倾斜或者旋转等情况,并不会影响结果的判断。
28.获取模板纹理图像相同大小的窗口对待分析led芯片图像进行滑窗处理,分别计算各窗口内的纹理特征值;根据模板纹理图像的纹理特征值与各窗口内的纹理特征值的差值的倒数,得到各窗口区域与模板纹理图像的相似度;获取所述相似度最大值对应的窗口区域得到焊接区域。
29.此时,对于找到的相似度最大区域,已经确认该区域存在焊接区域,但是由于工业场景中倾斜角度不确定,可能只有部分焊接区域在该区域中,而此时将已经确认的相似度最大区域进行平移和旋转就可以得到全部的焊接区域,这里使用最优化算法的思想,在旋转和平移的过程中,寻找相似度增大的方向,直到进行任何旋转或者平移之后,该区域的相似度不发生改变,则该区域为最终确认的焊接区域,并获取芯片焊接区域图像。
30.然后,对芯片焊接区域图像进行阈值分割得到焊接区域分割图像,所述焊接区域分割图像包括待分析焊点区域、待分析焊垫区域、待分析pn线区域和待分析背景区域。其中,待分析焊点区域也包含了接线部分。
31.具体地,由于焊点区域较为明亮,故可以利用大津阈值法对芯片焊接区域图像进行分割处理,得到待分析焊点区域和待分析其他区域。
32.利用形态学运算对待分析焊点区域进行处理得到待分析类圆形区域,获取待分析类圆形区域的中心点;以所述中心点为圆点进行圆形扩张,统计在进行圆形扩张的过程中各圆上边缘像素点的灰度值,构建灰度直方图。
33.由于待分析焊垫区域与待分析背景区域的灰度变化较为明显,在圆形扩张的过程中,待分析焊点区域和待分析焊垫区域的临界处存在一个灰度突变点,待分析焊垫区域和待分析pn线区域之间的临界处存在一个突变点,待分析pn线区域与待分析背景区域之间的临界处存在一个突变点。
34.故可获取灰度直方图上第二个突变点对应的圆形区域,根据所述圆形区域对芯片焊接区域图像进行阈值分割,得到待分析焊垫区域;获取灰度直方图上第三个突变点对应的圆形区域,根据所述圆形区域对芯片焊接区域图像进行阈值分割,得到待分析pn线区域。
35.利用边缘检测算法对芯片焊接区域图像进行处理,提取待分析芯片焊接区域的边缘信息,得到待分析背景区域。其中,提取边缘信息所用算法为canny算子,该算子为公知技术,在此不再过多赘述。将所述待分析焊点区域、待分析焊垫区域、待分析pn线区域和待分析背景区域结合构成焊接区域分割图像。
36.最后,将芯片焊接区域图像上待分析焊点区域内像素点的像素值重新赋值为第一数值;将芯片焊接区域图像上待分析焊垫区域内像素点的像素值重新赋值为第二数值;将芯片焊接区域图像上待分析pn线区域内像素点的像素值重新赋值为第三数值;将芯片焊接区域图像上待分析背景区域内像素点的像素值重新赋值为第四数值。其中,在本实施例中,第一数值、第二数值、第三数值和第四数值的取值分别为1、2、3和4。
37.获取以待分析焊点区域中心点为圆心、以待分析焊垫区域最长边长度扩大两个步长为直径的圆上,各边缘像素点的像素值;所述像素值为第三数值的边缘像素点数量大于
预设阈值时,说明焊垫接触到了pn线,则待分析led芯片的焊接质量为不合格;所述像素值为第三数值的边缘像素点数量小于预设阈值时,说明焊垫没有接触pn线,则待分析led芯片的焊接质量为合格。
38.需要说明的是,在本实施例中,仅针对led芯片的焊接是否合格进行判断,并不考虑led芯片的焊接质量的等级,即焊接质量为优秀、良好等。其中,分析led芯片的焊接是否合格的重要因素为pn线与焊垫是否接触。实施者也可根据实际情况选择扩大的具体步长,或者选择其他较为合适的方法进行判断pn线与焊垫是否接触。
39.以上所述实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案和范围,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
