1.本发明总体上涉及用于切割、移除、收回和清洁具有大致封闭或开放的管状结构的表面的固体或轮廓的装置和机器领域。本发明在去除岩石或固体方面、在清洁管道和具有大致凹入形状的空间中应用,并且更具体地,在去除和抽取耳蜡方面具有应用,本发明涉及制造螺旋体以去除耳垢和类似应用的方法。
背景技术:
2.用于切割、移除和清洁的装置和工具通常由移除但不去除切割材料的部件组成,去除切割材料需要由另一个动作完成的,这些装置用于挖掘不同尺寸和目的的隧道,并且用于挖掘以放置管道和其它元件。
3.同样的情况也发生在食品、化学和混合工业中的管道清洁上。现有技术中的清洁方法中使用加热和加压的化学物质,保持足够长的时间以确保去除和清洁。这些物质具有污染性,并且通常被倾注到河床中。接触这些导管内表面的物理元件,不管是闭合的还是开放的,似乎都很方便的,在注入较少污染物质的情况下,这种清洁方式是快速且可靠的。
4.胶粘剂和个人清洁物品(诸如刷毛刷)使用搅拌但不移除的元件,它们通常由硬塑料纤维制成,当被丢弃时难以降解,并且由于是小纤维,存在误吞的危险。利用螺旋体可以形成单件,这比由纤维制成的单件更有效且污染更少。还允许用较软的接触表面进行耳垢的清洁,并且可以防止穿透导致损坏耳朵脆弱部分的问题。
5.用于清洁耳垢和其他卵形用途的棉花交换物具有以下几个缺点:
6.1.它们在生态上具有攻击性,因为塑料把手不易降解,尽管它已被其他可降解材料(如纤维素)取代。
7.2.圆锥形将耳垢推入耳内,平坦的表面会去除耳道内的毛发,因此不推荐使用,这也适用于涂抹和清洁敏感区域。
8.3.它们会因坚硬且不限制用户将其推入的深度而损坏耳朵的脆弱内部。
9.基于本发明可以进行许多应用。可以使用手动或机动操作来清洁空腔、管道等的外部和内部部分,以及封闭和开放的凹区。例如:
10.a)切割和去除用于加工金属或硬质材料的材料和工具。
11.b)目前的隧道挖掘技术是用一个具有切割件和加固性能的大圆盘来完成的。圆盘的直径等于最终空腔,在旋转、切割和粉碎整个表面的层层岩石时,需要非常坚固的结构和效力。如果该表面有部分坚硬的岩石和砾石或较硬的岩石,则整个直径上的转动和剪切应力等于最坚硬部分所需的应力。如果表面不均匀,它也无法调整切割。
12.c)此外,如果圆盘的一部分出现故障,则必须停止整个操作。
13.如果使用独立部件组成的切割装置,如螺旋体,安装在一个系统中,每个切割部件一起或独立旋转,就可以定位切割部件,可以使它们覆盖的直径与用大圆盘获得的直径相同。
14.1)每个切割螺旋体都可以根据被切割材料的情况而动作。
15.2)仅去除整个表面的一部分,在最硬的部分周围起作用,采用削弱并分部分去除的方式。
16.3)每个螺旋面以不同速度进行钻孔。
17.4)如果一个切割元件发生故障,其他切割元件可以继续运行。
18.5)如果旋转方向改变,螺旋体将材料推入空腔,在挖掘过程中,钻孔放置爆炸材料,然后将其覆盖以提高效率。螺旋体沿一个方向旋转,钻出空腔,并在相反方向推动材料覆盖它们。
19.6)可以安装硬度、切割阻力传感器系统,将其传输到ai单元,以便根据切割元件的条件调整每个切割元件。
20.d)医学等方面的应用,清洁静脉和动脉的手术设备、前列腺手术和其他腔体。在纳米螺旋体中,运动可以不是通过电动机来实现,而是通过化学作用或细胞来实现,这些都存在于现有技术中。
21.e)用于家庭或个人使用的器具,例如耳垢清洁,与耳朵的接触很柔软,底座可以加宽以控制它不会到达脆弱的部位。
22.f)其他可能的应用包括清洁探针、在管道内移动的机器人、通过螺旋或远程电机驱动的机器人。
23.g)螺旋叶片的形状可以针对要执行的功能进行优化,定量计算并在建造前对其性能进行测试。在本领域中,有用于测试的应用和用于测试的3d打印,时间短且成本低。
24.以下发明提出了新形式的螺旋形状来去除和清洁耳垢,其具有与本发明不同的特征。
25.usd545431s-纳米设计有限公司的用于耳朵清洁拭子的螺旋槽头,显示定义为圆锥形状的螺旋,具有平坦的切割和接触边缘,它不表示去除器和清洁平面的几何形状,因此圆锥的顶点是椭圆形,不适合去除和清洁最里面的部分。它可以产生推动作用,就像卵形的一样,它没有显示如何构建它。
26.它显示了以圆柱形和卵形定义的螺旋,具有平坦的边缘和接触。圆锥的顶点是椭圆形的,这对于去除和清洁最里面的部分不是最佳的。它会倾向于推入耳垢,就像卵形的耳垢一样,它没有说明如何构建它。
27.专利2003/0135228公开为us2008142385a1;us2009173650a1。它提出了一种卵形耳垢清洁棉签,每个螺旋从手柄的一端开始,松散地结束。手柄末端有一个点,以防止深度清洁会损坏耳膜。
28.以下用于去除耳垢的发明与所提出的发明不同,因为它们不是螺旋形的,不是圆锥形的,没有显示如何构建它或不是一次性的,us6033417,us5632756,us5374276,us3923061,jp2017511158a,us20130304103a1,us7658745b2,us9867738b2,us9867738b2,us209125588a1,twm484411u。
29.以下发明提出了新形式的螺旋体来切割和去除几种材料,其特征与本发明不同,它们不包括修改切割平面的形状以优化操作,它们是细长的螺旋形,不适合去除切碎的材料。一些人提出加固、铰接部分,但没有集成或减轻组件,以适应电子和人工智能手段。us3715788a、ca435662a、ca709213a、ca2486839c、a209330a、jp5023628b2、kr101369580b1、gb2342372a、gb2558172a。
30.一般说明
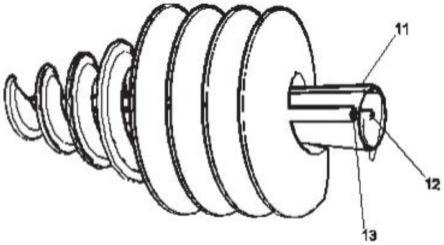
31.图1显示了圆柱形螺旋体的示意性透视图,其具有把手11和平面的横截面(2),该平面形成四个刀片27,用于切割、移除和取出材料和其他特征。
32.图2显示了具有六个刀片27的锥形螺旋体的示意性透视图。
33.图3显示了具有五个刀片27的锥形螺旋体的示意性透视图。
34.图4显示了螺旋体的透视图,其中两个管道沿其把手位于内部或侧面。
35.图5显示了由几个区段10组成的螺旋体的透视图,在它们的轴上具有接头或联接件14。
36.图6显示了螺旋体1的透视图,以在把手11的端部用螺旋体去除和清洁耳垢。
37.图7显示了制造用于清洁耳垢的螺旋体的半模的透视图。
38.图8显示了一个盒子和盖子15a的透视图,它容纳了螺旋体的一半模具15,底部封闭,顶部开口,在其内部空间中形成空腔20容纳螺旋体的半模。
39.图9示出了容纳一半螺旋模具15的盒组件15a的透视图,其特征在于图7和8中描述的特性。。
40.图10显示了用于容纳形成螺旋体的半模的一组盒子的透视图.
41.图11显示了一组4个盒子的透视图,用于容纳螺旋体的半模。
42.图12示出了盒框架26的透视图,以将十个盒放置在容纳十个螺旋半模的带上。其示出了用于盒的第二壳体,该第二壳体在具有十个腔体的第一腔体上方对齐并升高以容纳十个螺旋半模以形成螺旋体。
43.图13显示了用于切割诸如岩石之类的挖掘材料的螺旋体的平面图,其中把手11、外刃5和固定到它们的增强件8。
44.图14显示了用于切割诸如岩石之类的挖掘材料的螺旋体的侧视图,其中把手11、外刃5和固定到它们的增强件8、注射器管道12和材料提取管道13。
45.图15显示了用于切割诸如岩石的挖掘材料的螺旋体的透视图,其中把手11、外刃5和固定到它们的增强件8。
46.本发明的详细描述
47.以下附图一般性地说明了所提出的发明,但不限于这些说明。
48.图1显示了圆柱形螺旋体1的示意性透视图,其中平面的横截面2沿轴线移动以形成四个刀片27,这些刀片在同一运动中切割、移除和提取材料通过将其转向正确的方向。它还显示了基部3和螺旋体1顶点的相等半径的长度、刀片27之间的距离4、刀片的基部6、形状和曲率刀片的内刃7和外刃5可以设置增强件8、也可以加强的切割点9和把手11。扭曲的数量、基部和顶点之间的距离根据具体应用和制造材料的不同而有所不同。
49.图2显示了锥形螺旋体1的示意性透视图,其中平面的横截面2沿轴线移动以形成六个刀片27。它还显示了图1中描述的特性。
50.图3显示了锥形螺旋体1的示意性透视图,其中平面的横截面2沿轴线移动以形成五个刀片27。它还显示了图1中描述的特性。
51.由于其圆形形状,螺旋面的顶部和底部平面视图将显示连续的同心圆,这些圆可以具有不同的直径和数量。
52.图4示出了螺旋体的透视图,其中两个管道沿其把手位于内部或侧面。注射器管道
12根据被切割和去除的材料注入适当的物质,例如,采矿中的水、工业过程中的清洁导管中的肥皂和移除剂、医学中的化学或生物物质,诸如前列腺操作中的凝结剂和抗炎剂等,第二提取管道13清除去除或切割的材料和注入的物质。
53.图5显示了由几个区段10组成的螺旋体的透视图,其中接头或联接件14在它们的轴线上,使得它们以与将要被切割的物体相同的角度和曲线定向和旋转。移除和清洁并将其定向在期望的方向上。图4中指示的管道可以被添加到该主体。每个区段可以借助于每个区段接头处的线缆或马达(未示出)独立地且以不同的速度旋转,并且具有本领域中的灯和传感器,螺旋部分可以变成牵引元件以向前或向后移动组件。它可以连接到具有指令的系统,并且创建累积信息并与人工智能一起动作的切割和移除体。
54.图6显示了螺旋体1的透视图,用于清洁耳垢和其他用途,在把手11的端部带有螺旋体,其中显示了平面2的横截面的刀片,这给出了刀片的所需形状。虽然没有列出,但这种螺旋体具有图1中描述的特性。
55.在卵形形状中使用相同量的材料的情况下,该螺旋主体产生较大的接触面积和更平滑、更多的切削角度,从具有较小压力的导管移除、移除蜡或任何其他材料,刀片的外刃5接触较小的点并且在与仅具有卵形总体表面的接触元件不同的表面上。刀片的曲率有助于更有效地移除和撤回材料,而不会有推动它的风险;比顶点更宽的基部降低了损坏耳朵的内部部分的风险。
56.图7显示了螺旋体半模的透视图。两半并不完全相同,每一半都是螺旋体沿把手纵向切割的产物。刀片的空腔16和注射孔17将模具的3个侧面与图8中描述的盒子的空腔以及螺旋体刀片所在的空腔16连通形成。它显示了模具的凹形区域18,该凹形区域18形成把手11的一部分并与图8中描述的盒子28的凹入区域19接触。
57.图8显示了一个盒子28的透视图,相同的,它被设计成在其内部空间中容纳螺旋体的任何一半模具,并且可以更换,仅更换每个模具的一半用以制造。相同的过程不同的形状和大小取决于它的预期用途。盒子28具有容纳部分夹具的凹入区域19、容纳一半螺旋模具的空腔20和用于在模具下方留出空气循环空间的夹具21。该空腔20与2个横向空间22相通,以从图7中所示的模具侧面抽出空气。在盒子的下部23中,有一个连接孔24用于固定联接件合作将盒子连接到抽气机构,在盒子和模具中产生负压。它还显示了4个孔25,用于将盒子拧到一个把手上,该把手允许容纳几个如图12所示的盒子以形成螺旋体。
58.图9显示了具有与图8中描述的相同特征的盒子的透视图,该盒子保持了图7中描述的螺旋模具的一半。
59.图10显示了形成螺旋体模具的一半的2个盒子28和把手11的透视图,其凹入区域19用于容纳把手11的一部分、空腔20装有螺旋半模的地方,如图8所示,具有前面图中描述的特性。
60.图11显示了一组4个模具的透视图,用于容纳形成一半螺旋体的半螺旋模具。每个都有一个连接孔24并与系统连通以产生真空,它显示了前面图中描述的特性。
61.图12示出了用于将十个盒子放置在带上的框架26的透视图,其中容纳了十个螺旋体(1)的半模,并且在每个半模中容纳了带有其把手11的预成型螺旋体。它显示了第二个夹具对齐并高于第一个夹具,具有十个腔以容纳十个螺旋半模(未显示)和夹具。两者都用连接孔24夹住,以在内部空间中产生真空,该真空与每个盒子的空腔和容纳在其中的半模的
空腔相通。
62.图13显示了用于切割诸如岩石之类的挖掘材料的螺旋体的平面图,其中把手11、外刃5和固定到它们的增强件8。
63.图14显示了用于切割挖掘材料(例如岩石和采矿)的螺旋体的侧面透视图,其中把手11、外刃5和固定在其中的增强件8以及注射器管道12和材料提取管道13。这种模式与图5中描述的模式相结合,可用于采矿业,以注入适当的材料并清除分离过程中去除的材料。它允许跟随矿脉并仅提取矿脉,对相邻材料的清除量最少,并减少对生态的负面影响。可以根据需要将遮阳板、灯、测试仪等添加到此模态中,此存在于现有技术中。
64.图15显示了用于切割诸如岩石的挖掘材料的螺旋体的透视图,其中把手11、外刃5和固定到它们的增强件8。
65.制造工艺
66.如所描述的,如果用于形成螺旋刀片的过程中的一部分被修改,则用于移除和抽出耳蜡的新螺旋体可以用相同的已知机器构建。
67.第1步
–
设置制造商提供的材料、把手和螺旋材料,这可以有多种形式:
68.1.制造螺旋体的材料棉、纤维素或其他本领域适合制造螺旋体的材料,可以有多种形式:
69.a)宽8到10毫米,厚1到2毫米的扁平带。
70.b)8至10毫米宽的斜面带,其中一侧厚3至4毫米,向另一侧减小至1至2毫米。
71.c)圆柱形条带,如螺纹,直径为1至2mm。
72.在任何这些形式中,材料是预切割的或连续的。在这种情况下,预成型步骤包括在旋转时切割每个零件。
73.2.预成型把手,由浸渍纸、纤维素、木材制成,长50至60毫米,直径2至3毫米。它可以具有不同的长度和直径,具体取决于其预期的应用。
74.第2步
–
在手柄的每一端添加润滑剂,以帮助塑造和保持形状,通过在冷、热、蒸汽(约0.025ml)中分散来移除可能在耳内部脱落的纤维颗粒。
75.第3步
–
将0.5至1克棉花、纤维素或其他具有合适特性(柔软、吸水、无颗粒)的材料缠绕在把手的两端,从而预成型螺旋体。
76.这种缠绕导致锥形螺旋体的底部直径为5至6毫米,上端直径为2.5至5毫米,比用于清洁蜡的螺旋体的最终尺寸大25至30%。这些措施根据其预期的应用进行修改。可以通过多种方式制作预成型:
77.a)将把手11放在带子或圆柱体中,该带子或圆柱体具有空腔,其形状和装置使其旋转。
78.b)在纵向切割的模具中间模制一条扁平材料带,例如棉花,该模具具有低浮雕螺旋面的形状,独立于把手11握持。模具的这半部分被雕刻在一块20到23毫米见方、6到13毫米高的块中,并根据其预期的应用而变化。
79.带或圆柱体的运动使要滚动的材料更靠近并保持与把手11的每一端接触,并靠近具有以低浮雕雕刻的螺旋体半模的空腔。在把手11的端部,诸如棉花之类的材料被夹持、旋转并在半模上滚动,迫使它形成螺旋体半模的形状。在每一端缠绕0.02至0.03克的材料,带或圆柱体的运动将预成型的螺旋体带到一个存储空间。
80.c)在把手的每一端卷起一条圆柱形的材料条,在锥形底部有更多的缠绕时间,并朝着更小的直径方向移动。将产生底部有更多材料的锥形辊。
81.d)当材料源沿模具轴线纵向移动时,通过对着半个模具滚动来模制圆柱形条带。
82.第4步
–
将预成型的螺旋体放入容器中,该容器靠近提供最终形状的带或圆柱体。
83.第5步-将预成型的螺旋体布置在带上的夹子中,该夹子包含十个螺旋体的模具的一半,带按本领域目前的方式移动。
84.第6步
–
循环给出最终形状。十个带有半螺旋体模具和手柄的盒子被容纳在移动皮带上的框架中,把手的下部有一个连接孔24,连接到在十个盒子中产生真空的空间,在盒子里有十个预先形成的螺旋体,对齐并在第一组相反的顶部,还有另一组十个盒子和模具,所述另一组下降并接触带上的第一组,用垫圈(未显示)进行密封。两组均移动,在位移过程中,两组均产生机械压力和真空,这将迫使经过润滑剂处理的材料呈现模具的低浮雕形状。顶部的组升高并移动回到在带上移动的一组十个盒子的顶部上,以开始另一个周期。
85.时间和距离是同步的,因此两组在每个循环中重合。周期时间取决于目标产量。若为每分钟2000个单位,则下降、接触、移位随带移动的箱体、清空、上升、移回放置在带上移动的组上的循环,如果在每个循环中形成10个单元,则时间将是(2,000/10=200个周期/分钟),60秒/200个周期=0.3秒/周期)。施加负压0.15秒,循环时间的一半。这些周期和时间目前应用于各种生产系统。
86.这个过程也可以用旋转圆柱体来完成,旋转圆柱体的表面上有螺旋体的模具。每个模具中容纳一个预成型模具。在每个相切点,当它们接触时,会产生压力和真空,通过旋转不断地产生压力和真空,并形成最终的形状。
87.第7步
–
在每一端添加胶合剂,干燥,然后包装。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。