1.本发明涉及电子设备领域,具体地,涉及中框组件及其制备方法、电子设备。
背景技术:
2.随着终端电子产品的功耗逐步提升和电子产品的小型化的趋势,散热问题逐步成为了终端电子产品设计开发中不可避免的问题。其中,随着被动式散热器件在终端电子产品行业的逐步产业化,主动式液冷散热方式目前已经成为了下一个追逐的热点方向。
3.因此,目前的中框组件及其制备方法、电子设备仍有待改进。
技术实现要素:
4.在本发明的一个方面,本发明提出了一种中框组件,包括:中板,中框,所述中框环绕所述中板设置;其中,所述中板的至少部分为液冷板,所述液冷板的内部具有冷却液流道,所述冷却液流道内部密封有冷却流体。由此,可以获得具有主动散热功能的中框组件。
5.在本发明的又一个方面,本发明提出了一种制备前述的中框组件的方法,包括:提供中板和中框,所述中板为液冷板;将所述中板与所述中框通过注塑工艺连接以获得所述中框组件。通过该方法可以制得前述的中框组件,由此,该制备方法具有前述中框组件的全部特征及优点,在此不再赘述。
6.在本发明的又一个方面,本发明提出了一种制备前述的中框组件的方法,包括:提供隔板和中框;将所述隔板与所述中框通过注塑工艺连接;将所述隔板密封于第一盖体和第二盖体之间以形成液冷板,以获得所述中框组件。通过该方法可以制得前述的中框组件,由此,该制备方法具有前述中框组件的全部特征及优点,在此不再赘述。
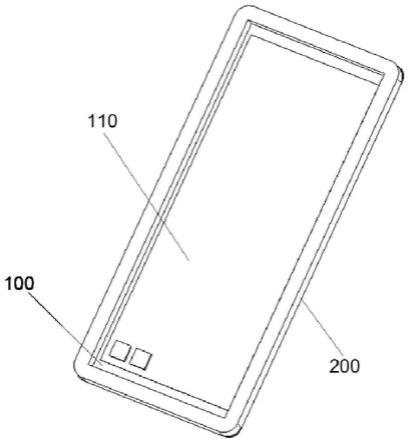
7.在本发明的又一个方面,本发明提出了一种电子设备,包括:显示屏;中框组件,所述中框组件为前述的中框组件;以及主板,所述中框组件位于所述显示屏和所述主板之间。由此,该电子设备具有前述中框组件的全部特征及优点,在此不再赘述。
附图说明
8.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
9.图1显示了根据本发明一个实施例的中框组件的结构示意图;
10.图2显示了根据本发明一个实施例的中框组件的部分结构示意图;
11.图3显示了根据本发明又一个实施例的中框组件的结构示意图;
12.图4显示了根据本发明又一个实施例的中框组件的结构示意图;
13.图5显示了根据本发明一个实施例的中框组件的部分结构示意图;
14.图6显示了相关技术中的中板的截面示意图;
15.图7显示了根据本发明一个实施例的制备中框组件的方法的流程示意图;
16.图8显示了根据本发明又一个实施例的制备中框组件的方法的流程示意图。
17.图9显示了根据本发明一个实施例的液冷板的结构示意图;
18.图10显示了根据本发明又一个实施例的液冷板的结构示意图。
19.附图标记说明:
20.100:中板基板;101:第一通孔;110:液冷板;111:第一盖体;112:第二盖体:113:隔板;120:压电陶瓷泵;130:冷却液流道;140:粘结层;150:高分子材料;200:中框。
具体实施方式
21.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
22.本发明是基于发明人对于以下事实和问题的发现和认识做出的:
23.参考图6,相关技术中的手机的散热设计主要以匀热为主,通过采用如导热垫、石墨片或vc均热板等材料或模组,将热源温度带到冷端,以实现整机的温度均一性,促使最高温度点温度降低。vc均热板110’通常采用粘接的方法贴在手机中板100’上;石墨片通常贴附在主板上方。发明人发现,相关技术中采用粘接的方式进行vc均热板或石墨片等散热材料的固定主要有两个缺点:首先,通过将液冷材料或模组与中板直接粘接必然会使得设备的整体厚度增加,而液冷材料或者模组的减薄会使其内部的冷却液流道高度减小,进而冷却液的流动阻力增大,流速显著降低,最终使其导热能力明显下降,无法满足使用需求;其次,将液冷材料或模组与中板直接粘接后会使得液冷模组的强导热能力仅能在粘接侧的单一侧面发挥作用,另一侧面的导热能力仍然只能依靠中板匀热,液冷模组的导热匀热能力无法得到充分利用。
24.本发明旨在至少一定程度上缓解或解决上述提及问题中至少一个。
25.在本发明的一个方面,本发明提出了一种中框组件,参考图1、图9和图10,包括:中板,中框200,中框200环绕中板设置;其中,中板的至少部分为液冷板110,液冷板110的内部具有冷却液流道130,冷却液流道130内部密封有冷却流体。通过将液冷板与中框和/或中板集成,在厚度堆叠上用液冷板替代或者部分替代常规的中板结构,最大限度限制了液冷板的设置对于整机厚度增加的影响;且由于液冷板替代或者部分替代了中板结构,从而可以充分利用液冷板的强导热匀热能力,同时实现双面的高通量导热匀热效果,使得靠近主板侧的芯片和电池,以及靠近显示屏侧的像素结构的两侧散热效果都得到显著提高。
26.根据本发明的一些实施例,液冷板的结构不受特别限制,例如,参考图9和图10,液冷板可以包括相对设置的第一盖体111、第二盖体112和压电陶瓷泵120,冷却液流道130密封于第一盖体111和第二盖体112之间,压电陶瓷泵120设置在液冷板上,具体地,可以将压电陶瓷泵120设置在第一盖体111或第二盖体112的远离冷却液流道的一侧表面上,并与冷却液流道联通。根据本发明的另一些实施例,可以将冷却液流道130通过刻蚀、激光、机械加工等方式直接加工在盖体(第一盖体111和/或第二盖体112)上,从而在盖体(第一盖体111和/或第二盖体112)上形成连通的槽道,并将冷却流体,例如水或有机液体,密封在冷却液流道130内部,并将压电陶瓷泵120安装在冷却液流道130内的任意位置上,用于驱动冷却流体在冷却液流道130内流动,最终得到具有较好均温性能的液冷板。
27.根据本发明的一些实施例,中板的结构不受特别限制,例如,参考图1和图2,中板
可以包括液冷板110和中板基板100,中板基板100至少部分环绕液冷板110设置,中板基板100靠近液冷板110一侧的表面具有凸起结构,液冷板110具有和凸起结构相配合的凹部,凹部的至少部分搭接于凸起结构处,凹部和凸起结构之间具有粘结层140。通过将中板基板100的部分区域掏空,通过凸起结构和凹部的搭接,以及粘结层140的加固,将液冷板110粘接在中板基板100上,从而将原先中板的部分区域设置成液冷板结构,极大地节省了堆叠高度,操作简便且易于实现。
28.根据本发明的一些实施例,当中板包括中板基板和液冷板时,中板基板和中框的结构均不受特别限制,例如,参考图1和图2,中板基板100与中框200可以为一体式结构,从而可以通过cnc加工工艺较为简便地,一步形成一体式的中框和中板基板。
29.为了便于理解,下面对图2中的中框组件的制备方法进行简单说明,首先采用cnc工艺将中板基板100掏空,同时在掏空边缘加工出一定厚度的台阶(即凸起结构);在制备液冷板的过程中,将用于与凸起结构搭接的盖体的宽度增大,以与液冷板的侧壁共同形成凹部,以方便将其搭在中板基板100的台阶上;随着在中板基板的凸起部和/或者在加宽盖体的待搭接区域上预设粘结层,最后将液冷板与中板基板贴合即可得到前述的中框组件。
30.根据本发明的一些实施例,液冷板的凹部形成方式不受特别限制,例如,参考图2,第一盖体111和第二盖体112中的一个可以具有外延部,外延部和液冷板的侧壁构成凹部,其中,在垂直于液冷板110主表面的方向上,中板基板100的厚度与凸起结构的厚度的差值不小于粘结层140的厚度与外延部的厚度之和。
31.根据本发明的一些实施例,为了减少液冷板的设置对于整机堆叠厚度增大的影响,液冷板具有外延部的一侧盖体的厚度与粘结层的厚度之和应小于等于中板的台阶的高度(即中板基板100的厚度与凸起结构的厚度的差值)。具体地,中板基板的厚度与凸起结构的厚度的差值可以为0.06-0.1mm,第一盖体的厚度可以为0.04-0.08mm。
32.根据本发明的一些实施例,中板的结构不受特别限制,例如,参考图3,中板可以为液冷板110,液冷板包括液冷区域和至少部分环绕液冷区域的连接区域,连接区域内的液冷板110与中框200可以通过高分子材料150连接。通过将液冷板直接替代中板与金属中框200采用纳米注塑的工艺进行连接,连接处的连接强度更高,液冷板与中框的结合可靠性更高,同时还可以省去形成中板所需要的材料,降低生产成本。
33.根据本发明的一些实施例,当中板为液冷板110,中框与中板之间通过高分子材料连接时,形成中框的材料不受特别限制,例如,形成中框200的材料可以为金属材料,从而可以有效提高高分子材料与中框之间的结合强度。
34.根据本发明的一些实施例,连接区域的宽度不受特别限制,为了防止注塑工艺对液冷板的破坏,例如,在平行于液冷板主表面的方向上,连接区域的宽度可以不小于8mm,也即在平行于液冷板主表面的方向上,高分子材料150覆盖第一盖体111或第二盖体112表面的面积宽度不小于8mm。当连接区域的宽度不小于8mm时,注塑连接区与液冷板内的流道130和压电陶瓷泵120的距离适当,在通过注塑工艺进行液冷板与中框的固定时,可以有效降低注塑工艺的高温工艺条件对于压电陶瓷泵120的影响,减少压电陶瓷泵在高温条件下泵流量不可逆降低等缺陷的发生,以及高温使得冷却液流道130内气体发生膨胀,从而堵塞泵体等现象的发生。
35.根据本发明的一些实施例,高分子材料覆盖与液冷板的连接方式不受特别限制,
例如,高分子材料150可以覆盖连接区域内的液冷板的主表面和侧壁,从而可以有效提升注塑连接区的连接强度,提高注塑连接的结合可靠性。
36.根据本发明的一些实施例,液冷板的结构不受特别限制,为了实现注塑过程注塑料与液冷板的可靠连接,例如,参考图5,连接区域内的液冷板110上可以具有多个贯穿液冷板110的第一通孔101,第一通孔101内填充有高分子材料150,连接区域内的多个第一通孔101至少部分环绕液冷区域设置,从而可以提高高分子材料与液冷板之间的结合强度。
37.根据本发明的一些实施例,形成金属中框的材料不受特别限制,例如,形成金属中框的材料可以包括铝合金、不锈钢和镁合金中的至少之一。当形成金属中框的材料为上述材料中的至少之一时,注塑工艺所采用的注塑料可以包括pc、pbt、pmma和pc/pmma复合材料中的至少之一。
38.根据本发明的一些实施例,液冷板的结构不受特别限制,例如,参考图10,第一盖体111和第二盖体112之间可进一步具有隔板113,隔板113具有镂空图案,镂空图案构成冷却液流道130,压电陶瓷泵120设置在第一盖体111或第二盖体112的远离冷却液流道的一侧表面上,并与冷却液流道联通。具体地,根据本发明的一些实施例,形成隔板的材料可与形成第一盖体或第二盖体的材料保持一致或不同,本领域技术人员可以根据实际情况进行选择。
39.发明人发现,当采用注塑工艺连接液冷板与中框时,易发生注塑过程中绝热措施不到位,从而使得注塑过程中的高温对液冷板造成严重损伤,如压电陶瓷泵120的单向阀在温度大于100℃的高温条件下会发生变形失效,冷却液流道130内的冷却液体在温度达到沸点会产生大量气泡堵塞压电陶瓷泵120的泵体等现象。
40.根据本发明的一些实施例,参考图4,当第一盖体111和第二盖体112之间进一步具有隔板113时,隔板113具有镂空图案,镂空图案与第一盖体和第二盖体共同构成冷却液流道,隔板113自液冷区域朝向连接区域一侧的表面具有凸起部,高分子材料150覆盖隔板113的凸起部的主表面和侧壁,从而使得液冷板通过隔板113与中框200进行注塑连接,既保留了注塑连接的高连接强度,又避免了注塑过程高温对液冷板性能的不利影响。
41.根据本发明的一些实施例,隔板的结构不受特别限制,与前述的第一通孔相类似,隔板113的凸起部上可以具有多个贯穿凸起部的第二通孔,第二通孔内填充有高分子材料,第二通孔至少部分环绕连接区域设置。从而可以提高高分子材料与隔板之间的结合强度,进而提高高分子材料与液冷板之间的结合强度。
42.根据本发明的一些实施例,参考图3和图4,中框的结构不受特别限制,例如,中框200靠近液冷板110一侧的表面可以具有第一凹槽,第一凹槽内填充有高分子材料150,从而可以提高高分子材料与中框之间的结合强度。
43.在本发明的又一个方面,本发明提出了一种制备前述的中框组件的方法,参考图7,包括:
44.s110:提供中板和中框
45.根据本发明的一些实施例,在该步骤提供中板和中框,其中中板为液冷板,液冷板的结构不受特别限制,例如,参考图9和图10,液冷板可以仅包括第一盖体111、第二盖体112以及压电陶瓷泵120,也可以包括第一盖体111、隔板113、第二盖体112以及压电陶瓷泵120。
46.根据本发明的一些实施例,形成第一盖体和第二盖体以及隔板的材料不受特别限
制,例如,形成第一盖体和第二盖体以及隔板可以分别独立的包括聚酯、聚酰亚胺、聚甲基丙烯酸甲酯、聚乙烯、聚氯乙烯、聚苯乙烯、陶瓷以及玻璃中的至少一种,故由第一盖体与第二盖体封合处理形成的液冷板或者由第一盖体、第二盖体以及隔板封合处理而成的液冷板可以根据所采用的材料不同获得刚性液冷板或柔性液冷板。
47.根据本发明的一些实施例,形成中框的材料可以与前述的形成中框的金属材料保持一致,在此不再赘述。
48.根据本发明的一些实施例,提供中板可以进一步包括:在液冷板的连接区域内通过cnc工艺形成多个贯穿液冷板的第一通孔,从而在后续的注塑工艺中可以将注塑高分子材料填充在多个第一通孔中,从而可以提高高分子材料与液冷板之间的结合强度。
49.根据本发明的一些实施例,为了提高注塑料与液冷板的结合强度,提供中板可以进一步包括:在液冷板的连接区域内通过cnc工艺形成多个贯穿液冷板的第一通孔之后,对液冷板的连接区域的表面依次进行激光镭雕、酸洗、烘干以及plasma处理,从而使得连接区域的表面保持粗糙洁净,有助于提高高分子材料与液冷板之间的结合强度。
50.s120:将中板与中框通过注塑工艺连接
51.根据本发明的一些实施例,在步骤将中板与中框通过注塑工艺连接以获得中框组件(参见图3所示出的中框组件)。通过将液冷板直接替代中板与金属中框200采用纳米注塑的工艺进行连接,连接处的连接强度更高,液冷板与中框的结合可靠性更高,同时还可以省去形成中板所需要的材料,降低生产成本。
52.在本发明的又一个方面,本发明提出了一种制备前述的中框组件的方法,参考图8,包括:
53.s210:提供隔板和中框
54.根据本发明的一些实施例,形成隔板的材料可以与前述的形成隔板材料保持一致,在此不再赘述。
55.根据本发明的一些实施例,形成中框的材料可以与前述的形成中框的金属材料保持一致,在此不再赘述。
56.根据本发明的一些实施例,提供隔板进一步包括:在隔板的凸起部形成多个贯穿隔板的第二通孔,从可以在后续的注塑工艺中可以将注塑高分子材料填充在多个第二通孔中,从而可以提高高分子材料与隔板之间的结合强度,进而提高高分子材料与液冷板之间的结合强度。
57.根据本发明的一些实施例,为了提高注塑料与隔板的结合强度,在将隔板与中框通过注塑工艺连接可以进一步包括:在隔板的凸起部通过cnc工艺形成多个贯穿液冷板的第二通孔之后,对隔板凸起部的表面依次进行激光镭雕、酸洗、烘干以及plasma处理,从而使得凸起部的表面保持粗糙洁净,有助于提高高分子材料与隔板之间的结合强度。
58.s220:将隔板与中框通过注塑工艺连接
59.根据本发明的一些实施例,在该步骤将隔板与中框通过注塑工艺连接(参见图4所示出的中框组件)。通过先进行注塑工艺,后进行液冷板的成型工艺,使得液冷板的压电陶瓷泵以及冷却液体流道内的冷却液体不会受到注塑工艺的高温影响,有效避免了注塑过程中因绝热措施不到位而导致高温对液冷板造成的严重损伤。
60.s230:将隔板密封于第一盖体和第二盖体之间
61.根据本发明的一些实施例,在该步骤将隔板密封于第一盖体和第二盖体之间以形成液冷板,以获得中框组件。
62.在本发明的又一个方面,本发明提出了一种电子设备,包括:显示屏;中框组件,中框组件为前述的中框组件;以及主板,中框组件位于显示屏和主板之间。由此,该电子设备具有前述中框组件的全部特征及优点,在此不再赘述。
63.根据本发明的一些实施例,压电陶瓷泵的设置位置不受特别限制,例如,中框组件中的液冷板的压电陶瓷泵可以位于中框组件远离显示屏的一侧,即朝向主板的一侧,从而可以利用主板侧空间较大的优势满足压电陶瓷泵的在液冷板上的凸起对于设置空间的要求,避免朝向显示屏侧设置压电陶瓷泵的凸起使得显示屏侧表面不平整。
64.除非另外说明,本发明所使用的所有科技术语具有与本发明所属领域技术人员的通常理解相同的含义。本发明涉及的所有专利和公开出版物通过引用方式整体并入本发明。术语“包含”或“包括”为开放式表达,即包括本发明所指明的内容,但并不排除其他方面的内容。在本发明中,无论是否使用“大约”或“约”等字眼,所有在此公开了的数字均为近似值。每一个数字的数值有可能会出现10%以下的差异或者本领域人员认为的合理的差异,如1%、2%、3%、4%或5%的差异。
65.在本发明的描述中,需要理解的是,术语“宽度”、“厚度”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
66.在本发明的描述中,“第一特征”、“第二特征”可以包括一个或者更多个该特征。
67.在本发明的描述中,“多个”的含义是两个或两个以上。
68.在本发明的描述中,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。
69.在本技术的描述中,“a和/或b”可以包括单独a的情况,单独b的情况,a和b的情况的任一种,其中a、b仅用于举例,其可以是本技术中使用“和/或”连接的任意技术特征。
70.在本说明书的描述中,参考术语“一个实施例”、“另一个实施例”等的描述意指结合该实施例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。另外,需要说明的是,本说明书中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
71.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。