1.本发明涉及燃料电池技术领域,具体涉及一种燃料电池发电系统及其控制方法。
背景技术:
2.燃料电池是一种把燃料所具有的化学能直接转换成电能的化学装置,主要是通过氧或其他氧化剂和燃料进行电化学反应,在燃料电池中燃料和空气分别进行送进燃料电池的阳极和阴极,电就会被生产出来。氢燃料是目前燃料电池应用中最理想的燃料,效率高,燃料产物为水,没有灰渣和废气,不会污染环境。但氢的存储难度大,目前一般是采用氢气的替代性燃料氨,氨的含氢量高,且具有易液化、能量密度高、无碳排放、安全性高、燃料成本低等优势。
3.质子交换膜燃料电池pemfc是目前的主流技术,在应用过程中主要存在两个问题,一个是质子交换膜燃料电池中的全氟磺酸隔膜中的质子会与高浓度氨反应生成nh4 离子,易导致质子交换膜燃料电池性能的不可逆衰减,需要耦合氨分解、氨脱除、氢燃料电池等一系列部件装置,这些部件装置的高效集成涉及了复杂的能量管理和系统控制策略,易导致氨燃料电池系统运行不稳定、能耗高。另一个是现有技术一般只对燃料电池的阴极加湿,当燃料电池电堆质子膜较厚时,燃料电池的阳极侧容易出现膜干涸。
4.中国专利文献cn110277578 a公开了一种氨燃料电池系统及电动装置,包括氨分解反应装置、加热装置、氢燃料电池、依次连接的dc/dc变换器和逆变器、电池组和换热器,可以长期稳定运行、形成循环利用,具有灵活性高、能耗低、系统利用率高的优点。该专利技术已经解决了第一个问题,但上述第二个问题亟待解决。
技术实现要素:
5.针对现有技术的不足,本发明旨在解决现有燃料电池电堆质子膜较厚时,燃料电池阳极侧容易出现膜干涸的问题,为此,本发明提供了一种燃料电池发电系统及其控制方法。
6.本发明采用如下技术方案:
7.一方面,本发明提供了一种燃料电池发电系统,包括:
8.氨分解装置和设置于其内部的加热装置,所述加热装置用于对进入所述氨分解装置中的气体和催化剂加热,所述氨分解装置用于将氨气分解为氢氮气;
9.氨脱除装置,其与所述氨分解装置的出口连通,用于脱除未分解的氨气;
10.燃料电池,其与所述氨脱除装置连通,以氢气为燃料氧化产生电能;
11.转换装置,其与所述燃料电池连接,对所述燃料电池的电压进行升压;
12.电池组,用于储存所述燃料电池产生的电能;
13.所述系统还包括第一膜增湿器、第二膜增湿器、第一气水分离器和空压机;所述第一膜增湿器连通在所述氨分解装置和所述燃料电池的阳极之间,所述第二膜增湿器连通在所述空压机和所述燃料电池的阴极之间,所述空压机用于将压缩空气送入所述燃料电池的
阴极;所述燃料电池的第一出口和所述燃料电池的阳极连通,所述燃料电池的第二出口和所述第一气水分离器的进口连通,所述第一气水分离器的第一出口和所述第一膜增湿器连通,所述第一气水分离器的第二出口和所述第二膜增湿器连通。
14.进一步地,所述系统还包括膜分离装置和变压吸附分离装置,所述变压吸附分离装置进口与所述膜分离装置出口连通,所述氨脱除装置的出口与所述膜分离装置的进口连通,所述变压吸附分离装置的出口通过所述第一膜增湿器与所述燃料电池的阳极连通。
15.进一步地,所述系统还包括氢气增压泵,所述氢气增压泵连接在所述氨脱除装置出口与所述膜分离装置的进口之间。
16.进一步地,所述系统还包括引射器,所述引射器的进口和所述燃料电池第一出口连通,所述引射器第一出口分别与所述变压吸附分离装置出口和所述氨分解装置进口连通,所述引射器第二出口与所述燃料电池的阳极连通。
17.优选地,所述加热装置包括电加热器和尾气燃烧装置,所述氨分解装置内部隔离开两个可以导热的第一分解空间和第二分解空间,所述尾气燃烧装置安装在所述第一分解空间,所述电加热器安装在所述第二分解空间;所述第一分解空间分别与所述氨分解装置的第一进口和所述引射器的第一出口连通,所述第二分解空间与所述氨分解装置的第二进口连通,氨气进入所述第二分解空间中,所述第一分解空间和所述第二分解空间均和所述氨分解装置的出口连通。
18.优选地,所述第二分解空间内沿氨气流动方向填装有两种催化剂,靠近氨气上游侧布置的第一种催化剂占比逐渐增高,靠近氨气下游侧布置的第二种催化剂占比逐渐增高。
19.进一步优选地,所述第一种催化剂采用ru基催化剂,所述第二种催化剂采用ni基催化剂,各所述的催化剂程分布呈梯度装填,催化剂粒径0.5mm-3mm。
20.另一方面,本发明还提供了一种燃料电池发电系统,包括:
21.氨分解装置和设置于其内部的加热装置,所述加热装置用于对进入所述氨分解装置中的气体和催化剂加热,所述氨分解装置用于将氨气分解为氢氮气;
22.氨脱除装置,其与所述氨分解装置的出口连通,用于脱除未分解的氨气;
23.燃料电池,其与所述氨脱除装置连通,以氢气为燃料氧化产生电能;
24.转换装置,其与所述燃料电池连接,对所述燃料电池的电压进行升压;
25.电池组,用于储存所述氢燃料电池产生的电能;
26.所述系统还包括增压泵、氢气循环泵、第三膜增湿器、第二气水分离器和空压机,所述增压泵进口与所述氨脱除装置出口连接,所述增压泵出口与所述燃料电池的阳极连通,所述空压机用于将压缩空气送入所述增压泵中;
27.所述第三膜增湿器连通在所述增压泵和所燃料电池的阴极之间;所述燃料电池的第一出口与所述氢气循环泵的进口连通,所述氢气循环泵的第一出口与所述氨分解装置的进口连通,所述氢气循环泵的第二出口与所述燃料电池的阳极连通,所述燃料电池的第二出口和所述第二气水分离器的进口连通,所述第二气水分离器的出口与所述第三膜增湿器连通。
28.进一步地,所述系统还包括氢气增压泵和膜分离装置,所述膜分离装置7的第一出口与所述氢气循环泵的第一出口连通,所述膜分离装置的第二出口与所述增压泵连通,所
述氢气增压泵进口与所述氨脱除装置出口连接,所述氢气增压泵出口与所述膜分离装置进口连通。
29.本发明还提供了一种燃料电池发电系统的控制方法,包括以下步骤:
30.s101:启动加热装置,当氨分解装置内部达到预设温度,将氨气送入氨分解装置,将氨气分解为氢氮气;
31.s102:分解后的氢氮气进入氨脱除装置,脱除未分解的氨气;
32.s103:脱氨后的氢氮气进入氢气增压泵,对氢氮气增压到预设压强;
33.s104:增压后的氢氮气进入膜分离装置对氢气进行第一次分离,膜分离后的氢氮气进入变压吸附分离装置对氢气进行第二次分离;
34.s105:分离后的氢氮气经第一膜增湿器调节湿度后进入燃料电池的阳极,压缩空气经第二膜增湿器调节湿度后进入燃料电池的阴极;燃料电池阳极产生的气体在引射器的作用下回流到氨分解装置、变压吸附分离装置和燃料电池的阳极,燃料电池阴极产生的气体经第一气水分离器分离为空气和水,第一气水分离器将分离的水分别送入第一膜增湿器和第二膜增湿器;
35.s106:转换装置对燃料电池电压进行升压,并将产生的电能存储到电池组。
36.本发明还提供了一种燃料电池发电系统的控制方法,包括以下步骤:
37.s201:启动加热装置,当氨分解装置内部达到预设温度,将氨气送入氨分解装置,将氨气分解为氢氮气;
38.s202:分解后的氢氮气进入氨脱除装置,脱除未分解的氨气;
39.s203:脱氨后的氢氮气进入氢气增压泵,将氢氮气增压到预设压强;
40.s204:增压后的氢氮气进入膜分离装置对氢气进行膜分离,膜分离后的氢氮气经过增压泵增压后送入燃料电池的阳极;压缩空气经过增压泵增压后送入第三膜增湿器,经第三膜增湿器调节湿度后进入燃料电池的阴极;燃料电池阳极产生的气体在氢气循环泵的作用下回流到氨分解装置、膜分离装置和燃料电池的阳极,燃料电池阴极产生的气体经第二气水分离器分离为空气和水,第二气水分离器将分离的水送入第三膜增湿器;
41.s205:转换装置对燃料电池电压进行升压,并将产生的电能存储到电池组。
42.本发明技术方案,具有如下优点:
43.a.本发明所提供的燃料电池发电系统,在氢燃料电池的阳极和阴极处分别设置了膜增湿器,可以分别为燃料电池的阳极和阴极进行增湿,解决了现有技术中只对燃料电池的阴极加湿,当燃料电池电堆质子膜较厚时,燃料电池的阳极侧容易出现膜干涸的问题。
44.b.本发明中所采用第一膜增湿器、第二膜增湿器和第三膜增湿器均采用nafion膜,将燃料电池阴极侧第一气水分离器得到的水单向送到燃料电池阳极侧的第一膜增湿器的一侧,因为nafion膜在一侧是水和另一侧是氢气情况下,氢气不会渗透出来,相比于采用湿空气对氢燃料电池的阳极增湿,该燃料电池发电系统不仅能够降低系统体积,而且从根源性解决了燃料电池的阳极侧容易出现膜干涸的问题。
附图说明
45.为了更清楚地说明本发明具体实施方式,下面将对具体实施方式中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域
普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
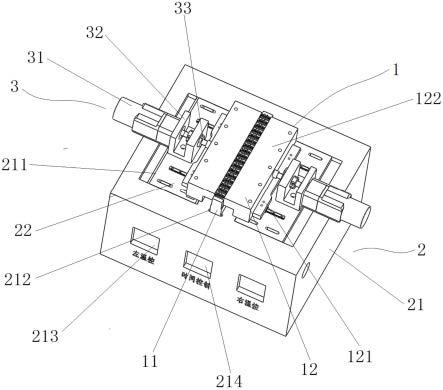
46.图1是本发明实施例一所提供的燃料电池发电系统组成图;
47.图2是本发明实施例二所提供的一种燃料电池发电系统组成图;
48.图3是对实施例一所提供的燃料电池发电系统的控制方法流程图;
49.图4是对实施例二所提供的燃料电池发电系统的控制方法流程图。
50.附图中的标识如下:
51.1-氨分解装置;2-加热装置;3-第一控制阀;4-氨脱除装置
52.5-第二控制阀;6-氢气增压泵;7-膜分离装置;8-第三控制阀
53.9-变压吸附分离装置;10-第四控制阀;11-第一膜增湿器;
54.12-引射器;13-燃料电池;14-第一气水分离器;15-第二膜增湿器
55.16-空压机;17-dc/dc转换器;18-电池组;19-电容;20-直流负载
56.21-交流负载;22-增压泵;23-氢气循环泵;24-第三膜增湿器
57.25-第二气水分离器。
具体实施方式
58.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
59.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
60.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电性连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
61.实施例1
62.如图1所示,本发明提供了一种燃料电池发电系统,包括:氨分解装置1、加热装置2、氨脱除装置4、燃料电池13、转换装置、电池组18、第一膜增湿器11、第二膜增湿器15、第一气水分离器14和空压机16等。
63.加热装置2设于氨分解装置1内,用于对气体和催化剂进行加热,氨分解装置1用于将氨气分解为氢氮气;
64.氨脱除装置4进口与氨分解装置1的出口连通,用于脱除未分解的氨气;燃料电池13和氨脱除装置4连通,以氢气为燃料氧化产生电能;转换装置与燃料电池13连接,对燃料电池13的电压进行升压;电池组18用于储存燃料电池13产生的电能;第一膜增湿器11连通在氨分解装置1和燃料电池13的阳极之间;第二膜增湿器15连通在空压机16和燃料电池13的阴极之间,空压机16用于将压缩空气送入燃料电池13的阴极;燃料电池13的第一出口和
燃料电池13的阳极连通,燃料电池13的第二出口和第一气水分离器14的进口连通,第一气水分离器14的第一出口和第一膜增湿器11连通,第一气水分离器14的第二出口和第二膜增湿器15连通。
65.上述燃料电池发电系统,在氢燃料电池的阳极和阴极分别设置了膜增湿器,采用nafion膜,解决了现有技术中只对燃料电池的阴极加湿问题,当燃料电池电堆质子膜较厚时,燃料电池的阳极侧容易出现膜干涸的问题。本发明对氢燃料电池的阳极进行增湿,一种是将燃料电池13阴极侧第一气水分离器14得到的水单向送到燃料电池13阳极侧的第一膜增湿器11的一侧,因为nafion膜在一侧是水和另一侧是氢气情况下,氢气不会渗透出来;另一种采用燃料电池13阳极排气进行增湿,同时也可以保证阳极氢气纯度,但燃料电池13阳极排气增湿存在不足。本发明采用上述其中前一种增湿方式,当然,上述两种相结合使用是本实施中提出的最优的方式,不仅能够降低系统体积,而且从根源性解决了燃料电池13的阳极侧容易出现膜干涸的问题。若采用湿空气对燃料电池13阳极增湿,会导致氢气穿透,由于系统用的氢氮气,这将进一步导致氢气浓度降低至无法工作。运行过程中依据电堆内工作参数反馈进行增湿量调节控制,湿度控制范围10-90%rh,温度控制范围为10℃-45℃。
66.本实施例中,在系统中还包括膜分离装置7和变压吸附分离装置9,膜分离装置7的出口与变压吸附分离装置9的进口连接,膜分离装置7的进口与氨脱除装置4的出口连接,变压吸附分离装置9的出口与第一膜增湿器11进口连通。脱氨后的氢氮气中氢气和氮气的体积比为3:1,采用膜分离装置7和变压吸附分离装置9耦合来对脱氨后的氢氮气进行分离纯化,气体先进入膜分离装置7再进入变压吸附分离装置9,并将变压吸附分离的循环气体返回膜分离装置7中再次循环。膜分离装置7和变压吸附分离装置9的顺序不能调换,因为膜分离装置7分离氢气浓度的上限是95%,虽然成本低,全工况表现好,但是这个浓度的氢气对于燃料电池13系统是不满足需求的;变压吸附分离装置9分离氢气浓度的上限可达99.97%-99.999%,能达到高纯度,但是成本高,并且不能适应工况变动,在低工况时,收率很低。经过发明人研究发现,膜分离与变压吸附分离结合以后,能同时应对低工况和高工况,都能得到极高的收率,因此膜分离装置7和变压吸附分离装置9的顺序不能调换,且该设计可以同时适配多种氢气浓度,因为从提纯方式上保证了收率,从增湿和当量比上保证了燃料电池13性能。
67.具体实施时,膜分离装置7可以采用聚砜、2,6-二甲基苯醚(ppo)、芳族聚酰胺、聚酰亚胺、改性聚碳酸酯、醋酸纤维素等聚合物膜,使用温度在20℃~140℃,两侧压差在0.1~3.2mpa条件下对氢氮气进行氢气渗透分离;膜分离后氢气浓度上限可以达到95%,收率上限可以达到95%。变压吸附分离装置9吸附分离后氢气纯度达到99.97%-99.999%,解吸气打回膜分离处循环。
68.另外,现有的pemfc电堆系统,都是不能在氢氮混合气下稳定运行的,采用了上述膜分离装置7和变压吸附分离装置9耦合使用,使得稳定运行成为了可能。
69.本实施例中,进一步设置了氢气增压泵6,氢气增压泵6连接在氨脱除装置4和膜分离装置7之间,用于对氢氮气进行增压。氨分解反应是一个随着压力增大,平衡逆向移动的反应;同时,对于燃料电池13来说,如果氢氮气压力低,就无法达到燃料电池13电堆的需求压力0.15-0.2mpa(1.5-2.0bar),故采用氢气增压泵6对脱氨后的氢氮气进行增压以满足燃料电池13的需求。
70.本实施例中,还在系统中设置了引射器12,引射器12的进口和燃料电池13的第一出口连通,引射器12的第一出口分别与变压吸附分离装置9的出口和氨分解装置1的进口连通,引射器12第二出口和燃料电池13的阳极连通。引射器12一方面可以将燃料电池13阳极对应产生的气体回流到燃料电池13阳极,可以让氢循环氧化,还可以对氢气起到一定的增湿作用;另一方面,也可以将燃料电池13阳极对应产生的气体回流到变压吸附装置,经过第一膜增湿器11后再进入燃料电池13阳极;再另一方面,还可以将燃料电池13阳极对应产生的气体回流到氨分解装置1,利用尾气热量保持氨分解装置1内部温度,同时还可以让氢气循环使用。
71.本实施例中,加热装置2包括电加热器和尾气燃烧装置,氨分解装置1内部包括两个既实现隔离,又可以进行导热的两个分解空间,第一分解空间通过氨分解装置1的第一进口和引射器12的第一出口连通,尾气燃烧装置安装在第一分解空间;氨气可经过氨分解装置1的第二进口进入第二分解空间,电加热器安装在第二分解空间;第一分解空间和第二分解空间均和氨分解装置1出口连通。第二分解空间内沿氨气流动方向填装有两种催化剂,临近靠近氨气上游侧布置的第一种催化剂占比逐渐增高,临近靠近氨气下游侧布置的第二种催化剂占比逐渐增高。
72.其中,尾气燃烧装置主要是供热功能,电加热器是控温功能。燃烧装置为微通道反应器对尾气进行催化氧化放热,其中尾气氢气浓度为20%-70%,电加热器起到控温补充热量作用,包括但不限于利用环绕翅片接触,翅片另一侧嵌入内管催化剂床层等方式进行强化换热;电加热器可以根据控温指令,额外给予靠近气体下游侧热功率,保证0.4mpa压力下ni基等催化剂的性能;微通道反应器具备进入装置的低温气体与高温气体换热功能,实现低温气体进气温度-5℃-45℃,抵达催化剂床层温度为450℃-600℃,分解后高温气体温度小于150℃离开氨分解反应器。
73.其中,第一种催化剂优选采用ru基催化剂,第二种催化剂优选采用ni基催化剂。沿氨气流经方向,从上往下装填ru基和ni基催化剂,催化剂程分布梯度装填,催化剂粒径0.5mm-3mm,形状不限于球状多孔颗粒和长条形多孔颗粒;其中上游部分工作温度480℃,下游部分可以根据指令在500-650℃下运行;尾气燃烧装置采用氢气催化氧化,工作浓度范围20%-70%。
74.而且越靠近气体上游侧布置的ru基多相催化剂占比越高,越靠近气体下游侧布置的ni基催化剂占比越高,两种催化剂的组分占比在空间分布包括但不限于自由混杂、线性分布等多种组分配比方式;床层氨分解温度在480℃下达到99.8%分解率,并具备在0.4mpa压力和10000ml(gcat
·
h)空速下利用温度梯度提高的方法达到99.8%分解率;以上分解率指氨分解制氢单程转化率。由于氨分解反应是一个随着压力增大,平衡逆向移动的反应,所以增压对于催化剂的考验很大,工业上处理的思路是提高温度,但是ru基催化剂由于某些原因,不能在过高的温度下进行,否则在结构力学上载体会解离粉化,动力学上会导致系统在进气端剧烈吸热,使得换热夹点温度无法有效控制,换热效率剧烈下降,这就是为什么我们采用了ru基和ni基催化剂上下层梯度分布的布置,这样才能将散热量均摊到整个管程上。
75.针对催化剂的作用进一步说明,ru基催化剂起活温度低,转化率高,但是载体不耐热,如果采用高压运行时需要提高温度,那会导致管程前段快速吸热,使得换热效率大幅下
降,而管程后端温度高,催化剂粉化。ni基催化剂的起活温度高,需要较高温度,如果只用ni基催化剂,会导致管程前段温度偏低,换热效率大幅下降,系统体积大幅增加,成为可实现但实际应用困难的设计,所以进行两者融合使用是必需的。
76.上述燃料电池发电系统中,氨分解装置1设有第一进口、第二进口和出口,氨分解装置1的第一进口和引射器12连通,氨分解装置1的第二进口通过流量计和储氨罐连通,氨分解装置1的出口和氨脱除装置4连通。具体实施时,氨分解装置1内部由导热金属结构隔离出第一分解空间和第二分解空间,作为一种实施方式,导热金属结构为一块导热金属板,第一分解空间和第二分解空间左右间隔开;作为另一种实施方式,导热金属结构为管状结构,尾气进入管状内的第一分解空间,氨气则进入管状外的第二分解空间;相比于导热金属板,采用管状结构可以让尾气燃烧的热量更好地为第二分解空间加热,提高尾气热量利用效率。
77.上述燃料电池发电系统,第一膜增湿器11和引射器12结合对进入燃料电池13阳极的氢气湿度进行控制,第二膜增湿器15和空压机16结合对进入燃料电池13阴极的空气湿度进行控制,从而达到采用第一膜增湿器11、第二膜增湿器15、引射器12和空压机16结合使用,对燃料电池13氢气湿度进行控制。采用引射器12将燃料电池13阳极产生的尾气回流到氨分解装置1,让尾气热量有效利用,同时采用尾气燃烧装置提供热量,电加热器控温,从而达到采用引射器12、尾气燃烧装置2和电加热器结合使用,对燃料电池13氢气温度进行控制。经氢气增压泵6增压的氢气从燃料电池13第一进口进入燃料电池13阳极,引射器12将燃料电池13尾气经燃料电池13第一进口回流到燃料电池13阳极,空气经空压机16压缩后从燃料电池13第二进口进入燃料电池13阴极,从而实现与燃料电池13阳极尾气出口的压力动态平衡。进而达到对燃料电池13第一进口的氢气实现温度、湿度、压力控制,对燃料电池13第一进口电堆阳极排气耦合控制从燃料电池13第一出口离开的气体当量比、湿度和压力,对燃料电池13第二进口的空气进行压力、湿度和温度控制,并实现与燃料电池13第一出口的气体之间的压力动态平衡。
78.其中,燃料电池13第一出口的尾气压力控制,包括基于帕斯科原理的利用压缩空气源的氢气增压泵6,通过耦合燃料电池13第二进口进入的压缩空气为燃料电池13第一出口的气体增压;压力控制范围为0.1mpa-0.4mpa;燃料电池13第一出口的气体增压绝对数值为1-4倍的压缩空气压降数值,通过控制器实现压力协同控制,将燃料电池13第一出口压力与燃料电池13第二出口压力的数值差控制在0-0.08mpa。
79.其中,由于氨分解制氢得到的是氢氮混合气,这导致一般用于纯氢的燃料电池13系统不能接受它,因为引射器12会直接停止工作,循环泵也会导致氮气累积,其关键问题在于当量比和湿度。本实施例的燃料电池13第一出口的气体当量比控制,根据膜分离装置7和变压吸附分离装置9的设定纯度参数、增湿部分策略和电堆运行情况对进入燃料电池13系统的气体当量比进行调节;当量比是基于燃料电池13电堆消耗氢气计算的当量比,控制范围为1.2-1.6。引射器12前端压强控制在1.35-1.5mpa。
80.其中,燃料电池13电堆尾气利用控制,利用引射器12将阳极尾气泵送到燃料电池13第一进口,控制引射器12转速实现当量比和湿度控制,并进行气体背压调节;利用第一膜增湿器11和第二膜增湿器15对来自燃料电池13阴极的气体水蒸气反渗透回燃料电池13的第二进口。
81.本实施例中,燃料电池13采用质子交换膜,即以全氟磺酸膜及其改性膜为电解质的pemfc电堆,或者以磷酸-pbi掺杂或pbi/sio2复合膜为电解质的ht-pemfc电堆,工作温度为50-90℃,适用气体为75%-99.999%纯度氢气,氨气浓度小于0.1ppm,使用湿度范围10%-95%rh,使用气压范围0.1mpa-0.4mpa;ht-pemfc电堆,适用气体为75%-99.999%纯度氢气,氨气浓度小于100ppm,使用湿度范围60%-99.9%rh,使用气压范围0.1mpa-0.3mpa。
82.本实施例中,空压机16根据控制器输出0.1-0.4mpa的压缩空气,流量与燃料电池13电堆功率匹配,按照空气进入燃料电池13的当量比调节范围为1.5-2.2;空压机16空气吸入口装有空气滤清器对环境中的颗粒进行过滤。
83.本实施例中,包括多组氨脱除装置,氨脱除装置通过物理吸附方法对从氨分解装置出来的氢氮混合气中的氨进行吸附,吸附剂工作压力范围为0.1-0.4mpa,工作温度为30℃-110℃,从装置吸附后的气体氨含量小于0.1ppm,温度小于45℃。
84.本实施例中,转换装置采用dc/dc转换器17,将燃料电池13发出的电按照cc、cv或cp模式,输送到输出端,并与电池组18以及外界的直流负载20或交流负载21相连。电容19与电池组18,自带bms系统,能以放电倍率0.1-10c响应外界需求变化,能与dc/dc输出端电压实现直流母线负载适应。
85.本实施例的氢燃料电池发电系统,具有氢储能密度高,能量转换效率高,发电成本低的优势,作为发电机组,在远离电网的矿山、工地、海岛、油田勘探等或功率负荷较大的数据中心、海上平台等场景有很大的应用前景,相较于柴油发电机组的2.5-2.8元/kwh,氨氢燃料电池13的使用成本在1.6元/kwh,而且系统的噪音较小,没有污染物排放,这在一些生物医药园区和医院场景中也有较大应用优势,其应用场景包括发电机组、电动汽车、电动船舶等等。
86.上述燃料电池发电系统的工作过程如下:
87.氨气通过流量计后进入氨分解装置1,由电加热器和尾气燃烧装置组成的加热装置2供热,对氨气和催化剂进行加热,将氨气分解为氢氮气;具体地,启动时两种方式一同供热,启动后电加热系统仅起到控温作用,使得氨气在催化剂床层中分解为氢气和氮气,分解率达到99.8%以上,分解压力根据后端需求可提高到0.5mpa,并协同后端电加热器与ni基催化剂含量高的床层实现。分解后的氢氮气经过第一控制阀3后进入氨脱除装置4,脱除未分解的氨气,得到氨含量小于0.1ppm的氢氮气;脱氨后的氢氮气经过第二控制阀5后进入氢气增压泵6,增压后的氢氮气进入膜分离装置7,再经过第三控制阀8进入变压吸附分离装置9。分离后的高纯氢(浓度可达99.97%以上)经过第四控制阀10后进入第一膜增湿器11,分离的解吸气经过第四控制阀10返回膜分离装置7;分离后的高纯氢经过第一膜增湿器11调节湿度后,与引射器12回流的氢气一同进入燃料电池13的阳极侧;空压机16将空气压缩后经第二膜增湿器15调节湿度后送入燃料电池13的阴极侧;燃料电池13阳极气体经过燃料电池13以后从燃料电池13第一出口排出尾气经引射器12回流,燃料电池13阴极气体则从燃料电池13第二出口排出经过第一气水分离器14后排放无污染的空气和水;第一气水分离器14将收集的液态水分别泵送到第一膜增湿器11和第二膜增湿器15中保持一侧膜的水压;燃料电池13输出的电能经dc/dc转换器17后与电池组18以及电容19连接,并与直流负载20、逆变器及交流负载21连接。
88.如图3所示,燃料电池发电系统的控制方法,包括以下步骤:
89.s101:启动加热装置,当氨分解装置1内部达到预设温度(氨分解装置1上游部分温度达到480℃,下游部分温度达到500℃-650℃),将氨气送入氨分解装置1,将氨气分解为氢氮气;
90.s102:分解后的氢氮气进入氨脱除装置4,脱除未分解的氨气;
91.s103:脱氨后的氢氮气进入氢气增压泵6,对氢氮气增压到预设压强(0.1mpa-0.4mpa);
92.s104:增压后的氢氮气进入膜分离装置7对氢气进行第一次分离,膜分离后的氢氮气进入变压吸附分离装置9对氢气进行第二次分离;
93.s105:分离后的氢氮气经第一膜增湿器11调节湿度后进入燃料电池13的阳极,压缩空气经第二膜增湿器15调节湿度后进入燃料电池13的阴极;燃料电池13阳极产生的气体在引射器12的作用下回流到氨分解装置1、变压吸附分离装置9和燃料电池13的阳极,燃料电池13阴极产生的气体经第一气水分离器14分离为空气和水,第一气水分离器14将分离的水分别送入第一膜增湿器11和第二膜增湿器15;
94.s106:转换装置对燃料电池13电压进行升压,并将产生的电能存储到电池组18。
95.除上述阐述的效果外,该实施例的燃料电池发电系统的有益效果还包括:
96.相比氨燃烧和氨直接氧化燃料电池(不包括sofc),氨分解制氢后进入燃料电池发电效率高,得到高品位的电能;同时比其他依靠高温(800-900℃)的氨分解制氢装置或方法,本发明所用的500℃以下氨分解制氢催化剂能效更高;对比相近反应温度的单一氨分解催化剂装填装置,本发明还能通过调节催化剂床层的催化剂配比与温度的关系,实现同等分解率下,更高气压下的氨分解制氢。
97.本实施例提供了调节阳极气体压强、湿度和当量比的可能,抑制了氮气组分对燃料电池性能的负面影响,而且在膜分离提供95%纯度氢气后,更是实现了减小变压吸附设备投资和燃料电池性能温度的双重优势。
98.本实施例利用空压机的压缩空气对氢气增压,实现了对氢气与空气压差的温度控制。同时,本发明由于对氢气尾气进行了充分的燃烧换热利用,氨燃料电池系统不需要额外消耗其他燃料,也不需要将较高比例的电能用于加热氨分解制氢装置。
99.实施例2
100.如图2所示,本发明还提供了另一种燃料电池发电系统,包括:氨分解装置1、加热装置2、氨脱除装置4、燃料电池13、转换装置、电池组18、第三膜增湿器24、氢气循环泵23、增压泵22、第二气水分离器25和空压机16。加热装置2安装在氨分解装置1内部,加热装置2用于对气体和催化剂进行加热,氨分解装置1用于将氨气分解为氢氮气。
101.氨脱除装置4与氨分解装置1的出口连通,用于脱除未分解的氨气;燃料电池13和氨脱除装置4连通,以氢气为燃料氧化产生电能。转换装置与燃料电池13连接,对燃料电池13的电压进行升压;电池组18用于储存氢燃料电池13产生的电能。增压泵22连通在氨分解装置1和燃料电池13的阳极之间;空压机16用于将压缩空气送入增压泵22,第三膜增湿器24连通在增压泵22和燃料电池13的阴极之间;燃料电池13的第一出口和氢气循环泵23的进口连通,氢气循环泵23的第一出口和氨分解装置1的进口连通,氢气循环泵23的第二出口和燃料电池13的阳极连通,燃料电池13的第二出口和第三气水分离器的进口连通,第三气水分
0.4mpa);
110.s204:增压后的氢氮气进入膜分离装置7对氢气进行膜分离,膜分离后的氢氮气经过增压泵22增压后送入燃料电池13的阳极;压缩空气经过增压泵22增压后送入第三膜增湿器24,经第三膜增湿器24调节湿度后进入燃料电池13的阴极;燃料电池13阳极产生的气体在氢气循环泵23的作用下回流到氨分解装置1、膜分离装置7和燃料电池13的阳极,燃料电池13阴极产生的气体经第二气水分离器25分离为空气和水,第二气水分离器25将分离的水送入第三膜增湿器24;
111.s205:转换装置对燃料电池13电压进行升压,并将产生的电能存储到电池组18。
112.本实施例具有氢储能密度高,能量转换效率高,投资成本低,发电成本低的优势,由于不需要变压吸附分离装置,系统的初投资和体积都可以大幅减小,利用膜分离提供的90-95%纯度的氢气,结合氢气增压泵和循环泵的温度、湿度、压力、当量比耦合控制,有效解决了现有燃料电池系统中氮气积累导致的性能负面影响,而且利用空压机的能量回收作为氢气侧增压,也有效解决了氨分解制氢系统中,氢氮气压力不足的难题,若在没有膜分离装置的实施例中,该设计方法将起到更为重要的作用。该实施例在基站电源,发电机组,电站调峰,矿卡重卡和电动船舶等应用场景,具有跨季节,长时效储能的优势,发电效率高,度电成本低,初投资小,运维压力小,没有污染物排放等优势。
113.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。