1.本发明涉及电火花加工技术领域,尤其涉及一种工件加工状态的检测方法、装置和电子设备。
背景技术:
2.随着工业技术的不断发展,对微小孔的加工要求也变得越来越高。以航空发动机涡轮叶片的气膜孔为例,目前,主要采用电火花小孔机对涡轮叶片的气膜孔进行加工。
3.采用电火花小孔机对涡轮叶片的气膜孔进行加工时,通常是按照实际需要,在涡轮叶片的目标位置进行电极穿透操作,形成气膜孔。但是,若电极穿透操作时间过长,则会损伤涡轮叶片中流道结构和叶身的背面,为了避免损伤涡轮叶片中流道结构和叶身的背面,可以考虑对涡轮叶片的加工状态进行检测,从而提高气膜孔加工过程中涡轮叶片的安全性。
4.因此,如何准确地检测涡轮叶片的加工状态,是本领域技术人员亟待解决的问题。
技术实现要素:
5.本发明提供一种工件加工状态的检测方法、装置和电子设备,在检测工件加工状态时,可以有效地提高检测结果的准确度。
6.本发明提供一种工件加工状态的检测方法,包括:
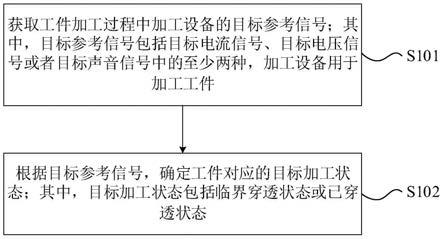
7.获取工件加工过程中加工设备的目标参考信号;其中,所述目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种,所述加工设备用于加工所述工件。
8.根据所述目标参考信号,确定所述工件对应的目标加工状态;其中,所述目标加工状态包括临界穿透状态或已穿透状态。
9.根据本发明提供的一种工件加工状态的检测方法,所述目标参考信号包括目标电流信号、目标电压信号和目标声音信号,所述根据所述目标参考信号,确定所述工件对应的目标加工状态,包括:
10.获取电流信号、电压信号、声音信号分别与加工状态之间的对应关系。
11.根据所述目标电流信号和所述对应关系,确定所述目标电流信号对应的第一加工状态、根据所述目标电压信号和所述对应关系,确定所述目标电压信号对应的第二加工状态、以及根据所述目标声音信号和所述对应关系,确定所述目标声音信号对应的第三加工状态。
12.根据所述第一加工状态、所述第二加工状态以及所述第三加工状态,确定所述工件对应的目标加工状态。
13.根据本发明提供的一种工件加工状态的检测方法,所述根据所述第一加工状态、所述第二加工状态以及所述第三加工状态,确定所述工件对应的目标加工状态,包括:
14.判断所述第一加工状态、所述第二加工状态以及所述第三加工状态是否为相同。
15.在至少两个加工状态相同的情况下,将相同的状态确定为所述工件对应的目标加工状态。
16.根据本发明提供的一种工件加工状态的检测方法,所述获取工件加工过程中加工设备的目标参考信号,包括:
17.获取所述工件加工过程中所述加工设备的原始参考信号。
18.对所述原始参考信号进行处理,得到所述目标参考信号;其中,所述处理包括低通滤波处理、降采样处理、希尔伯特变换处理或者中值滤波处理中的至少一种。
19.根据本发明提供的一种工件加工状态的检测方法,所述获取所述工件加工过程中所述加工设备的原始参考信号,包括:
20.采集所述工件加工过程中所述加工设备的模拟参考信号。
21.对所述模拟信号信号进行转换处理,得到数字参考信号,所述数字参考信号为所述原始参考信号。
22.根据本发明提供的一种工件加工状态的检测方法,所述根据所述目标参考信号,确定所述工件对应的目标加工状态,包括:
23.获取所述加工设备监测的所述工件的状态信息。
24.在所述状态信息指示所述工件的状态为修丝状态或者加工状态的情况下,根据所述目标参考信号,确定所述工件对应的目标加工状态。
25.根据本发明提供的一种工件加工状态的检测方法,所述获取电流信号、电压信号、声音信号分别与加工状态之间的对应关系,包括:
26.获取多个样本工件中,各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号,以及所述样本工件的加工状态。
27.根据所述各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号以及所述样本工件的加工状态,建立所述对应关系。
28.根据本发明提供的一种工件加工状态的检测方法,所述根据所述各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号以及所述样本工件的加工状态,建立所述对应关系,包括:
29.针对各所述加工状态,确定所述各样本工件在所述加工状态下对应的所述样本电流信号的平均电流信号、所述样本电压信号的平均电压信号、以及所述样本声音信号的平均声音信号。
30.将所述平均电流信号、平均电压信号、平均声音信号分别与所述加工状态之间的对应关系,确定为所述对应关系。
31.本发明还提供一种工件加工状态的检测装置,包括:
32.获取单元,用于获取工件加工过程中加工设备的目标参考信号;其中,所述目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种,所述加工设备用于加工所述工件。
33.处理单元,用于根据所述目标参考信号,确定所述工件对应的目标加工状态;其中,所述目标加工状态包括临界穿透状态或已穿透状态。
34.根据本发明提供的一种工件加工状态的检测装置,所述目标参考信号包括目标电流信号、目标电压信号和目标声音信号。
35.所述处理单元,具体用于获取电流信号、电压信号、声音信号分别与加工状态之间的对应关系;根据所述目标电流信号和所述对应关系,确定所述目标电流信号对应的第一加工状态、根据所述目标电压信号和所述对应关系,确定所述目标电压信号对应的第二加工状态、以及根据所述目标声音信号和所述对应关系,确定所述目标声音信号对应的第三加工状态;根据所述第一加工状态、所述第二加工状态以及所述第三加工状态,确定所述工件对应的目标加工状态。
36.根据本发明提供的一种工件加工状态的检测装置,所述处理单元,具体用于判断所述第一加工状态、所述第二加工状态以及所述第三加工状态是否为相同;在至少两个加工状态相同的情况下,将相同的状态确定为所述工件对应的目标加工状态。
37.根据本发明提供的一种工件加工状态的检测装置,所述获取单元,具体用于获取所述工件加工过程中所述加工设备的原始参考信号;对所述原始参考信号进行处理,得到所述目标参考信号;其中,所述处理包括低通滤波处理、降采样处理、希尔伯特变换处理或者中值滤波处理中的至少一种。
38.根据本发明提供的一种工件加工状态的检测装置,所述获取单元,具体用于采集所述工件加工过程中所述加工设备的模拟参考信号;对所述模拟信号信号进行转换处理,得到数字参考信号,所述数字参考信号为所述原始参考信号。
39.根据本发明提供的一种工件加工状态的检测装置,所述处理单元,具体用于获取所述加工设备监测的所述工件的状态信息;在所述状态信息指示所述工件的状态为修丝状态或者加工状态的情况下,根据所述目标参考信号,确定所述工件对应的目标加工状态。
40.根据本发明提供的一种工件加工状态的检测装置,所述获取单元,具体用于获取多个样本工件中,各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号,以及所述样本工件的加工状态;根据所述各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号以及所述样本工件的加工状态,建立所述对应关系。
41.根据本发明提供的一种工件加工状态的检测装置,所述获取单元,具体用于针对各所述加工状态,确定所述各样本工件在所述加工状态下对应的所述样本电流信号的平均电流信号、所述样本电压信号的平均电压信号、以及所述样本声音信号的平均声音信号;将所述平均电流信号、平均电压信号、平均声音信号分别与所述加工状态之间的对应关系,确定为所述对应关系。
42.本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述的工件加工状态的检测方法。
43.本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述的工件加工状态的检测方法。
44.本发明还提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现如上述任一种所述的工件加工状态的检测方法。
45.本发明提供的工件加工状态的检测方法、装置和电子设备,在检测工件对应的加工状态时,可以先获取工件加工过程中加工设备的目标参考信号;其中,目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种;并根据目标参考信号,确定
工件对应的目标加工状态;其中,目标加工状态包括临界穿透状态或已穿透状态,这样结合至少两种信号共同确定目标加工状态,可以有效地提高检测结果的准确度。
附图说明
46.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
47.图1为本发明提供的工件加工状态的检测方法的流程示意图;
48.图2为本发明提供的获取原始参考信号的示意图;
49.图3为本发明提供的建立电流信号、电压信号、声音信号分别与加工状态之间的对应关系的方法的流程示意图;
50.图4为本发明提供的电流信号与加工状态之间的第一对应关系示意图;
51.图5为本发明提供的电压信号与加工状态之间的第二对应关系示意图;
52.图6为本发明提供的声音信号与加工状态之间的第三对应关系示意图;
53.图7为本发明提供的工件加工状态的检测装置的结构示意图;
54.图8为本发明提供的电子设备的实体结构示意图。
具体实施方式
55.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
56.在本发明的实施例中,“至少一个”是指一个或者多个,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况,其中a,b可以是单数或者复数。在本发明的文字描述中,字符“/”一般表示前后关联对象是一种“或”的关系。
57.本发明实施例提供的技术方案可以应用于工件加工场景中,尤其是涡轮叶片气膜孔的加工场景中。在涡轮叶片气膜孔的加工场景中,采用电火花小孔机对涡轮叶片的气膜孔进行加工时,若电极穿透操作时间过长,则会损伤涡轮叶片中流道结构和叶身的背面,因此,在气膜孔加工过程中,可以对涡轮叶片的加工状态进行检测,以提高气膜孔加工过程中涡轮叶片的安全性。
58.相关技术中,在对涡轮叶片的加工状态进行检测时,大多是采用单一传感器,例如电压传感器,采集电火花小孔机的电压数据,并根据采集的电压数据检测涡轮叶片的加工状态,加工状态包括临界穿透状态以及已穿透状态。但是,采用上述单一的电压数据检测涡轮叶片的加工状态,会导致检测结果的准确度较低。
59.需要说明的是,加工状态除了包括临界穿透状态和已穿透状态之外,还包括修丝状态和稳定加工状态,在本发明实施例中,主要是针对临界穿透状态和已穿透状态进行检测。
60.为了提高检测结果的准确度,本发明实施例提供了一种工件加工状态的检测方法,可以应用于例如涡轮叶片气膜孔的加工场景中,该加工场景通常包括用于加工涡轮叶片气膜孔的加工设备,和用于检测加工状态的检测装置。加工设备在加工涡轮叶片气膜孔的过程中,检测装置可以不断采集加工设备当前的参考信号;其中,参考信号包括电流信号、电压信号或者声音信号中的至少两种;并根据至少两种信号,共同确定涡轮叶片当前对应的加工状态,这样结合至少两种信号共同确定涡轮叶片当前对应的加工状态,可以有效地提高检测结果的准确度。
61.下面,将通过具体的实施例对本发明提供的工件加工状态的检测方法进行详细地说明。可以理解的是,下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
62.图1为本发明提供的工件加工状态的检测方法的流程示意图,该工件加工状态的检测方法可以由软件和/或硬件装置执行。示例的,请参见图1所示,该工件加工状态的检测方法可以包括:
63.s101、获取工件加工过程中加工设备的目标参考信号;其中,目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种,加工设备用于加工工件。
64.示例的,获取工件加工过程中加工设备的目标参考信号时,可以先获取工件加工过程中加工设备的原始参考信号;再对原始参考信号进行处理,得到目标参考信号;其中,处理包括低通滤波处理、降采样处理、希尔伯特变换处理或者中值滤波处理中的至少一种。
65.以原始参考信号包括原始电流信号,对原始电流信号进行的处理包括低通滤波处理、降采样处理、希尔伯特变换处理以及中值滤波处理,得到目标电流信号为例,示例的,对工件加工过程中加工设备的原始电流信号进行处理时,可以先对原始电流信号进行低通滤波处理,过滤掉高于截止频率的异常电流信号,得到处理后的电流信号,可记为第一电流信号;并对第一电流信号进行降采样处理,从第一电流信号中抽取部分电流信号,该部分电流信号可记为第二电流信号;再对第二电流信号进行希尔伯特变换处理,提供信号包络;再对信号包络进行低通滤波处理,进一步过滤掉高于截止频率的信号,得到处理后的信号包络;再对处理后的信号包络进行中值滤波处理,得到工件加工过程中加工设备的目标电流信号。
66.可以理解的是,对工件加工过程中加工设备的原始电压信号进行处理,得到目标电压信号,以及对工件加工过程中加工设备的原始声音信号进行处理,得到目标声音信号的方法,与上述对工件加工过程中加工设备的原始电流信号进行处理,得到目标电流信号的方法类似,可参见上述对工件加工过程中加工设备的原始电流信号进行处理的相关描述,在此,本发明实施例不再赘述。
67.结合上述相关描述,通常情况下,工件加工过程中加工设备的原始参考信号为数字参考信号,在获取数字参考信号时,可以先采集工件加工过程中所述加工设备的模拟参考信号;对模拟信号信号进行转换处理,得到数字参考信号,该数字参考信号即为上述描述的原始参考信号,可参见图2所示,图2为本发明提供的获取原始参考信号的示意图,假设原始参考信号包括原始电流信号、原始电压信号以及原始声音信号,下面,将结合图2,分别对如何获取工件加工过程中加工设备的原始电流信号、原始电压信号以及原始声音信号进行详细描述。
68.示例的,获取工件加工过程中加工设备的原始电流信号时,可以先采用检测装置中的电流环传感器采集工件加工过程中加工设备的模拟电流信号,并通过检测装置中的过压防护电路对模拟电流信号进行过压保护,得到处理后的模拟电流信号;再通过检测装置中的多通道模拟数字转换器(analog to digital converter,adc)对处理后的模拟电流信号进行转换,得到对应的数字电流信号,该数字电流信号即为获取到的原始电流信号,从而获取到原始电流信号。
69.示例的,获取工件加工过程中加工设备的原始电压信号时,可以先采用检测装置中的高压探头采集工件加工过程中加工设备的模拟电压信号,并通过过压防护电路对模拟电压信号进行过压保护,得到处理后的模拟电压信号;再通过多通道adc对处理后的模拟电压信号进行转换,得到对应的数字电压信号,该数字电压信号即为获取到的原始电压信号,从而获取到原始电压信号。
70.示例的,获取工件加工过程中加工设备的原始声音信号时,可以先采用检测装置中的传声器采集工件加工过程中加工设备的模拟声音信号,并通过检测装置中的模拟信号调理电路对模拟声音信号进行调理处理,得到处理后的模拟声音信号;再通过多通道adc对处理后的模拟声音信号进行转换,得到对应的数字声音信号,该数字声音信号即为获取到的原始声音信号,从而获取到原始声音信号。
71.通过s101获取到工件加工过程中加工设备的目标参考信号后,就可以根据目标参考信号,确定工件对应的目标加工状态,即执行下述s102:
72.s102、根据目标参考信号,确定工件对应的目标加工状态;其中,目标加工状态包括临界穿透状态或已穿透状态。
73.鉴于目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种,因此,在本发明实施例中,可以根据目标电流信号和目标电压信号共同确定工件对应的目标加工状态,也可以根据目标电流信号和目标声音信号共同确定工件对应的目标加工状态,也可以根据目标电压信号和目标声音信号共同确定工件对应的目标加工状态,当然,也可以根据目标电流信号、目标电压信号以及目标声音信号共同确定工件对应的目标加工状态。
74.在本发明实施例中,以根据目标电流信号、目标电压信号以及目标声音信号共同确定工件对应的目标加工状态为例,可结合图2所示,上述通过多通道adc分别获取到工件加工过程中加工设备的原始电流信号、原始电压信号以及原始声音信号后,就可以将原始电流信号、原始电压信号以及原始声音信号传输至检测装置中的arm处理器,arm处理器可以对原始电流信号、原始电压信号以及原始声音信号进行处理,得到目标电流信号、目标电压信号以及目标声音信号,可参见上述s101中的相关描述,并进一步根据目标电流信号、目标电压信号以及目标声音信号共同确定工件对应的目标加工状态。
75.示例的,根据目标电流信号、目标电压信号以及目标声音信号共同确定工件对应的目标加工状态时,可以先获取电流信号、电压信号、声音信号分别与加工状态之间的对应关系;并根据目标电流信号和对应关系,确定目标电流信号对应的第一加工状态、根据目标电压信号和对应关系,确定目标电压信号对应的第二加工状态、以及根据目标声音信号和对应关系,确定目标声音信号对应的第三加工状态;再根据第一加工状态、第二加工状态以及第三加工状态,确定工件对应的目标加工状态。
76.可以理解的是,由于工件材质和加工条件等因素,会影响加工状态对应的电流信号、电压信号、声音信号的取值,因此,为了提高加工状态检测结果的准确度,在获取电流信号、电压信号、声音信号分别与加工状态之间的对应关系时,可以结合待检测工件的工件材质和加工条件等因素,获取与该工件匹配的对应关系,这样可以提高加工状态检测结果的准确度。示例的,加工条件可以包括加工时的电极材料、需要加工孔尺寸等因素。
77.示例的,获取电流信号、电压信号、声音信号分别与加工状态之间的对应关系时,可以预先建立该电流信号、电压信号、声音信号分别与加工状态之间的对应关系;也可以从其它电子设备接收该对应关系;也可以通过其它方式获取该对应关系,具体可以根据实际需要进行设置,后续将对如何建立该对应关系进行详细描述。
78.示例的,根据第一加工状态、第二加工状态以及第三加工状态,确定工件对应的目标加工状态时,可以先判断第一加工状态、第二加工状态以及第三加工状态是否为相同;在至少两个加工状态相同的情况下,将相同的状态确定为工件对应的目标加工状态;在三个加工状态都不相同的情况下,则可忽略本次检测结果,并继续重复进行多次检测,若多次得到的三个加工状态都不相同,说明工件的加工过程出现异常。
79.示例的,若第一加工状态和第二加工状态相同,第三加工状态不同,则将第一加工状态或者第二加工状态确定为工件对应的目标加工状态;或者,若第一加工状态和第三加工状态相同,第二加工状态不同,则将第一加工状态或者第三加工状态确定为工件对应的目标加工状态;若第二加工状态和第三加工状态相同,第一加工状态不同,则将第二加工状态或者第三加工状态确定为工件对应的目标加工状态;或者,若第一加工状态、第二加工状态以及第三加工状态均相同,则将三种加工状态中的任一加工状态确定为工件对应的目标加工状态,从而确定出工件对应的目标加工状态。
80.此外,在本发明实施例中,在检测工件的加工状态时,由于主要针对临界穿透状态或已穿透状态这两种状态进行检测,而加工设备加工工件时,通常会先进行一些准备工作,例如,设备开机操作等,在准备工作阶段,工件不会进行临界穿透状态或已穿透状态,因此,为了避免检测设备在这些阶段进行无效检测,示例的,检测设备可以获取加工设备监测的工件的状态信息;在状态信息指示工件的状态为修丝状态或者加工状态的情况下,说明工件后续在短时间内可能进入临界穿透状态或已穿透状态,检测设备再根据目标参考信号,确定工件对应的目标加工状态。这样可以有效避免检测设备在准备工作阶段,对工件对应的目标加工状态进行无效检测,从而在一定程度上节省了计算资源。
81.示例的,检测设备获取加工设备监测的工件的状态信息时,结合上述图2所示,检测设备和加工设备之间可以设置输入通用输入输出(general-purpose input output,gpio)接口,加工设备进入加工状态时,会通过gpio接口向检测设备实时反馈修丝状态或者加工状态,以使检测设备获取到加工设备监测的工件的状态信息。此外,检测设备在检测到工件对应的目标加工状态后,也可以通过gpio接口向加工设备反馈临界穿透阶段或已穿透阶段,若接收到的目标加工状态为临界穿透状态,加工设备基于预设的穿透后加工深度参数对工件继续加工。
82.可以看出,本发明实施例提供的工件加工状态的检测方法,在检测工件对应的加工状态时,可以先获取工件加工过程中加工设备的目标参考信号;其中,目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种;并根据目标参考信号,确定
工件对应的目标加工状态;其中,目标加工状态包括临界穿透状态或已穿透状态,这样结合至少两种信号共同确定目标加工状态,可以有效地提高检测结果的准确度。
83.基于上述图1所示的实施例,为了便于理解在上述s102中,如何建立电流信号、电压信号、声音信号分别与加工状态之间的对应关系,下面,将通过下述图3所示的实施例进行详细描述。
84.图3为本发明提供的建立电流信号、电压信号、声音信号分别与加工状态之间的对应关系的方法的流程示意图,该方法同样可以由软件和/或硬件装置执行。示例的,请参见图3所示,该方法可以包括:
85.s301、获取多个样本工件中,各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号,以及样本工件的加工状态。
86.示例的,在选定工件材质和加工条件等因素后,可以确定相同工件材质和加工条件下的多个样本工件,并对各个样本工件的气膜孔进行加工,加工过程中,可以记录加工设备的样本电流信号、样本电压信号、样本声音信号,以及样本工件的加工状态,从而获取到各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号,以及样本工件的加工状态。
87.其中,多个样本工件的数量可以根据实际需要进行设置,在此,对于样本工件数量的取值,本发明实施例不做具体限制。
88.示例的,获取各样本工件加工过程中加工设备的样本电流信号、样本电压信号、以及样本声音信号时,可以先获取各样本工件加工过程中加工设备的原始样本电流信号、原始样本电压信号、以及原始样本声音信号;再对原始样本电流信号、原始样本电压信号、以及原始样本声音信号进行处理,得到样本电流信号、样本电压信号、以及样本声音信号;其中,处理包括低通滤波处理、降采样处理、希尔伯特变换处理或者中值滤波处理中的至少一种。
89.可以理解的是,对原始样本电流信号、原始样本电压信号、以及原始样本声音信号进行处理的方法,与上述s101中对工件加工过程中加工设备的原始电流信号进行处理,得到目标电流信号的方法类似,可参见上述对工件加工过程中加工设备的原始电流信号进行处理的相关描述,在此,本发明实施例不再赘述。
90.结合上述相关描述,通常情况下,各样本工件加工过程中加工设备的原始样本电流信号、原始样本电压信号、以及原始样本声音信号均为数字参考信号,在获取数字参考信号时,可以先采集工件加工过程中加工设备的样本模拟电流信号、样本模拟电压信号、以及样本模拟声音信号;并对样本模拟电流信号、样本模拟电压信号、以及样本模拟声音信号进行转换处理,得到原始样本电流信号、原始样本电压信号、以及原始样本声音信号,其具体实现方法,与上述s101中获取原始电流信号、原始电压信号以及原始声音信号的方法类似,可参见上述s101中的相关描述,此处不再进行赘述。
91.在获取到各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号以及样本工件的加工状态后,就可以根据各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号以及样本工件的加工状态,建立电流信号、电压信号、声音信号分别与加工状态之间的对应关系,即执行下述s302:
92.s302、根据各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本
声音信号以及样本工件的加工状态,建立对应关系。
93.示例的,根据各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号以及样本工件的加工状态,建立对应关系时,针对各加工状态,可以先计算各样本工件在加工状态下对应的样本电流信号的平均电流信号、样本电压信号的平均电压信号、以及样本声音信号的平均声音信号;并将平均电流信号、平均电压信号、平均声音信号分别与加工状态之间的对应关系,确定为对应关系,从而建立电流信号、电压信号、声音信号分别与加工状态之间的对应关系。
94.可以理解的是,考虑到在工件加工过程中,通常会包括修丝状态、稳定加工状态、临界穿透状态以及已穿透状态,因此,在本发明实施例中,建立的对应关系中除了包括电流信号、电压信号、声音信号分别与临界穿透状态之间的对应关系、以及电流信号、电压信号、声音信号分别与已穿透状态之间的对应关系之外,还可以包括电流信号、电压信号、声音信号分别与修丝状态之间的对应关系、以及电流信号、电压信号、声音信号分别与稳定加工状态之间的对应关系。
95.示例的,在本发明实施例中,电流信号、电压信号、声音信号分别与加工状态之间的对应关系可以通过一个对应关系示意图体现,也可以通过多个对应关系示意图体现,具体可以根据实际需要进行设置。以通过多个对应关系示意图体现为例,可以分别建立电流信号与加工状态之间的第一对应关系,电压信号与加工状态之间的第二对应关系,以及声音信号与加工状态之间的第三对应关系,示例的,可分别参见图4、图5以及图6所示,其中,图4为本发明提供的电流信号与加工状态之间的第一对应关系示意图,图5为本发明提供的电压信号与加工状态之间的第二对应关系示意图,图6为本发明提供的声音信号与加工状态之间的第三对应关系示意图。
96.结合图4、图5以及图6所示,在分别建立电流信号与加工状态之间的第一对应关系,电压信号与加工状态之间的第二对应关系,以及声音信号与加工状态之间的第三对应关系后,在实际检测场景下,就可以根据实际检测场景下的目标电流信号和第一对应关系,确定目标电流信号对应的第一加工状态、根据实际检测场景下的目标电压信号和第二对应关系,确定目标电压信号对应的第二加工状态、以及根据实际检测场景下的目标声音信号和第三对应关系,确定目标声音信号对应的第三加工状态;从而根据第一加工状态、第二加工状态以及第三加工状态,确定工件对应的目标加工状态。
97.可以看出,本发明实施例中,在建立电流信号、电压信号、声音信号分别与加工状态之间的对应关系时,可以先获取多个样本工件中,各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号,以及样本工件的加工状态;并根据各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号以及样本工件的加工状态,建立对应关系,这样结合多个样本工件过程中加工设备的样本电流信号、样本电压信号、样本声音信号,以及样本工件的加工状态,共同建立对应关系,可以有效地提高建立的对应关系的准确度。
98.下面对本发明提供的工件加工状态的检测装置进行描述,下文描述的工件加工状态的检测装置与上文描述的工件加工状态的检测方法可相互对应参照。
99.图7为本发明提供的工件加工状态的检测装置70的结构示意图,示例的,请参见图7所示,该工件加工状态的检测装置70可以包括:
100.获取单元701,用于获取工件加工过程中加工设备的目标参考信号;其中,目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种,加工设备用于加工工件。
101.处理单元702,用于根据目标参考信号,确定工件对应的目标加工状态;其中,目标加工状态包括临界穿透状态或已穿透状态。
102.可选的,目标参考信号包括目标电流信号、目标电压信号和目标声音信号;处理单元702,具体用于获取电流信号、电压信号、声音信号分别与加工状态之间的对应关系;根据目标电流信号和对应关系,确定目标电流信号对应的第一加工状态、根据目标电压信号和对应关系,确定目标电压信号对应的第二加工状态、以及根据目标声音信号和对应关系,确定目标声音信号对应的第三加工状态;根据第一加工状态、第二加工状态以及第三加工状态,确定工件对应的目标加工状态。
103.可选的,处理单元702,具体用于判断第一加工状态、第二加工状态以及第三加工状态是否为相同;在至少两个加工状态相同的情况下,将相同的状态确定为工件对应的目标加工状态。
104.可选的,获取单元701,具体用于获取工件加工过程中加工设备的原始参考信号;对原始参考信号进行处理,得到目标参考信号;其中,处理包括低通滤波处理、降采样处理、希尔伯特变换处理或者中值滤波处理中的至少一种。
105.可选的,获取单元701,具体用于采集工件加工过程中加工设备的模拟参考信号;对模拟信号信号进行转换处理,得到数字参考信号,数字参考信号为原始参考信号。
106.可选的,处理单元702,具体用于获取加工设备监测的工件的状态信息;在状态信息指示工件的状态为修丝状态或者加工状态的情况下,根据目标参考信号,确定工件对应的目标加工状态。
107.可选的,获取单元701,具体用于获取多个样本工件中,各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号,以及样本工件的加工状态;根据各样本工件加工过程中加工设备的样本电流信号、样本电压信号、样本声音信号以及样本工件的加工状态,建立对应关系。
108.可选的,获取单元701,具体用于针对各加工状态,确定各样本工件在加工状态下对应的样本电流信号的平均电流信号、样本电压信号的平均电压信号、以及样本声音信号的平均声音信号;将平均电流信号、平均电压信号、平均声音信号分别与加工状态之间的对应关系,确定为对应关系。
109.本发明实施例提供的工件加工状态的检测装置70,可以执行上述任一实施例中工件加工状态的检测方法的技术方案,其实现原理以及有益效果与工件加工状态的检测方法的实现原理及有益效果类似,可参见工件加工状态的检测方法的实现原理及有益效果,此处不再进行赘述。
110.图8为本发明提供的电子设备的实体结构示意图,如图8所示,该电子设备可以包括:处理器(processor)801、通信接口(communications interface)802、存储器(memory)803和通信总线804,其中,处理器801,通信接口802,存储器803通过通信总线804完成相互间的通信。处理器801可以调用存储器803中的逻辑指令,以执行工件加工状态的检测方法,该方法包括:获取工件加工过程中加工设备的电流信号和参考信号;其中,参考信号包括电
压信号和/或声音信号,加工设备用于加工工件;根据电流信号和参考信号,确定工件对应的目标加工状态;其中,加工状态包括临界穿透状态或已穿透状态。
111.此外,上述的存储器803中的逻辑指令可以通过软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本发明各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
112.另一方面,本发明还提供一种计算机程序产品,所述计算机程序产品包括计算机程序,计算机程序可存储在非暂态计算机可读存储介质上,所述计算机程序被处理器执行时,计算机能够执行上述各方法所提供的工件加工状态的检测方法,该方法包括:获取工件加工过程中加工设备的电流信号和参考信号;其中,参考信号包括电压信号和/或声音信号,加工设备用于加工工件;根据电流信号和参考信号,确定工件对应的目标加工状态;其中,加工状态包括临界穿透状态或已穿透状态。
113.又一方面,本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现以执行上述各方法提供的工件加工状态的检测方法,该方法包括:获取工件加工过程中加工设备的电流信号和参考信号;其中,参考信号包括电压信号和/或声音信号,加工设备用于加工工件;根据电流信号和参考信号,确定工件对应的目标加工状态;其中,加工状态包括临界穿透状态或已穿透状态。
114.以上所描述的装置实施例仅仅是示意性的,其中所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。本领域普通技术人员在不付出创造性的劳动的情况下,即可以理解并实施。
115.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到各实施方式可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件。基于这样的理解,上述技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,如rom/ram、磁碟、光盘等,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行各个实施例或者实施例的某些部分所述的方法。
116.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。