1.本发明属于金属粉末制备技术领域,涉及一种铼或二元铼合金球形粉末的制备方法。
背景技术:
2.铼是一种稀有难熔金属,具有高熔点、高强度以及良好的塑性和优异的机械稳定性,其熔点高达3180℃,铼没有脆性临界转变温度,在高温和急冷急热条件下均有很好的抗蠕变性能,适于超高温和强热震工作环境,其室温拉伸强度超过1100mpa,2200℃时仍可保持在48mpa以上,远远超过其他金属材料。铼在高温下有非常好的耐热冲击性,在2200℃的高温下,铼制造的发动机喷管能够承受10万次热疲劳循环而不失效。另外,铼还有非常好的耐磨损、抗腐蚀性,其抗磨损能力仅次于金属锇,对于除氧气之外的大部分燃气能够保持比较好的化学惰性,不会被热氢气腐蚀,对氢气的渗透率也很低。因其一系列优异特性,铼及其合金被广泛应用于石油化工、电子工业和航空航天等行业,成为现代高科技领域极其重要的新材料之一。
3.热等静压等常规的粉末冶金法是金属铼及铼合金制品的比较有效的方法。在热等静压之后,对制品进行线切割、粗磨、精磨和抛光等加工,可以制得尺寸精度非常高的零件。但是对于形状比较复杂、小直径、壁厚比较薄的结构件,热等静压法存在着相当大的困难。
技术实现要素:
4.本发明的目的在于克服上述现有技术的缺点,提出一种铼或二元铼合金球形粉末的制备方法,提升了增材制造零件的致密度并保障力学性能,有利于提升增材制造零件的综合力学性能。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种铼或二元铼合金球形粉末的制备方法,其特征在于,包括如下步骤:
7.s1、采用电子束熔炼获得铼棒或二元铼合金棒材;
8.s2、对获得的铼棒或二元铼合金棒材进行真空均匀化退火处理;
9.s3、对退火处理后的铼棒或者二元铼合金棒进行车床加工;
10.s4、装载铼棒或者二元铼合金棒后对雾化室抽真空,并向雾化室充入高纯氩气;
11.s5、启动等离子枪,调节等离子枪功率和棒材转速,将等离子火焰对准棒材端部进行熔化,熔滴被甩出后在雾化室惰性气体氛围中快速凝固,制得铼或二元铼合金粉末。
12.进一步地,所述铼棒或二元铼合金棒材的纯度高于99.99%,氧含量小于10ppm。
13.进一步地,所述步骤s1中铼棒或二元铼合金棒材的直径为23-43mm,长度为350-550mm。
14.进一步地,所述步骤s2的真空度为10-4
~10-3
pa,铼棒退火温度为1000~1100℃,二元铼合金棒材的退火温度为1100~1800℃,时间为5~10h。
15.进一步地,所述步骤s3中车床加工后铼棒或二元铼合金棒的直径为20~40mm,长
度为300~500mm,圆度<0.1mm,粗糙度<1.6μm。
16.进一步地,所述步骤s4中氩气纯度>99.99%,熔炼舱室内的压力为0.1~0.2mpa,对雾化室抽真空至10-4
~10-3
pa。
17.进一步地,所述步骤s5中等离子枪的功率为75-150kw,所述等离子枪包含钨阴极,所述等离子枪的阳极为铼棒或二元铼合金棒,所述等离子枪对铼棒或二元铼合金棒的端部进行加热,所述铼棒或二元铼合金棒的转速为13000-20000r/min。
18.进一步地,对制得铼或二元铼合金粉末在高纯氩气保护环境下进行除渣、筛分和包装,并分成15-53μm和53-106μm两个粒度段。
19.进一步地,所述步骤s5中制得的铼或二元铼合金粉末的平均粒度为30μm-60μm,球形度高于95%,氧含量小于50ppm,纯度高于99.99%。
20.与现有技术相比,本发明具有以下有益效果:
21.该制备方法使用电子束熔炼和转移弧等离子旋转电极制备工艺,能够制得高纯、高球形度、低氧含量的铼或者二元铼合金球形粉末,球形度达到95%以上,氧含量可控制在50ppm以下,纯度高于9.99%,流动性优异,霍尔流速不大于5s/50g,堆积致密度高,松装密度高于11g/cm3。高球形度可以确保优异的流动性和松装密度,优异的流动性是增材制造工艺的重要需求,更高的松装密度能够提升增材制造零件的致密度并保障力学性能,更低的杂质氧含量有利于提升增材制造零件的综合力学性能。本方法制备的球形粉末,除渣后其全粒度均满足增材制造的需求,即15~53μm的粉末满足激光铺粉(slm)的需求,剩余的53~106μm粉末满足电子束3d打印(ebm)的需求,其薄壁复杂成型件能够满足石油化工、电子工业和航空航天的应用需求。
22.本发明中,通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
23.此处的附图被并入说明书中并构成本说明书的一部分,与说明书一起用于解释本发明的原理。
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
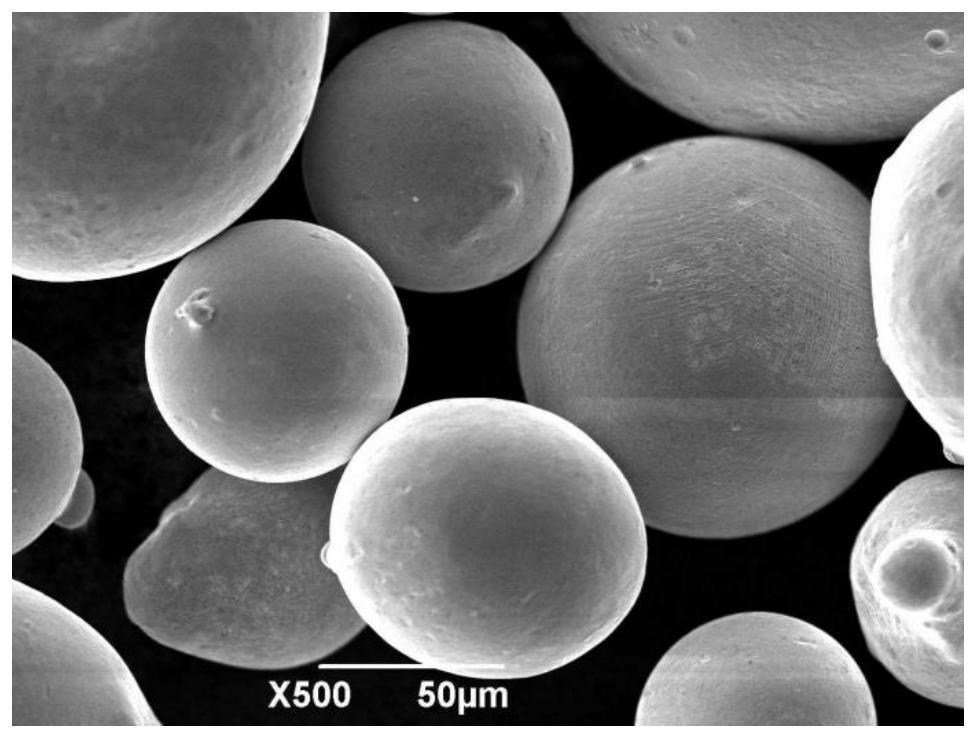
25.图1为实施例1制备的粒度段为53-106μm的铼粉的扫描电镜照片;
26.图2为实施例2制备的粒度段为53-106μm的re25-mo合金粉末的扫描电镜照片;
27.图3为实施例3制备的粒度段为53-106μm的re10-w合金粉末的扫描电镜照片。
具体实施方式
28.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与所附权利要求书中所详述的、本发明的一些方面相一致的装置的例子。
29.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图及实施例
对本发明作进一步详细描述。
30.一种铼或二元铼合金球形粉末的制备方法,包括如下步骤:
31.s1、采用电子束熔炼获得铼棒或二元铼合金棒材;铼棒或二元铼合金棒材的纯度高于99.99%,氧含量小于10ppm。铼棒或二元铼合金棒材的直径为23-43mm,长度为350-550mm。二元铼合金棒材为铼钨合金棒材、铼钼合金棒材或铼铂合金棒材。
32.s2、对获得的铼棒或二元铼合金棒材进行真空均匀化退火处理,真空度为10-4
~10-3
pa,铼棒退火温度为1000~1100℃,二元铼合金棒材的退火温度为1100~1800℃,时间为5~10h,以提高铼棒或二元铼合金棒的成分和组织均匀性,避免雾化制粉过程棒材高速旋转时因组织不均匀而棒材开裂或飞出,同时避免杂质氧含量的增加,从而获得高球形度、高松装密度、低氧含量的粉末。
33.s3、对退火处理后的铼棒或者二元铼合金棒进行车床加工;车床加工后铼棒或二元铼合金棒的直径为20~40mm,长度为300~500mm,圆度<0.1mm,粗糙度<1.6μm。对热处理后的铼棒或者二元铼合金棒进行精车加工,以确保雾化过程中电极棒能够稳定高速旋转并获得高球形度粉末,电极棒具体指标达到圆度小于0.1mm,粗糙度小于1.6μm,避免棒材高速旋转过程因圆度低而产生剧烈跳动以及因棒材表面粗糙与传动机构产生切屑粘连而剧烈跳动;
34.s4、装载铼棒或者二元铼合金棒后对雾化室抽真空,并向雾化室充入高纯氩气;其中,氩气纯度>99.99%,熔炼舱室内的压力为0.1~0.2mpa,对雾化室抽真空至10-4
~10-3
pa。
35.s5、启动等离子枪,调节等离子枪功率和棒材转速,将等离子火焰对准棒材端部进行熔化,熔滴被甩出后在雾化室惰性气体氛围中快速凝固,制得铼或二元铼合金粉末。其中,等离子枪的功率为75-150kw,所述等离子枪包含钨阴极,所述等离子枪的阳极为铼棒或二元铼合金棒,所述等离子枪对铼棒或二元铼合金棒的端部进行加热,所述铼棒或二元铼合金棒的转速为13000-20000r/min。对制得铼或二元铼合金粉末在高纯氩气保护环境下进行除渣、筛分和包装,并分成15-53μm和53-106μm两个粒度段。制得的铼或二元铼合金粉末的平均粒度为30μm-60μm,球形度高于95%,氧含量小于50ppm,纯度高于99.99%。
36.下面结合具体的工艺处理过程进行说明:
37.实施例1:
38.步骤一、采用电子束熔炼获得铼棒,直径为23mm,长度为350mm,纯度为99.995%,氧含量9ppm。
39.步骤二、对获得的铼棒进行真空均匀化退火处理,真空度为10-4
pa,其中铼棒退火温度在1000℃,时间为5h;
40.步骤三、对热处理后的铼棒进行车床加工,加工后的铼棒的特点为:直径为20mm,长度为300mm,圆度为0.05mm,粗糙度为1.2μm。
41.步骤四、装载电极棒后对反应室抽真空至10-4
pa,向反应室充入高纯氩气(纯度高于99.99%),使腔室内压力为0.1mpa;
42.步骤五、prep制粉设备的等离子枪功率为75kw,等离子体对电极棒端部进行加热,电极棒转速为13000r/min。
43.步骤六、对制得的铼粉末在高纯氩气(纯度高于99.99%)保护环境下进行除渣、筛
分和包装,分别分成15-53μm和53-106μm两个粒度段;经过检测,15-53μm占63.2%,53-106μm占比为36.8%,氧含量为45ppm,球形度为97.3%,图1是粒度段为53-106μm的铼粉的扫描电镜照片。
44.实施例2
45.步骤一、采用电子束熔炼获得re25-mo棒,纯度为99.995%,氧含量为9ppm,直径为38mm,长度为410mm。
46.步骤二、对获得的re25-mo棒材进行真空均匀化退火处理,真空度5
×
10-4
pa,re25-mo棒材退火温度为1100℃,时间为8h;
47.步骤三、对退火后的re25-mo棒进行精车加工,加工后的电极棒特点为:直径为35mm,长度为340mm,圆度为0.05mm,粗糙度为1.2μm。
48.步骤四、装载电极棒后对反应室抽真空至10-3
pa,向反应室充入高纯氩气(纯度高于99.99%),使腔室内压力为0.13mpa;
49.步骤五、prep制粉设备的等离子枪功率为109kw,等离子体对电极棒端部进行加热,电极棒转速为17500r/min。
50.步骤六、对制得的re25-mo合金粉末在高纯氩气(纯度高于99.99%)保护环境下进行除渣、筛分和包装,分别分成15-53μm和53-106μm两个粒度段;经过检测,15-53μm占43.7%,53-106μm占比为56.3%,氧含量为42ppm,球形度为96.5%,图2是粒度段为53-106μm的re25-mo合金粉末的扫描电镜照片。
51.实施例3
52.步骤一、采用电子束熔炼获得re10-w棒,纯度为99.995%,氧含量7ppm,直径为43mm,长度为550mm。
53.步骤二、对获得的re10-w棒材进行真空均匀化退火处理,真空度10-3
pa,退火温度在1800℃,时间为10h;
54.步骤三、对熔炼的re10-w棒进行精车加工,加工后的电极棒的直径为40mm,长度为500mm,圆度为0.07mm,粗糙度为1.2μm。
55.步骤四、装载电极棒后对反应室抽真空至10-3
pa,向反应室充入高纯氩气(纯度高于99.99%),使腔室内压力为0.2mpa;
56.步骤五、prep制粉设备的等离子枪功率为150kw,等离子体对电极棒端部进行加热,电极棒转速为20000r/min。
57.步骤六、对制得的re10-w合金粉末在高纯氩气(纯度高于99.99%)保护环境下进行除渣、筛分和包装,分别分成15-53μm和53-106μm两个粒度段;经过检测,15-53μm占58.7%,53-106μm占比为38.9%,大于106μm占2.4%,氧含量为37ppm,球形度为97.2%,图3是粒度段为53-106μm的re10-w合金粉末的扫描电镜照片。
58.传统方法制备的铼粉为非球形粉或类球形粉,使用2.5mm霍尔漏斗测量流动性难以流动,氧含量普遍在1000ppm以上,松装填充粉末颗粒间隙非常大,松装密度仅为1.84g/cm3左右,振实密度为3.03g/cm3左右,远低于本发明所述球形铼粉。使用电子束熔炼和转移弧等离子旋转电极制备工艺,能够制得高纯、高球形度、低氧含量的铼或者二元铼合金球形粉末,球形度达到95%以上,氧含量可控制在50ppm以下,纯度高于99.99%,流动性优异,霍尔流速不大于5s/50g,堆积致密度高,松装密度高于11g/cm3。
59.以高纯氩气(纯度高于99.99%)为雾化气体,转移弧等离子旋转电极制备高纯铼或者二元铼合金,即以电极棒为阳极,进行雾化制粉,获得增材制造用高纯铼或者二元铼合金球形粉末,满足增材制造工艺对金属粉末的粒度分布、球形度、松装密度、氧含量等各项性能要求,其中筛分后的15-53μm的粉末满足激光铺粉(slm)的需求,53-106μm粉末满足电子束3d打印(ebm)的需求,实现其在石油化工、电子工业和航空航天等行业的更进一步应用。
60.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。
61.应当理解的是,本发明并不局限于上述已经描述的内容,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。