1.本发明涉及石膏板生产设备技术领域,特别涉及一种石膏板生产线用烘干输送系统。
背景技术:
2.石膏板是以建筑石膏为主要原料制成的一种材料,在石膏板生产过程中需要对石膏板进行烘干处理,以降低石膏板的水分含量,但现有石膏板生产用烘干装置,其上下料较为不便,如果仅通过输送带进行输送,烘干设备内部的空间利用率小,且容易导致输送带等的老化。
技术实现要素:
3.本发明的目的是提供一种石膏板生产线用烘干输送系统,其能通过输料小车对石膏板进行大批量输送和烘干,输料小车便于在不影响生产的前提下进行维修或更换,提高了加工效率以及自动化程度。
4.本发明的上述技术目的是通过以下技术方案得以实现的:一种石膏板生产线用烘干输送系统,包括烘干箱,烘干箱两侧分别设有进料输送带和下料输送带,进料输送带与下料输送带之间设有输料小车,输料小车的运动路径经过烘干箱;所述输料小车包括上下分布的若干层放置层,进料输送带靠近输料小车一端设有上料输送带,上料输送带靠近进料输送带一端铰接,另一端设有驱动其上下的升降件,用于给上下各放置层上料。
5.更进一步地,所述升降件包括上料输送带两侧的驱动缸,驱动缸下端铰接于地/固定机架,上端铰接于上料输送带对应侧。
6.更进一步地,还包括用于将输料小车上烘干结束的石膏板推至下料输送带上的推料件。
7.更进一步地,所述推料件包括多个与各放置层内石膏板位置相适配的推块,所述下料输送带设有上下多层,且与石膏板推出输料小车的位置相适配。
8.更进一步地,所述下料输送带末端设有上下滑移的托板,托板用于承接并堆垛各下料输送带上输送出的石膏板。
9.更进一步地,还包括若干平行输送带,所述托板并排设有若干块,所述平行输送带位于托板之间位置。
10.更进一步地,所述平行输送带末端设有送料输送带。
11.更进一步地,所述输料小车的的移动路径上还设有若干对定位气缸,每对定位气缸伸出时,其输出端分别抵接于输料小车行进方向的两端。
12.更进一步地,所述定位气缸设有至少两对,分别对应上料输送带对输料小车的上料位置和推料件对输料小车的推动位置。
13.更进一步地,所述上料输送带靠近烘干箱一侧还设有整理块,整理块内端沿靠近烘干箱方向逐渐向内侧倾斜,直至与输料小车外侧抵接。
14.综上所述,本发明具有以下有益效果:通过输料小车对石膏板进行大批量输送和烘干,输料小车便于在不影响生产的前提下进行维修或更换,提高了加工效率以及自动化程度,通过上料输送带实现向输料小车各层的上料工作,干燥完成后通过推块依次推入不同层的下料输送带上,最终通过上下移动的托板进行堆垛后放置于平行输送带上完成整体的输送。
附图说明
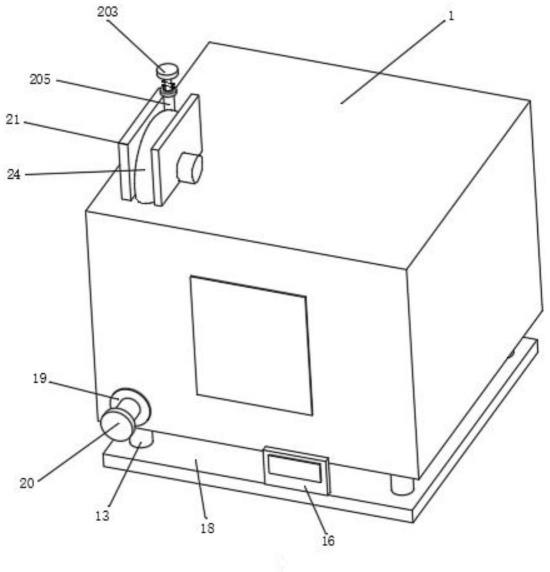
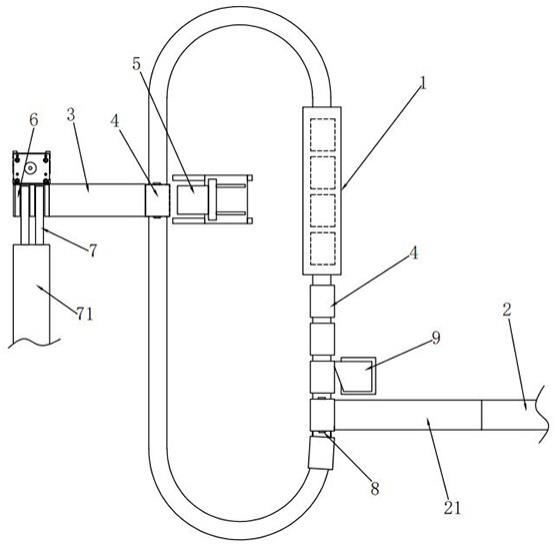
15.图1是本发明的整体结构示意图;图2是本发明中上料输送带与输料小车的结构示意图;图3是本发明中推料件以及下料输送带部分的结构示意图。
16.图中,1、烘干箱;2、进料输送带;21、上料输送带;22、驱动缸;3、下料输送带;4、输料小车;5、推块;6、托板;7、平行输送带;71、送料输送带;8、定位气缸;9、整理块。
具体实施方式
17.下面结合附图对本发明的具体实施方式作进一步说明,本实施例不构成对本发明的限制。
18.一种石膏板生产线用烘干输送系统,如图1所示,包括烘干箱1,烘干箱1两端可以通过电控门启闭,或者人工启闭,烘干箱1内通过热风机等实现对石膏板的烘干效果,其具体原理为现有技术,在此不做过多赘述。
19.如图1所示,烘干箱1两侧分别设有进料输送带2和下料输送带3,进料输送带2与下料输送带3之间设有输料小车4,输料小车4的运动路径经过烘干箱1;本实施例中,输送系统包括底部的环形轨道,输料小车4通过底部驱动沿环形轨道移动(也可通过车钩或锁链等连接一组输料小车4,并在头部设置驱动车,形成火车式的拉动驱动结构,启闭门为对称两扇,并开设与车钩或锁链相适配的对称口,使得驱动车部分得以在烘干箱1外,以减少电气结构在烘干设备中的停留)。
20.如图2所示,输料小车4包括上下分布的若干层放置层,各放置层上分布若干滚柱,以提高石膏板沿放置层进入或取出的方便性;为了方便进料输送带2对不同放置层的上料,进料输送带2靠近输料小车4一端(靠近环形轨道一端)设有上料输送带21,上料输送带21靠近进料输送带2一端铰接于进料输送带2侧面,保证该端能接受到进料输送带2输送过来的石膏板,另一端设有驱动其上下的升降件,用于给上下各放置层上料;升降件包括上料输送带21两侧的驱动缸22,驱动缸22下端铰接于地/固定机架,上端铰接于上料输送带21对应侧,以升降上料输送带21的端部使其上的石膏板进入不同放置层中,上料输送带21的长度以及放置层层高使得石膏板可以进入到不同高度的放置层中即可。
21.如图3所示,环形轨道内侧固定有用于将输料小车4上烘干结束的石膏板推至下料输送带3上的推料件;推料件包括底座以及底座上连接的多个与各放置层内石膏板位置相
适配的推块5,底座通过两侧线性模组实现滑移,以便于推料件整体进行推料和复位,输料小车4内侧板上开设供各推块5进入的通孔;下料输送带3设有上下多层,且与石膏板推出输料小车4的位置相适配,推料件将输料小车4各个放置层上的石膏板推入对应高度的下料输送带3中,各下料输送带3侧面还可设置贴标装置对石膏板两侧进行贴边。
22.如图3所示,下料输送带3末端设有托板6和若干平行输送带7,托板6上下滑移,用于承接并堆垛各下料输送带3上输送出的石膏板;托板6并排设有若干块,平行输送带7位于托板6之间位置,以在托板6上堆垛出一定高度石膏板后放置到平行输送带7上;平行输送带7末端设有送料输送带71,以将堆垛好的石膏板送出。
23.如图1所示,输料小车4的的移动路径上还设有两对定位气缸8,每对定位气缸8伸出时,其输出端分别抵接于输料小车4行进方向的两端;两对定位气缸8分别对应上料输送带21对输料小车4的上料位置、推料件对输料小车4的推动位置,以在光电传感器感应到输料小车4后先后抵接在输料小车4的两端,提高定位精准度;上料输送带21靠近烘干箱1一侧还固定有整理块9,整理块9内端沿靠近烘干箱1方向逐渐向内侧倾斜,直至与输料小车4外侧抵接,使得输料小车4在移动时,能通过整理块9将凸出输料小车4外的石膏板推入,方便其进入烘干箱1中。
24.工作过程:进料输送带2输送待烘干的石膏板到上料输送带21上,输料小车4到位后,驱动缸22伸出或缩回,控制上料输送带21自由端升降,对输料小车4不同高度的放置层进行上料,结束后输料小车4移动,进行下一个输料小车4的上料,直至一组输料小车4皆上完料;上一组输料小车4在烘干箱1中烘干结束后,该组输料小车4进入烘干箱1中进行烘干工作;烘干结束的一组输料小车4依次经过推料件,通过推料件将输料小车4上烘干结束的石膏板推至对应高度的下料输送带3上,托板6上下滑移,承接并堆垛各下料输送带3上输送出的石膏板;堆垛到一定高度后,托板6下移到平行输送带7下方,使得堆垛好的石膏板放置到平行输送带7上;平行输送带7将堆垛好的石膏板送出到送料输送带71,完成输送。
25.以上所述,仅是本发明的较佳实施例而已,不用于限制本发明,本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明技术方案的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。