1.本发明属于宇航数字化制造领域,涉及一种基于误差补偿的蒙皮工艺净尺寸的展开方法。
背景技术:
2.蒙皮类零件在宇航制造领域有着大量的应用,如运载火箭和宇宙飞船的舱段蒙皮。蒙皮类零件属于典型的钣金零件,其平板状态的下料尺寸主要依据舱段骨架的理论装配模型和中性层不变的理论,对蒙皮类零件进行展开计算。
3.目前,受舱体装配型架的制造误差、舱体骨架的制造误差、舱体骨架的装配误差和舱体装配过程中骨架变形等多因素影响,装配阶段下蒙皮工艺净尺寸常与理论模型展开的尺寸不同。在研制阶段,常规的做法是蒙皮下料阶段保留较多余量,待装配阶段根据骨架实际外形协调去除余量,从而确定装配阶段的蒙皮工艺净尺寸。协调法确定蒙皮工艺净尺寸相当于二次下料,极大降低了蒙皮的装配效率。对于状态稳定的批产产品,也能采用经验法确定蒙皮的工艺净尺寸。经验法是在理论展开的基础上,补偿适当的经验余量确定。然而,积累余量的经验数据常需经过一个较长的研制周期。此外,宇航制造领域舱段大都为多品种小批量,产品迭代改型速度快。一旦产品改型,前期积累的经验数据无法直接移植应用,指导研制生产的有效性较差。因此,确定蒙皮工艺净尺寸采用的协调法和经验法,效率较低,无法满足当下型号高密度发射的研制需求,更不利于宇航产品的数字化制造。
4.当前,creo(pro/e),catia等三维建模软件对蒙皮类零件的展开计算主要依据零件理论模型的中性层展开,未考虑装配阶段存在的各种误差源对蒙皮工艺净尺寸的影响,其展开后的轮廓为理论外轮廓,也无法直接应用于装配阶段的研制生产。
5.因此,若能量化装配过程中导致蒙皮外形误差的来源,并对其进行补偿,就能在研制初期和工艺设计阶段确定蒙皮工艺净尺寸,从而真正实现宇航领域蒙皮类零件的数字制造,满足宇航类产品短周期的研制需求。
技术实现要素:
6.本发明的目的在于提供一种基于误差补偿的蒙皮工艺净尺寸展开方法,以解决上述背景技术中提出的问题。
7.为实现上述目的,本发明提供如下技术方案:
8.一种基于误差补偿的蒙皮工艺净尺寸展开方法,包括:
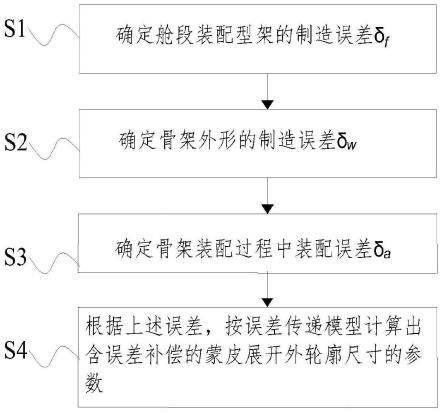
9.确定装配型架的制造误差δf;
10.确定骨架外形的制造误差δw11.确定骨架装配过程中的装配误差δa;包括框类零件装配误差δ
a1
和桁类零件装配误差δ
a2
;
12.按误差传递模型计算出含误差补偿的蒙皮展开外轮廓尺寸的参数。
13.作为本发明的进一步改进:所述按误差传递模型计算出含误差补偿的蒙皮展开外
轮廓尺寸的参数,包括:所述蒙皮为筒形舱段蒙皮,
14.所述筒形舱蒙皮展开后的蒙皮矩形长度l通过如下公式定义:
[0015][0016]
式中,h为所述筒形舱段蒙皮展开后的矩形外轮廓宽度;
[0017]
r为蒙皮在筒形舱段上端或下端中性层的理论半径;
[0018]
θ为理论模型下蒙皮覆盖舱体骨架的圆心夹角。
[0019]
作为本发明的进一步改进:所述按误差传递模型计算出含误差补偿的蒙皮展开外轮廓尺寸的参数,包括:所述蒙皮为锥形舱段蒙皮,
[0020]
所述锥形舱段蒙皮展开后的扇形外轮廓的上半径为r
x
通过如下公式定义:
[0021][0022]
所述锥形舱段蒙皮展开后的扇形外轮廓的下半径ry为通过如下公式定义:
[0023][0024]
所述锥形舱段蒙皮展开后的扇形圆心角γ通过如下公式定义:
[0025][0026]
式中:
[0027]
ra为蒙皮在锥段舱段上端中性层的理论半径;
[0028]
rb为蒙皮在锥段舱段下端中性层的理论半径;
[0029]
α为锥形舱体的半锥角;
[0030]
β为理论模型下蒙皮覆盖舱体骨架的圆心夹角。
[0031]
与现有技术相比,本发明的有益效果是:
[0032]
本发明的基于误差补偿的蒙皮工艺净尺寸展开方法实现蒙皮工艺净尺寸装配,采用误差补偿机制展开的蒙皮能有直接指导研制阶段下蒙皮类零件无余量下料,在装配阶段能直接按照工艺净尺寸装配,从而取消蒙皮协调去除余量工序,提高蒙皮的装配效率和材料利用率。采用误差补偿后展开的蒙皮,装配阶段能直接应用于产品研制生产提高原材料的利用率,且公式较为简单可以通过二次开发集成到三维软件中。
附图说明
[0033]
图1为一种基于误差补偿的蒙皮工艺净尺寸展开方法的流程图;
[0034]
图2为筒形舱段理论装配状态下的示意图和相关参数;
[0035]
图3为筒形舱段蒙皮展平后下料的扇形状态及其轮廓描述参数;
[0036]
图4为锥形舱段理论装配状态下的示意图和相关参数;
[0037]
图5为锥形舱段蒙皮展平后下料的扇形状态及其轮廓描述参数;
[0038]
其中:1-理论状态下蒙皮示意图;2-框类零件示意图;3-桁条零件示意图;4-含误差补偿的蒙皮最大外轮廓。
具体实施方式
[0039]
为详细说明技术方案的技术内容、构造特征、所实现目的及效果,以下结合具体实施例并配合附图详予说明。
[0040]
实施例一
[0041]
请参阅图1~3,本实施例中,一种基于误差补偿的蒙皮工艺净尺寸展开方法,应用于筒形舱蒙皮的展开外轮廓相关参数的计算,包括以下步骤:
[0042]
s1:确定筒形舱段装配型架的制造误差δf,主要是蒙皮上框(或下框)搭接框所在型架定位元件的制造误差;
[0043]
s2:确定筒形舱段骨架外形的制造误差δw,主要是蒙皮装配上框(或下框)的制造误差;
[0044]
s3:确定筒形舱段骨架装配过程中的装配误差δa,其中框类零件组装成整框过程中的装配误差,为δ
a1
;桁条类零件组装成骨架过程中的装配误差,为δ
a2
;
[0045]
s4:根据步骤s1-s3中确定的误差δf、δw和δa,其中δa包括δ
a1
和δ
a2
,按误差传递模型计算出筒形舱段含误差补偿的展开后的蒙皮矩形长度l,记筒形舱段蒙皮展开后的最大矩形外轮廓宽为h,则筒形舱段含误差补偿的展开后的蒙皮矩形长度l的计算公式如下:
[0046][0047]
其中:
[0048]
r为蒙皮在筒形舱段上端(或下端)中性层的理论半径;
[0049]
θ为理论模型下蒙皮覆盖舱体骨架的圆心夹角。
[0050]
需要提醒的是,其中蒙皮展开后的最大矩形外轮廓宽h的误差源主要为型架上框定位板、下框定位板高度和产品厚度上的误差,此误差较小,不展开分析,工程应用中h取设计模型理论值即可。
[0051]
针对步骤s1~s4,具体的,一种筒形舱段含误差补偿的蒙皮展开案例,已知蒙皮在筒形舱段上端中性层的理论半径r为1125mm,理论模型下蒙皮覆盖舱体骨架的圆心夹角θ为90
°
,蒙皮装配高度h=1000mm,则有以下步骤:
[0052]
s1:确定蒙皮装配框的定位元件的制造误差δf:舱段装配型架框采用定位板定位,定位板制造误差依据gb/t 1804-m,定位板的线性尺寸公差为1.2mm,定位板安装同轴度误差为0.3mm,此两项之和即为δf=1.5mm;
[0053]
s2:确定蒙皮装配框的制造误差δw:装配框采用型材半框,按qj 262a-2005确定圆度线性尺寸公差即为δw=1.5mm;
[0054]
s3:确定骨架装配过程中装配误差δ
a1
:若上下框采用型材半框组装成整框过程中的装配误差,两个半框拼接过程单个间隙最大为1mm,换算为最大间隙状态下对应的半径减去理论半径即为δ
a1
=0.3mm;确定桁条类零件组装成骨架过程中的装配误差δ
a2
为0.5mm;
[0055]
s4::根据步骤s1-s3中确定的误差δf、δw和δa,其中δa包括δ
a1
和δ
a2
,代入筒形舱段含误差补偿的展开后的蒙皮矩形长度l的计算公式中:
[0056]
[0057]
即l=1773.33mm。
[0058]
实施例二
[0059]
请参阅图1、4和5,本实施例中,一种基于误差补偿的蒙皮工艺净尺寸展开方法,应用于锥形舱蒙皮的展开外轮廓相关参数的计算,包括以下步骤:
[0060]
s1:确定锥形舱段装配型架的制造误差δf,主要是蒙皮上框(或下框)搭接框所在型架定位元件的制造误差;
[0061]
s2:确定锥形舱段骨架外形的制造误差δw,主要是蒙皮装配上框(或下框)的制造误差;
[0062]
s3:确定锥形舱段骨架装配过程中的装配误差δa,其中框类零件组装成整框过程中的装配误差,为δ
a1
;桁条类零件组装成骨架过程中的装配误差,为δ
a2
;
[0063]
s4:根据步骤s1-s3中确定的误差δf、δw和δa,其中δa包括δ
a1
和δ
a2
,按误差传递模型计算出锥形舱段含误差补偿的蒙皮最大外轮廓的关键参数r
x
、ry、γ的计算公式如下:
[0064][0065][0066][0067]
其中:
[0068]
ra为蒙皮在锥段舱段上端中性层的理论半径;
[0069]
rb为蒙皮在锥段舱段下端中性层的理论半径;
[0070]
α为锥形舱体的半锥角;
[0071]
β为理论模型下蒙皮覆盖舱体骨架的圆心夹角。
[0072]
针对步骤s1~s4,具体的,一种锥形舱段含误差补偿的蒙皮展开案例,已知蒙皮在锥形舱段上端中性层的理论半径ra为1125mm,下端中性层的理论半径rb为1525mm,理论模型下蒙皮覆盖舱体骨架的圆心夹角β为120
°
,α是锥形舱体的半锥角为15
°
,包括以下步骤:
[0073]
s1:确定蒙皮装配框的定位元件的制造误差δf:舱段装配型架框采用定位板定位,定位板制造误差依据gb/t 1804-m。因此,定位板的线性尺寸公差为1.2mm,定位板安装同轴度误差为0.3mm,此两项之和为δf=1.5mm;
[0074]
s2:确定蒙皮装配框的制造误差δw;装配框采用型材半框,按qj 262a-2005确定圆度线性尺寸公差即为δw=1.5mm;
[0075]
s3:确定骨架装配过程中装配误差δ
a1
:若上下框采用型材半框组装成整框过程中的装配误差,两个半框拼接过程单个间隙最大为1mm,换算为最大间隙状态下对应的半径减去理论半径即为δ
a1
=0.3mm;确定桁条类零件组装成骨架过程中的装配误差δ
a2
为0.5mm;
[0076]
s4:根据步骤s1-s3中确定的误差δf、δw和δa,其中δa包括δ
a1
和δ
a2
,代入锥形舱段含误差补偿的蒙皮最大外轮廓的关键参数r
x
、ry、γ的计算公式如下:
[0077]
[0078][0079][0080]
即r
x
=4359.42mm;ry=5904.90mm;γ=31.07
°
。
[0081]
本发明的基于误差补偿的蒙皮工艺净尺寸展开方法实现蒙皮工艺净尺寸装配,采用误差补偿机制展开的蒙皮能有直接指导研制阶段下蒙皮类零件无余量下料,在装配阶段能直接按照工艺净尺寸装配,从而取消蒙皮协调去除余量工序,提高蒙皮的装配效率和材料利用率。采用误差补偿后展开的蒙皮,装配阶段能直接应用于产品研制生产提高原材料的利用率,且公式较为简单可以通过二次开发集成到三维软件中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
