1.本技术涉及机械加工技术领域,尤其涉及一种定位机构以及加工设备。
背景技术:
2.目前,在机械加工过程中对工件的定位通常采用推块夹持,例如,通过扭动螺丝控制推块移动以夹持工件,这样的夹持方式存在工件表面有刮伤、压伤等问题。传统的装夹方式是在加工前装夹固定工件,持续保持对工件进行定位,直至加工完成后才松开工件,会造成工件内部存在较大的应力,工件在装夹和加工过程中产生的应力得不到消除,使工件在加工完成后出现回弹形变,导致产品不良。
技术实现要素:
3.有鉴于此,有必要提供一种降低工件加工完成后形变的定位机构以及加工设备。
4.本技术中的一些实施例提供一种定位机构,包括承载座、压料结构以及松紧结构。承载座设有用于承载工件的承载面,所述承载座设置有吸附孔,所述吸附孔与所述承载面连通,沿第一方向,所述承载座贯穿设置有避让孔,所述避让孔和所述承载面连通,所述第一方向与所述承载面垂直。压料结构包括第一驱动件和压板,所述第一驱动件与所述压板连接,并用于驱动所述压板能够靠近和远离所述承载面。松紧结构包括第二驱动件和活动件,所述第二驱动件设置于所述承载座背离所述承载面的一侧,所述活动件具有连接部和限位部,所述连接部安装于所述避让孔,并沿第一方向延伸,所述连接部的一端与所述第二驱动件连接,所述连接部的另一端与所述限位部连接,所述限位部沿第二方向延伸,所述第二方向与所述第一方向垂直。所述第二驱动件用于驱动所述连接部沿所述第一方向和与所述第一方向相反的方向运动,所述第二驱动件还用于驱动所述连接部转动,所述连接部的转动轴线与所述第一方向平行。
5.上述吸附孔、压料结构以及松紧结构可避免对工件的过度夹紧,降低工件表面被刮伤的风险,且方便在加工过程中定位和松开工件,可消减工件内的应力,抑制工件的形变。
6.在一些实施例中,所述定位机构还包括安装板,所述承载座与所述安装板连接,所述承载座与所述第二驱动件分设于所述安装板的两相对侧。方便第二驱动件驱动连接部沿第一方向和与第一方向相反的方向运动。
7.在一些实施例中,所述第一驱动件与所述安装板连接,所述第一驱动件与所述第二驱动件位于所述安装板的同一侧,所述压板位于所述承载座背离所述安装板的一侧。方便第一驱动件能够在第一方向和与第一方向相反的方向驱动压板运动,并且,当承载座需要调节角度和位置时,可以让压料结构和承载做同步运动,节省了安装调试成本。
8.在一些实施例中,沿第一方向,所述安装板贯穿设置有过孔,所述定位机构还包括定位柱和第三驱动件,所述定位柱活动安装于所述过孔,所述第三驱动件与所述第二驱动件位于所述安装板的同一侧,所述第三驱动件与所述定位柱连接,以用于驱动所述定位柱
沿第一方向和与所述第一方向相反的方向运动。在未放置工件时,第三驱动件驱动定位柱沿第一方向伸出,有便于工件的粗定位,提高工件安防的效率和准确性,在放置完工件后,第三驱动件驱动定位柱沿与第一方向相反的方向退回,降低加工刀具和定位柱碰撞的风险。
9.在一些实施例中,所述定位机构还包括升降板和第四驱动件,所述升降板与所述承载座分设于所述安装板的两相对侧,所述第二驱动件安装于所述升降板,所述第四驱动件与所述升降板连接,以驱动所述升降板沿第一方向和与所述第一方向相反的方向运动。
10.上述第四驱动件和升降板可以加长活动件的运动行程,使活动件能够拉紧更厚的工件,也能够相对承载面退回到更低的位置,提高活动件的适用范围。
11.在一些实施例中,所述承载座设置有真空槽,所述真空槽与所述承载面连通,所述吸附孔与所述真空槽连通。
12.上述真空槽提高了对工件负压吸附的面积,从而加强对工件的定位作用,还可降低工件受损的风险。
13.在一些实施例中,所述承载座还设置有密封槽,所述密封槽与所述承载面连通,所述密封槽环设于所述真空槽外。
14.上述密封槽内可安装密封圈,当吸附孔产生吸附作用时,工件压紧密封槽内凸出的密封圈,可以起到密封真空槽的作用,提高吸附定位的效果。
15.在一些实施例中,所述承载座包括基板和定位凸台,所述定位凸台安装于所述基板,所述定位凸台背离所述基板的表面设置为所述承载面。
16.上述定位凸台的形状可设置为和工件的形状相匹配,有便于作业人员识别工件放置的位置,提高放置工件的效率,还能提高工件放置的精确度。
17.在一些实施例中,所述定位机构还包括控制器,所述控制器与所述第一驱动件和所述第二驱动件电连接,以提高定位机构的自动化程度。
18.本技术实施例还提供一种加工设备,包括机台以及上述任意一实施例所述的定位机构,所述定位机构安装于所述机台。所述加工设备具有上述任一实施例中的有益效果。
19.本技术中吸附孔、压料结构以及松紧结构可以共同定位待加工的工件,通过吸附孔、压料结构、松紧结构的多重定位,可提供更好的定位效果,还能够减少因为单处作用于工件的力太大而导致工件在加工过程中所产生的应力。通过在加工过程中多次的定位工件和释放工件,可达到消减工件应力的效果,从而抑制工件的形变,提高产品的良率。
附图说明
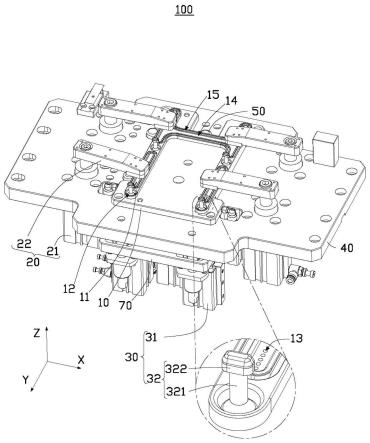
20.图1为本技术一实施例提供的定位机构的结构示意图。
21.图2为本技术一实施例提供的承载座的结构示意图。
22.图3为本技术一实施例提供的安装板和定位柱的剖视图。
23.图4为本技术一实施例提供的定位机构的侧视图。
24.图5为本技术一实施例提供的加工设备的结构示意图。
25.主要元件符号说明
26.定位机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
27.承载座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
28.承载面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
29.避让孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
30.吸附孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
31.真空槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
32.密封槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
33.基板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110
34.定位凸台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120
35.压料结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
36.第一驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
37.压板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
38.松紧结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
39.第二驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
40.活动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
41.连接部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321
42.限位部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
322
43.安装板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
44.过孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
45.定位柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
46.第三驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
47.升降板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
48.第四驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
49.控制器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
90
50.加工设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ151.机台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101
具体实施方式
52.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
53.需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“顶”、“底”、“上”、“下”、“左”、“右”、“前”、“后”、以及类似的表述只是为了说明的目的。
54.术语“垂直”用于描述两个部件之间的理想状态。实际生产或使用的状态中,两个部件之间可以存在近似于垂直的状态。举例来说,结合数值描述,垂直可以指代两直线之间夹角范围在90
±
10
°
之间,垂直也可以指代两平面的二面角范围在90
°±
10
°
之间,垂直还可以指代直线与平面之间的夹角范围在90
±
10
°
之间。被描述“垂直”的两个部件可以不是绝对的直线、平面,也可以大致呈直线或平面,从宏观来看整体延伸方向为直线或平面即可认为部件为“直线”或“平面”。
55.术语“平行”用于描述两个部件之间的理想状态。实际生产或使用的状态中,两个
部件之间可以存在近似于平行的状态。举例来说,结合数值描述,平行可以指代两直线之间夹角范围在180
°±
10
°
之间,平行也可以指代两平面的二面角范围在180
°±
10
°
之间,平行还可以指代直线与平面之间的夹角范围在180
°±
10
°
之间。被描述“平行”的两个部件可以不是绝对的直线、平面,也可以大致呈直线或平面,从宏观来看整体延伸方向为直线或平面即可认为部件为“直线”或“平面”。
56.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
57.本技术公开一种定位机构,包括承载座、压料结构以及松紧结构。承载座设有用于承载工件的承载面,承载座设置有吸附孔,吸附孔与承载面连通,沿第一方向,承载座贯穿设置有避让孔,避让孔和承载面连通,第一方向与承载面垂直设置。压料结构包括第一驱动件和压板,第一驱动件与压板连接,并用于驱动压板能够靠近和远离承载面。松紧结构包括第二驱动件和活动件,第二驱动件设置于承载座背离承载面的一侧,活动件具有连接部和限位部,连接部安装于避让孔,并沿第一方向延伸,连接部的一端与第二驱动件连接,连接部的另一端与限位部连接,限位部沿第二方向延伸,第二方向与第一方向垂直。第二驱动件用于驱动连接部沿第一方向和与第一方向相反的方向运动,第二驱动件还用于驱动连接部转动,连接部的转动轴线与第一方向平行。
58.上述吸附孔、压料结构以及松紧结构共同作用于工件,以限制工件的移动。吸附孔、压料结构以及松紧结构可避免对工件的过度夹紧,降低工件表面被刮伤的风险,且方便在加工过程中定位和松开工件,可消减工件内的应力,抑制工件的形变。
59.下面将结合附图,对本技术的一些实施例做出说明。在不冲突的情况下,下述的实施例及实施例中的特征可以相互结合。
60.请参阅图1,本技术实施例提供一种定位机构100,定位机构100包括承载座10、压料结构20以及松紧结构30。承载座10用于承载待加工的工件(图未示),承载座10上设置有吸附孔13,吸附孔13能够吸附工件以及撤销对工件的吸附作用。压料结构20能够压持工件,松紧结构30能够拉紧工件。
61.请参阅图1和图2,吸附孔13通过和真空泵、空压机等设备连通,以能在吸附孔13处产生吸附作用以及取消吸附作用。承载座10设有用于承载工件的承载面11,吸附孔13与承载面11连通,需要定位工件时,吸附孔13产生吸力,以吸附放置于承载面11的工件,被吸附孔13吸附的工件被限制移动,不需要定位工件时,吸附孔13取消吸力,以释放工件。吸附孔13能够快速切换吸附工件的状态和释放工件的状态,方便在加工过程中能够吸附和释放工件,吸附孔13吸附工件的方式能够降低损伤工件表面的风险。
62.可选地,吸附孔13的数量可以设置为一个,也可以设置为两个或者两个以上,示例性地,吸附孔13设置有至少两组,每组吸附孔13由至少两个吸附孔13组成。
63.在一些实施例中,请参阅图1和图2,承载座10设置有真空槽14,真空槽14与承载面11连通,吸附孔13与真空槽14连通。将工件放置于承载面11并封盖真空槽14,在需要定位工件时,吸附孔13产生吸力,对真空槽14抽真空,使真空槽14对工件进行真空吸附。真空槽14提高了对工件负压吸附的面积,从而加强对工件的定位作用,还可降低工件受损的风险。
64.真空槽14的数量可以是一个,也可以是两个或者两个以上,每个真空槽14可以连
通一个或者多个吸附孔13。示例性地,真空槽14的数量为四个,每个真空槽14连通有五个吸附孔13。
65.在一些实施例中,请参阅图1和图2,承载座10还设置有密封槽15,密封槽15与承载面11连通,密封槽15环设于真空槽14外。密封槽15内可安装密封圈,密封圈凸出密封槽。当需要定位工件时,将工件放置于承载座10并封盖真空槽14和密封槽15,工件与密封槽15内放置的密封圈接触,吸附孔13产生吸附作用,工件压紧密封槽15内凸出的密封圈,可以起到密封真空槽14的作用,提高吸附定位的效果。
66.在一些实施例中,请参阅图1和图2,承载座10包括基板110和定位凸台120,定位凸台120安装于基板110,定位凸台120背离基板110的表面设置为承载面11。定位凸台120的形状可设置为和工件的形状相匹配,有便于作业人员识别工件放置的位置,提高放置工件的效率,还能提高工件放置的精确度。在一些实施例中,真空槽14和密封槽15均设置在定位凸台120上。
67.请参阅图1,压料结构20包括第一驱动件21和压板22,第一驱动件21与压板22连接,第一驱动件21能够驱动压板22靠近承载面11,使压板22能够压持承载面11上的工件,第一驱动件21还能够驱动压板22远离承载面11,使压板22能够和承载面11上的工件相离。
68.第一驱动件21驱动压板22运动有利于快速切换压持工件的状态和与工件相离的状态,方便在加工过程中能够压持和释放工件。
69.在一些实施例中,请参阅图1,第一驱动件21驱动压板22做往复运动,沿第一方向,压板22设置在承载面11的上方,第一驱动件21驱动压板22沿第一方向做往复运动,以使压板22能够靠近和远离承载面11,第一方向与承载面11垂直设置。这样设置方便让压板22压持于工件背离承载面11的表面,在压持一些板状、片状的工件时,可降低因夹持工件过紧而使工件发生形变的风险,并且工件背离承载面11的表面加工废屑容易清除,也降低了压板22和工件之间存在废屑而压伤工件的风险。
70.可选地,第一驱动件21设置为气压缸、液压缸、电动推杆、直线电机等任意一种设备,第一驱动件21还可以采用其他能够驱动压板22做往复运动的设备,在此不再赘述。
71.在一些实施例中,请参阅图1,第一驱动件21驱动压板22做往复运动的同时还用于驱动压板22做旋转运动,压板22的转动轴线和第一方向平行设置,这样设置可以使压板22在未压持工件时,压板22在第一方向上的投影与承载面11没有重合,使在工件的安放和取走时具有更大的操作空间,有便于工件的安放。可选地,第一驱动件21可以采用旋转伸缩电机,或者采用旋转电机和伸缩电机组合的设备,在此不再赘述。
72.第一驱动件21的数量可以是一个,也可以是两个或者两个以上,压板22的数量可以与第一驱动件21的数量相等。示例性地,第一驱动件21和压板22的数量均设置为四个。
73.在另外一些实施例中,第一驱动件21可以驱动压板22做开合式的转动的运动,第一驱动件21可采用旋转电机、旋转气缸等设备,压板22通过转动开合而能够在压持工件的状态和与工件相离的状态中进行切换。
74.请参阅图1和图2,沿第一方向,承载座10贯穿设置有避让孔12,避让孔12和承载面11连通。松紧结构30包括第二驱动件31和活动件32,第二驱动件31设置于承载座10背离承载面11的一侧,活动件32具有连接部321和限位部322,连接部321安装于避让孔12,并沿第一方向延伸,连接部321的一端与第二驱动件31连接,连接部321的另一端与限位部322连
接,限位部322沿第二方向延伸,第二方向与第一方向垂直。以图中x轴、y轴、z轴坐标系为参考,第一方向与z轴方向平行,第二方向可以是x轴方向,也可以是y轴方向,即第二方向是与x轴和y轴的形成的平面平行的方向。第二驱动件31用于驱动连接部321沿第一方向和与第一方向相反的方向运动,第二驱动件31还用于驱动连接部321转动,连接部321的转动轴线与第一方向平行。
75.在一实施例中,工件上可以设置有通孔(图未示),通孔的形状与限位部322适配设置,在需要定位工件时,第一驱动件21驱动连接部321在第一方向上运动,使限位部322穿过通孔,伸至工件背离承载面11的一侧,第一驱动件21随后驱动连接部321转动,使限位部322转动至无法穿过通孔的角度,第一驱动件21再驱动活动件32在第一方向相反的方向运动,使限位部322和工件背离承载面11的表面相接触,进而将工件拉紧于承载面11。当不需要定位工件时,第一驱动件21驱动连接部321在第一方向上运动,使得限位部322和工件相离,随后驱动连接部321转动,使限位部322转动至能够穿过通孔的角度。
76.第二驱动件31驱动活动件32可以快速在拉紧工件的状态和释放工件的状态中进行切换,有便于工件在加工过程中拉紧和释放工件。
77.第二驱动件31的数量可以是一个,也可以是两个或者两个以上,活动件32的数量可以与第二驱动件31的数量相等。示例性地,第二驱动件31和活动件32的数量均设置为四个。
78.在一些实施例中,请参阅图1,定位机构100还包括安装板40,承载座10与安装板40连接,承载座10与第二驱动件31分设于安装板40的两相对侧,方便第二驱动件31驱动连接部321沿第一方向和与第一方向相反的方向运动。
79.在一些实施例中,请参阅图1,第一驱动件21与安装板40连接,第一驱动件21与第二驱动件31位于安装板40的同一侧,压板22位于承载座10背离安装板40的一侧。方便第一驱动件21能够在第一方向和与第一方向相反的方向驱动压板22运动,并且,当承载座10需要调节角度和位置时,可以让压料结构20和承载座10做同步运动,节省了对压料结构20安装调试的成本。
80.在一些实施例中,请参阅图1和图3,沿第一方向,安装板40贯穿设置有过孔41,定位机构100还包括定位柱50和第三驱动件60,定位柱50活动安装于过孔41,第三驱动件60与第二驱动件31位于安装板40的同一侧,第三驱动件60与定位柱50连接,以用于驱动定位柱50沿第一方向和与第一方向相反的方向运动。在未放置工件时,第三驱动件60驱动定位柱50沿第一方向伸出,有便于工件的粗定位,提高工件安防的效率和准确性,在放置完工件后,第三驱动件60驱动定位柱50沿与第一方向相反的方向退回,降低加工刀具和定位柱50碰撞的风险。
81.定位柱50的数量可以是一个,也可以是两个或者两个以上,可选地,定位柱50设置为至少三个,三个定位柱50设置在承载座10的周围,以方便定位工件。
82.在一些实施例中,请参阅图4,定位机构100还包括升降板70和第四驱动件80,升降板70与承载座10分设于安装板40的两相对侧,第二驱动件31安装于升降板70,第四驱动件80与升降板70连接,以驱动升降板70沿第一方向和与第一方向相反的方向运动。升降板70可以同时连接多个第二驱动件31,使第四驱动件80可以同时驱动多个第二驱动件31运动。第四驱动件80和升降板70可以加长活动件32的运动行程,使活动件32能够拉紧沿第一方向
上的厚度更大的工件,也能够相对承载面11退回到更低的位置,提高活动件32的适用范围。
83.在一些实施例中,请参阅图5,定位机构100还包括控制器90,控制器90与第一驱动件21和第二驱动件31电连接。控制器90可以控制第一驱动件21和第二驱动件31的运行,从而方便控制压料结构20和松紧结构30在加工过程中的定位和释放工件,提高设备的自动化。在一些实施例中,控制器90还可以与和吸附孔13连通的真空泵或者空压机等设备电连接,以方便控制吸附孔13。控制器90还可以与控制按钮电连接,以方便人工一键启动或者关闭。在一些实施例中,安装板40上还可以安装有光纤传感器或者光电传感器,以检测工件是否放置到位,当工件放置到位时,控制器90接收到传感器的信息而控制吸附孔13、第一驱动件21以及第二驱动件31工作。
84.本技术在定位工件时,第三驱动件60驱动定位柱50沿第一方向伸出,将工件放置在承载面11上,吸附孔13产生吸力,使得真空槽14吸附工件。第一驱动件21驱动压板22转动,使压板22在第一方向上和承载面11相对设置,第一驱动件21再驱动压板22沿第一方向相反的方向运动,使压板22压持工件。第二驱动件31驱动连接部321沿第一方向运动,并使限位部322穿过工件,随后第二驱动件31驱动连接部321转动,使得限位部322转动至无法穿过工件的角度,第二驱动件31再驱动连接部321沿与第一方向相反的方向运动,使限位部322拉紧工件。工件由此被定位,通过吸附孔13、压料结构20、松紧结构30的多重定位,可提供更好的定位效果,还能够减少因为单处加紧工件的力太大而导致工件再加工过程中所产生的应力。吸附孔13、压料结构20以及松紧结构30可以在加工一道或者几道工序后依次松开工件,以释放工件在加工过程中所产生的应力,释放应力后再次定位工件,完成后续的加工工序。通过在加工过程中多次的定位工件和释放工件,可达到消减工件应力的效果,从而抑制工件的形变,提高产品的良率。
85.请参阅图5,本技术中的实施例还提供一种加工设备1,该加工设备1包括机台101以及上述任一实施例中的定位机构100。由于本加工设备1采用了上述定位工件任一实施例的技术方案,因此至少具有上述定位机构100任一实施例的技术方案所带来的有益效果,在此不再一一赘述。
86.其中,定位机构100安装于机台101。机台101可以是用于支撑的架类、台类结构,机台101可以设置有利于稳固的支撑脚等结构,也可以设置有方便挪动的行走轮等结构。机台101上还可以设置有能够驱动定位机构100转动的结构,以方便转动定位机构100上的承载面11所处的角度,方便在多个角度上对工件进行加工。
87.另外,本技术领域的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本技术公开的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
