1.本发明涉及电力电缆技术领域,具体为一种电力电缆用外部包覆胶带生产加工工艺。
背景技术:
2.植齿机是一种用于生产拉链的机器,但是目前市场上的植齿机都为普通的电机结构,不仅结构复杂而且耗能也很大,为此,我们提出一种电力电缆用外部包覆胶带生产加工工艺。
技术实现要素:
3.本发明的目的在于提供一种电力电缆用外部包覆胶带生产加工工艺,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种电力电缆用外部包覆胶带生产加工工艺,包括外护套,所述外护套的内壁设置铠装层,所述铠装层的内壁设置屏蔽层,所述屏蔽层的内壁设置隔温层,所述屏蔽层的内壁设置绝缘层,所述绝缘层的内壁设置导体,所述导体与绝缘层的夹层中均匀设置填充层;所述外护套的成分包括:乙烯-醋酸乙烯共聚物 20~30份,马来酸酐接枝聚乙烯 5~10份,氢氧化铝 40~50份,重质碳酸钙 1~5份,硅酮母料 1~3份,季戊四醇磷酸酯 1~5份,钛酸钙 0.1~1份,抗氧剂 0.5~1份,润滑剂 0.1~1份,α,ω-端羟基聚二甲基硅氧烷 0.5~2份,对苯二甲酸二辛酯 0.1~2份,聚氧乙烯硬脂酸酯 0.1~1份;制备工艺:s1:称取乙烯-醋酸乙烯共聚物20~30份、马来酸酐接枝聚乙烯5~10份、氢氧化铝40~50份、重质碳酸钙1~5份、硅酮母料1~3份、季戊四醇磷酸酯1~5份、钛酸钙0.1~1份、抗氧剂0.5~1份、润滑剂0.1~1份、α,ω-端羟基聚二甲基硅氧烷0.5~2份,对苯二甲酸二辛酯0.1~2份、聚氧乙烯硬脂酸酯0.1~1份投入密炼机中,在密炼机中混炼至140℃,使各种组分混合均匀,形成混炼胶料;s2:将s1制得的混炼胶料由锥形喂料斗引入双螺杆挤出机熔融挤出加工,然后经单螺杆挤出造粒,得到护套电缆料,备用;
s3:将s2所得电缆料通过挤塑机在一区120~130℃、二区130~150℃、三区145~165℃、四区145~165℃、机头140~160℃的温度下挤出,包覆在第二绕包层外表面,即制得所述外护套。
5.包覆层按以下重量分数计的原料:母胶10~12份增添树脂0.3~2份有机硅胶0.1~2份环氧树脂0.5~3份成膜物0.3~5份凡士林0.2~2份沥青1~2份促进剂0.01~0.2份炭黑1~3份caco3 30~60份;步骤一:母脂的炼制,母脂中包含天然橡胶 8-12份,丁苯橡胶 3-6份,丁基橡胶 0.5-3份,三元乙丙橡胶 0.5-4份,依次添加并对橡胶通过开炼机进行塑炼,塑炼时间为30-45min,然后等母胶的表面有光泽且无颗粒物时将炭黑加入;步骤二:将开炼的母胶继续开炼,并在母胶中依次加入加工助剂和诸多的填料,混炼尝试控制在20-35min,然后混炼好的胶料停放24h小时以上,然后经压延机挤压成型,然后将成型后的贴合在聚酰亚胺薄膜的两面上,从而得到双面型胶带,制备成胶带后,包装并放置在盛放箱体的内腔中,在对断裂的电缆接头进行熔接时,可以直接使用绝缘胶带绕包在导体的外壁上,绕包时往复来回绕包10层,即可完成在电缆外部修复主绝缘层的步骤。
6.进一步的,所述铠装层为芳纶纤维编织层或双层镀锌钢带铠装层,且芳纶纤维编织层厚度为1~2mm。进一步的,所述导体为铜导体,且铜导体的表面无金属层。进一步的,所述绝缘层为交联聚乙烯绝缘层或半导电绝缘层。进一步的,所述填充层为低烟无卤的阻燃填充绳。
7.进一步的,所述隔温层包括第一绕包层与第二绕包层,第一绕包层与第二绕包层均为玻璃纤维绕包层。
8.与现有技术相比,本发明的有益效果是:1.本发明在燃烧时具有良好的成炭效果,能够形成连续致密的保护炭层,抑制了烟和热量的传递以及氧气与基体的接触,从而有效的提高了材料的防火阻燃性能;本发明采用该聚烯烃材料作为电缆外护套,不仅能够有效避免火灾的发生或蔓延,其低烟无卤的特性也能为超高层建筑中发生火灾时人员逃生以及消防救援赢得宝贵的时间;2.本发明以胶带缠绕的方式取代现有技术中通过诸多大型设备在电缆断裂处熔接的绝缘层,此绝缘层与传统的绝缘层相比可以来回往复缠绕在电缆断裂处,缠绕10层,且由于新型绝缘层的厚度更小,韧性更强,缠绕在电缆接头处的松紧度为原绝缘层的5倍,且保证其厚度适中更加美观,有效的缩短施工时间,只需要一个半小时即可完成整体的维修,整体维修时间减少,更高效。
附图说明
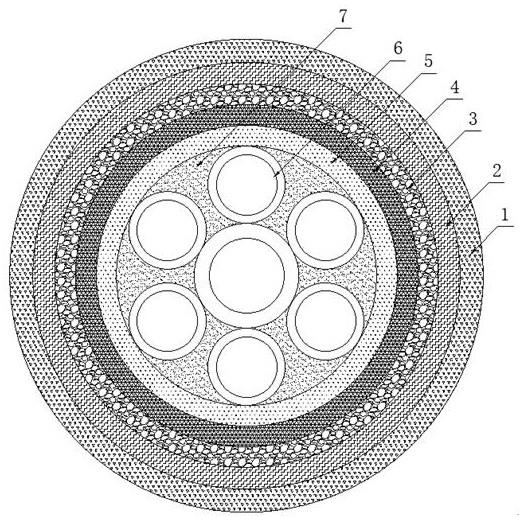
9.图1为本发明结构示意图。
10.图中:1、外护套;2、铠装层;3、屏蔽层;4、隔温层;5、绝缘层;6、导体;7、填充层。
具体实施方式
11.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
12.请参阅图1,本发明提供一种技术方案:一种电力电缆用外部包覆胶带生产加工工艺,包括外护套1,外护套1的内壁设置铠装层2,铠装层2的内壁设置屏蔽层3,屏蔽层3的内壁设置隔温层4,屏蔽层4的内壁设置绝缘层5,绝缘层5的内壁设置导体6,导体6与绝缘层5的夹层中均匀设置填充层7;外护套1的成分包括:乙烯-醋酸乙烯共聚物 20~30份,马来酸酐接枝聚乙烯 5~10份,氢氧化铝 40~50份,重质碳酸钙 1~5份,硅酮母料 1~3份,季戊四醇磷酸酯 1~5份,钛酸钙 0.1~1份,抗氧剂 0.5~1份,润滑剂 0.1~1份,α,ω-端羟基聚二甲基硅氧烷 0.5~2份,对苯二甲酸二辛酯 0.1~2份,聚氧乙烯硬脂酸酯 0.1~1份;制备工艺:s1:称取乙烯-醋酸乙烯共聚物20~30份、马来酸酐接枝聚乙烯5~10份、氢氧化铝40~50份、重质碳酸钙1~5份、硅酮母料1~3份、季戊四醇磷酸酯1~5份、钛酸钙0.1~1份、抗氧剂0.5~1份、润滑剂0.1~1份、α,ω-端羟基聚二甲基硅氧烷0.5~2份,对苯二甲酸二辛酯0.1~2份、聚氧乙烯硬脂酸酯0.1~1份投入密炼机中,在密炼机中混炼至140℃,使各种组分混合均匀,形成混炼胶料;s2:将s1制得的混炼胶料由锥形喂料斗引入双螺杆挤出机熔融挤出加工,然后经单螺杆挤出造粒,得到护套电缆料,备用;s3:将s2所得电缆料通过挤塑机在一区120~130℃、二区130~150℃、三区145~165℃、四区145~165℃、机头140~160℃的温度下挤出,包覆在第二绕包层外表面,即制得外护套1。
13.包覆层按以下重量分数计的原料:母胶10~12份增添树脂0.3~2份
有机硅胶0.1~2份环氧树脂0.5~3份成膜物0.3~5份凡士林0.2~2份沥青1~2份促进剂0.01~0.2份炭黑1~3份caco3 30~60份;步骤一:母脂的炼制,母脂中包含天然橡胶 8-12份,丁苯橡胶 3-6份,丁基橡胶 0.5-3份,三元乙丙橡胶 0.5-4份,依次添加并对橡胶通过开炼机进行塑炼,塑炼时间为30-45min,然后等母胶的表面有光泽且无颗粒物时将炭黑加入;步骤二:将开炼的母胶继续开炼,并在母胶中依次加入加工助剂和诸多的填料,混炼尝试控制在20-35min,然后混炼好的胶料停放24h小时以上,然后经压延机挤压成型,然后将成型后的贴合在聚酰亚胺薄膜的两面上,从而得到双面型胶带,制备成胶带后,包装并放置在盛放箱体(1)的内腔中,在对断裂的电缆接头进行熔接时,可以直接使用绝缘胶带绕包在导体6的外壁上,绕包时往复来回绕包10层,即可完成在电缆外部修复绝缘层5的步骤。
14.铠装层为芳纶纤维编织层或双层镀锌钢带铠装层,且芳纶纤维编织层厚度为1~2mm。导体6为铜导体,且铜导体的表面无金属层。绝缘层5为交联聚乙烯绝缘层或半导电绝缘层。填充层7为低烟无卤的阻燃填充绳。
15.隔温层4包括第一绕包层与第二绕包层,第一绕包层与第二绕包层均为玻璃纤维绕包层。
16.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。