1.本实用新型涉及汽车工件检测技术领域,具体涉及一种用于外球笼检测的瑕疵品筛除装置。
背景技术:
2.外球笼加工时,进入搓齿设备前需要通过尺寸检测器对外球笼工件的滚前径进行自动检测,尺寸检测器通过支架安装在输送机上,并通过输送机将外球笼工件送到尺寸检测器下方的检测区域内进行检测。
3.经检测合格的工件再由输送机送至下一工序,经检测发现瑕疵品时,输送机保持停止不动,并发出警示音,这时需要人工去拿走瑕疵品,并对设备进行复位重启。
4.这种通过停机配合人工筛除瑕疵品的方式,不仅加工效率低,而且人工劳动的强度大,直接影响产出的效率,同时工人要时刻守在设备附近,等待清除瑕疵品,也造成人员利用率低的问题。
技术实现要素:
5.本实用新型的目的就是针对现有技术存在的缺陷,提供一种用于外球笼检测的瑕疵品筛除装置,其结构合理,能够配合尺寸检测器快速将外球笼瑕疵品拨离输送机,相对于之前需要停机人工清理的方式效率更高,劳动力更小。
6.本实用新型的技术方案是:
7.一种用于外球笼检测的瑕疵品筛除装置,包括输送机,所述输送机的一侧设有支架,所述支架顶部设有尺寸检测器,所述输送机上还设有筛除装置,所述筛除装置包括步进电机、螺杆、导向杆、l型拨片和两根立柱;
8.两根所述立柱对称的安装在输送机顶部的两侧,所述导向杆的两端分别与两根立柱连接,所述螺杆位于导向杆的下方并与导向杆相对平行布置,所述螺杆的两端分别与两根立柱转动连接;
9.所述步进电机固定在其中一根立柱上,并且步进电机的转轴与螺杆的端部传动连接;
10.所述l型拨片包括纵向端和连接在纵向端底部的横向端,所述纵向端的中部设有螺纹孔,并通过螺纹孔与螺杆螺纹连接,所述纵向端的顶部设有与导向杆滑动配合的滑槽,所述横向端延伸至尺寸检测器下方的检测区域内,用于将外球笼瑕疵品拨离输送机的输送端面。
11.优选的,所述输送机的一侧放置有用于盛装l型拨片剥落的外球笼瑕疵品的料箱。
12.优选的,所述输送机上还安装有与料箱配合的倾斜布置的导料槽。
13.优选的,所述导料槽的内底面上间隔设有多个弧形凸起的缓冲部。
14.优选的,所述料箱的上沿设有用于检测料箱内空间的满箱检测器。
15.优选的,所述满箱检测器包括控制器、光电传感器和蜂鸣器,所述光电传感器和蜂
鸣器与控制器电连接;
16.所述光电传感器安装在料箱的上边沿处,当光电传感器检测料箱内的外球笼收集至料箱上沿时,将检测到的信号发送至控制器,并通过控制器启动蜂鸣器发出警示音。
17.本实用新型与现有技术相比较,具有以下优点:
18.本实用新型能够配合尺寸检测器快速将外球笼瑕疵品拨离输送机,相对于之前需要停机人工清理的方式效率更高,劳动力更小。
19.具体是通过步进电机带动螺杆正向和反向旋转,能够驱动与螺杆螺纹连接的l型拨片来回往复运动,并通过l型拨片的横向端将尺寸检测器下方检测区域内的瑕疵品拨离输送机,使输送机能够继续向尺寸检测器下方的检测区域内输送工件,瑕疵品拨离后通过反向旋转螺杆能够使l型拨片复位。
20.通过增加导料槽,以及在导料槽的内底面上间隔设有多个弧形凸起的缓冲部,能够使瑕疵品沿着导料槽缓慢的滚落到料箱内存储,这样能够避免瑕疵品落入料箱时由于冲击力过大与其它工件碰撞产生变形的问题。
附图说明
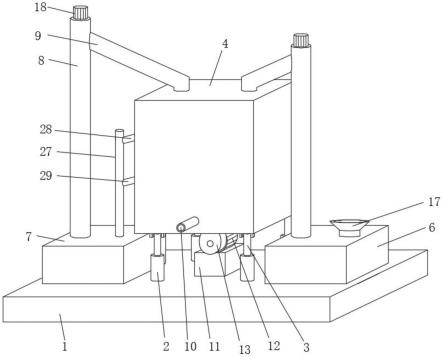
21.图1为本实用新型的结构示意图;
22.图2为筛除装置的结构示意图;
23.图中:1、输送机,2、步进电机,3、尺寸检测器,4、支架,5、导向杆,6、螺杆,7、l型拨片,8、立柱,9、导料槽,10、缓冲部,11、料箱,12、光电传感器,13、纵向端,14、横向端,15、滑槽,16、螺纹孔。
具体实施方式
24.下面是结合附图和实施例对本实用新型进一步说明。
25.实施例1
26.参见图1和图2,一种用于外球笼检测的瑕疵品筛除装置,包括输送机1,输送机1的一侧设有支架4,支架4顶部设有尺寸检测器3,尺寸检测器3的底部为检测端,并且检测区域朝向输送机1的输送端面。
27.输送机1还设有筛除装置,筛除装置包括步进电机2、螺杆6、导向杆5、l型拨片7和两根立柱8。
28.两根立柱8对称的安装在输送机1顶部的两侧,导向杆5的两端分别与两根立柱8连接。
29.螺杆6位于导向杆5的下方并与导向杆5相对平行布置,螺杆6的两端分别与两根立柱8转动连接。
30.步进电机2固定在其中一根立柱8上,并且步进电机2的转轴与螺杆6的端部传动连接,通过步进电机2直接驱动螺杆6旋转。
31.l型拨片7包括纵向端13和连接在纵向端13底部的横向端14。
32.纵向端13的中部设有螺纹孔16,并通过螺纹孔16与螺杆6螺纹连接,纵向端13的顶部设有与导向杆5滑动配合的滑槽15。
33.横向端14延伸至尺寸检测器3下方的检测区域内,并用于将瑕疵品的外球笼拨离
输送机1的输送端面。
34.通过步进电机2带动螺杆6正向和反向旋转,能够驱动与螺杆6螺纹连接的l型拨片7来回往复运动,同时通过l型拨片7的横向端14能够将尺寸检测器3下方检测区域内的瑕疵品拨离输送机1,使输送机1能够继续向尺寸检测器3下方的检测区域内输送工件,瑕疵品拨离输送机1后通过反向旋转螺杆6能够使l型拨片7复位。
35.另外,步进电机2在使用时,可通过人工控制正转、翻转,也可以与尺寸检测器3的控制系统连接,由控制系统控制步进电机2正转和反转一定的步数进行作业,替代之前控制系统控制发出警报和停机的操作。
36.实施例2
37.本实施例是在实施例1的基础上进一步优化,具体是:
38.输送机1的一侧放置有用于盛装l型拨片7剥落的外球笼的料箱11。
39.输送机1上还安装有与料箱11配合的倾斜布置的导料槽9。
40.使用时,l型拨片7将瑕疵品拨入导料槽9内,瑕疵品沿着导料槽9滚落到料箱11内存储,这样能够避免之前瑕疵品自由下落时砸向料箱11内的工件产生变形的问题。
41.导料槽9的内底面上设有间隔设有多个弧形凸起的缓冲部10,缓冲部10选用橡胶或泡沫材料制成,粘贴在导料槽9内。
42.通过增加缓冲部10能够进一步减缓瑕疵品下落时的冲击力,避免落入料箱11时由于冲击力过大与其它工件碰撞产生变形的问题。
43.实施例3
44.本实施例是在实施例2的基础上进一步优化,具体是:
45.料箱11的上沿设有用于检测料箱11内空间的满箱检测器3。
46.满箱检测器3包括控制器、光电传感器12和蜂鸣器,光电传感器12和蜂鸣器与控制器电连接。
47.光电传感器12安装在料箱11的上边沿处,当光电传感器12检测料箱11内外球笼收集至料箱11上沿时,将检测到的信息发送至控制器,并通过控制器启动蜂鸣器发出警示音。
48.通过增加满箱检测器3来检测料箱11内的是否还有剩余空间,并配合蜂鸣器在料箱11装满时能够发出提示音。其中满箱检测器3优选用采用光电传感器12的设备,这类满箱检测器3更加的精准可靠。
49.本实用新型并不限于上述的实施方式,在本领域技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化,变化后的内容仍属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。