1.本发明涉一种油液铁磁性杂质吸附和监测报警装置及其工作方法。
背景技术:
2.液压油质量对液压系统工作性能影响极大,很多故障的根源都源于它,防止油液污染在适当的地方安装油液清洁装置,可以截留油液中的污染物,使油液保持清洁,保证油液系统正常工作。在液压系统的内部,金属元件随着使用时间的增加,磨损量逐渐增大,同样会伴随着一定程度的锈蚀,金属元件磨损及锈蚀产生的铁屑会混入到液压油内,加剧内部元件的磨损甚至影响整个液压系统的正常工作。
3.现有技术已有对液压油过滤装置的相关设计,如中国发明专利号cn201210177687.7的专利提出了一种挖掘机液压系统高压油路磁过滤装置,含有一个圆筒,圆筒一端封闭,在封闭端上有管接头,圆筒另一端有封闭旋盖,旋盖上有管接头,在圆筒内有磁铁支架,在磁铁支架外圈上镶有磁环,在圆筒内磁铁支架的端部装有过滤网和滤油盘。上述磁过滤装置,对液压油中的细微金属颗粒会被吸附,使金属颗粒不会进入油缸和系统当中而造成磨损或堵塞,即延长了翻转油缸的使用寿命,又减少了液压油的污染。然而,上述磁过滤装置不能监测已经吸附的铁屑含量且不能得到吸附是否饱和的信息,往往在需要清理磁环或/和滤网时,得不到及时的清理。
4.用新型内容
5.本发明要解决的技术问题是提供一种油液铁磁性杂质吸附和监测报警装置及其工作方法,该油液铁磁性杂质吸附和监测报警装置及其工作方法不仅能够保证液压系统中液压油的清洁,而且能够实时监测铁屑,并在达到吸附极限时报警,及时提醒拆卸清理。
6.为解决上述技术问题,本发明提供一种油液铁磁性杂质吸附和监测报警装置,含有外壳体、过滤机构和监测报警装置,外壳体为通孔结构,该通孔用于流通液压油,外壳体的两端分别设有进油管接头和出油管接头,过滤机构含有壳体、磁铁、连接块,壳体为筒体结构,该筒体结构的左端封闭,右端为开口,该筒体结构含有上面、下面、左面、前面和后面,磁铁位于该壳体内,磁铁的左端面靠在壳体左面的内侧,磁铁的右端面与开口之间有间距,连接块的下端设置在壳体上面的外侧上,连接块的上端设置在外壳体通孔内壁的上部;监测报警装置含有电气盒、电源、开关、上极板、下极板、检流电阻、温度传感器、plc控制器和报警器,上极板和下极板分别位于所述壳体上面和下面的内侧,磁铁位于上极板和下极板之间,磁铁的右端面、上极板、下极板、所述壳体的前面右侧部和后面右侧部构成一个空间,开关的一端通过导线与电源的正板相连,开关的另一端通过导线与上极板相连,下极板通过导线与检流电阻一端相连,检流电阻的另一端与电源的负极相连,检流电阻用于保护电路,并得到电路的电流值,检测电阻的输出端与plc控制器的输入端相连,把信号传递给plc控制器;温度传感器用于测量油温,温度传感器的输出端和plc控制器的输入端相连,把传递信号给plc控制器,plc控制器用于判断电流值是否大于阈值,若大于阈值则传递信号给报警装置,报警装置用于接收到来自plc控制器的信号时报警,温度传感器的探头位于所述
外壳体的通孔内,开关和报警装置设置在电气盒上,电源、检流电阻和plc控制器均设置在电气盒的内部,电气盒设置在所述外壳体上。
7.作为优选,所述连接块为t字型结构,下端设置在壳体上面的外侧上,连接块的上端设置在外壳体通孔内壁的上部,所述连接块和壳体均由塑料制成。
8.作为优选,所述磁铁为钕铁硼磁铁。
9.作为优选,所述上极板和下极板结构相同,均为金属板。
10.作为优选,所述壳体的前面右侧部和后面右侧部上设有若干通油孔,所述进油管接头的内端设有出油管,该油管的出口位于所述壳体右端开口处。
11.作为优选,所述报警装置为峰呜器或扬声器。
12.基于上述一种油液铁磁性杂质吸附和监测报警装置,本发明还提供一种油液铁磁性杂质吸附和监测报警装置的工作方法,包括如下步骤:
13.(1)将油液铁磁性杂质吸附和监测报警装置的进油管接头和出油管接头分别接入液压系统吸油滤清器下游管路上:
14.(2)开关闭合,电路开始工作;
15.(3)plc控制器上设置的磁铁电阻值计算单元,当plc控制器接收来自温度传感器传输的温度信号时,得到当前时间温度值t,plc控制器通过公式计算当前时间的磁铁电阻值r
mt
,计算式如下:
[0016][0017]
其中,ρ
m0
为磁铁0℃时的电阻率,am为磁铁电阻率温度系数,l为上极板和下极板之间的纵向距离,sm为磁铁从上到下的磁铁轴向横截面积;
[0018]
plc控制器上设置的铁屑电阻极限值计算单元,当plc控制器接收来自温度传感器传输的温度信号时,得到当前时间温度值t,plc控制器通过公式计算当前时间的铁屑电阻极限值r
it
,计算式如下:
[0019][0020]
其中,铁屑堆积极限时铁屑的轴向横截面积si,ρ
i0
为铁屑0℃时的电阻率,ai为铁屑电阻率温度系数;
[0021]
(4)plc控制器上设置的电流阈值计算单元,当plc控制器通过公式计算当前时间的电流阈值i
itmax
,计算式如下:
[0022][0023]
其中,r
oth
为电路内阻,u为电路的电压值。
[0024]
plc控制器上设置的电流比较单元,当plc控制器接收来自检流电阻传输的电流信号时,得到当前时间电路的电流值i,比较电路电流值和阈值的大小,若i≤i
itmax
,则说明此时磁铁未达到吸附极限;若i≥i
itmax
,则说明此时磁铁已经达到了吸附极限,不能继续吸附油液中的铁屑,plc控制器的输出端连接的报警装置,传递信号使其报警,报警装置报警警示,提醒使用者停止液压系统,及时清理过滤机构上吸附的铁屑。
[0025]
本发明的有益效果是,通过过滤机构过滤净化油液中的铁屑,并将铁屑集中吸附在一起,通过过监测报警装置对集中吸附在一起的铁屑进行实时监测,当达到一定量时,发出报警,及时提醒拆卸清理。因此,克服了现有技术不能实监测铁屑数量的不足,从而保证了液压系统的清洁度,减少了液压系统内部元件的磨损,保证系统的正常运行。
附图说明
[0026]
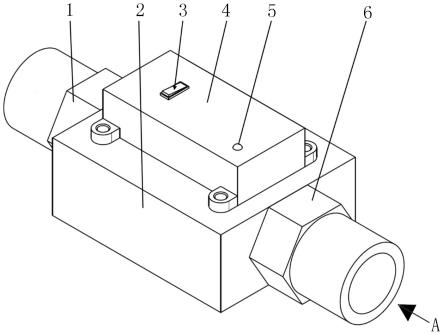
图1是本发明一种油液铁磁性杂质吸附和监测报警装置结构示意图;
[0027]
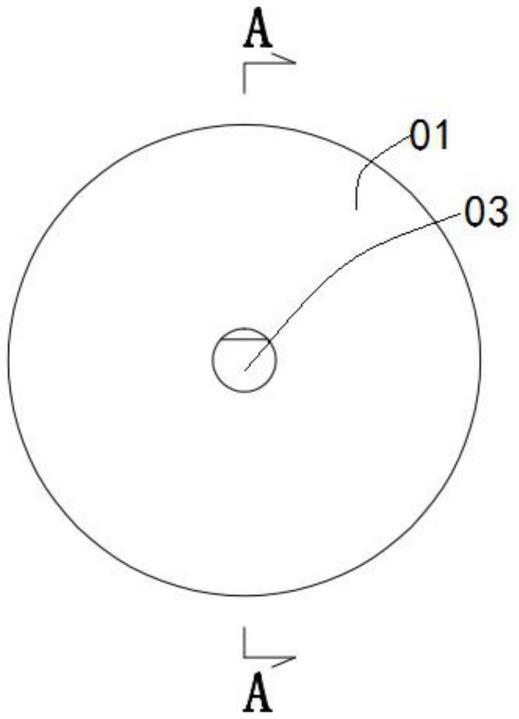
图2是图1中的a向结构示意图;
[0028]
图3是过滤机构的结构示意图;
[0029]
图4是电源、开关、上极板、下极板和检流电阻接线示意图;
[0030]
图5是本发明的控制框图;
[0031]
图6是本发明的监测报警流程图。
具体实施方式
[0032]
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
[0033]
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0034]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0035]
请参照图1-5所示,本发明提供一种油液铁磁性杂质吸附和监测报警装置,含有外壳体2、过滤机构和监测报警装置。外壳体2为通孔结构,该通孔用于流通液压油,外壳体2的两端分别设有进油管接头6和出油管接头1。如图3所示,过滤机构含有壳体13、磁铁7、连接块8,壳体13为筒体结构,该筒体结构的左端封闭,右端为开口,该筒体结构含有上面、下面、左面、前面和后面。磁铁7位于该壳体13内,磁铁7的左端面靠在壳体13左面的内侧,磁铁7的右端面与开口之间有间距。连接块8的下端设置在壳体13上面的外侧上,连接块8的上端设置在外壳体2通孔内壁的上部10。在本实施例中,壳体13的纵向截面积为正方形,其对角线长度为外壳体2通孔直径的二分之一,外壳13的上面、下面、左面、前面和后面的厚度相等。监测报警装置含有电气盒4、电源17、开关3、上极板11、下极板12、检流电阻15、温度传感器9、plc控制器16和报警器5。上极板11和下极板12分别位于所述壳体13上面和下面的内侧,磁铁7位于上极板11和下极板12之间。磁铁7的右端面、上极板11、下极板12、所述壳体13的前面右侧部和后面右侧部构成一个空间,在本实施例中,磁铁7的长度为壳体13长度的六分之五,也就说,上述空间的长度为壳体13长度的六分之一,如图3所示。如图4所示,开关3的
一端通过导线与电源17的正板相连,开关5的另一端通过导线与上极板11相连,下极板12通过导线与检流电阻15一端相连,检流电阻15的另一端与电源17的负极相连。检流电阻15用于保护电路,并得到电路的电流值,检测电阻15的输出端与plc控制器16的输入端相连,把信号传递给plc控制器16。温度传感器9用于测量油温,温度传感器9的输出端和plc控制器16的输入端相连,把传递信号给plc控制器16,plc控制器16用于判断电流值是否大于阈值,若大于阈值则传递信号给报警装置5,报警装置5用于接收到来自plc控制器16的信号时报警。温度传感器9的探头位于所述外壳体2的通孔内,如图2所示。开关3和报警装置5设置在电气盒4上,电源17、检流电阻15和plc控制器16均设置在电气盒4的内部,电气盒4设置在所述外壳体2上。
[0036]
为优化结构,所述连接块8为t字型结构,下端设置在壳体13上面的外侧上,连接块8的上端设置在外壳体13通孔内壁的上部10,所述连接块8和壳体13均由塑料制成。实际上,为了便于装配和降低成本,连接块8和壳体13可以制成一整体结构。
[0037]
为降低成本,所述磁铁7为钕铁硼磁铁。
[0038]
为优化结构,降低成本,所述上极板11和下极板12结构相同,均为金属板,可采用常见的钢板、铝合金板或其他金属板。
[0039]
为进一步提高滤清效果,所述壳体13的前面右侧部和后面右侧部上设有若干通油孔14,如图3所示,所述进油管接头6的内端设有出油管,该油管的出口位于所述壳体13右端开口处。也就是说,从进油管接头6流出的液压油,首选进入磁铁7的右端面、上极板11、下极板12、所述壳体13的前面右侧部和后面右侧部构成的一个空间内,液压油中的铁屑被磁铁7吸附,液压油则从所述若干通油孔14流出,这样进一步提高了滤清效果。
[0040]
为降低成本,所述报警装置为峰呜器或扬声器。
[0041]
基于上述一种油液铁磁性杂质吸附和监测报警装置,本发明还提供一种油液铁磁性杂质吸附和监测报警装置的工作方法,参见图6,包括如下步骤:
[0042]
(1)将油液铁磁性杂质吸附和监测报警装置的进油管接头6和出油管接头1分别接入液压系统吸油滤清器下游管路上:
[0043]
(2)开关3闭合,电路开始工作;
[0044]
(3)plc控制器16上设置的磁铁电阻值计算单元,当plc控制器16接收来自温度传感器9传输的温度信号时,得到当前时间温度值t,plc控制器16通过公式计算当前时间的磁铁电阻值r
mt
,计算式如下:
[0045][0046]
其中,ρ
m0
为磁铁0℃时的电阻率,am为磁铁电阻率温度系数,l为上极板11和下极板12之间的纵向距离,sm为磁铁7从上到下的磁铁轴向横截面积;
[0047]
plc控制器16上设置的铁屑电阻极限值计算单元,当plc控制器16接收来自温度传感器9传输的温度信号时,得到当前时间温度值t,plc控制器16通过公式计算当前时间的铁屑电阻极限值r
it
,计算式如下:
[0048][0049]
其中,铁屑堆积极限时铁屑的轴向横截面积si,ρ
i0
为铁屑0℃时的电阻率,ai为铁
屑电阻率温度系数;
[0050]
(4)plc控制器16上设置的电流阈值计算单元,当plc控制器16通过公式计算当前时间的电流阈值i
itmax
,计算式如下:
[0051][0052]
其中,r
oth
为电路内阻,u为电路的电压值。
[0053]
plc控制器16上设置的电流比较单元,当plc控制器16接收来自检流电阻15传输的电流信号时,得到当前时间电路的电流值i,比较电路电流值和阈值的大小,若i≤i
itmax
,则说明此时磁铁7未达到吸附极限;若i≥i
itmax
,则说明此时磁铁7已经达到了吸附极限,不能继续吸附油液中的铁屑,plc控制器16的输出端连接的报警装置5,传递信号使其报警,报警装置5报警警示,提醒使用者停止液压系统,及时清理过滤机构上吸附的铁屑。
[0054]
上述一种油液铁磁性杂质吸附和监测报警装置及其工作方法,通过过滤机构过滤净化油液中的铁屑,并将铁屑集中吸附在一起,通过监测报警装置对集中吸附在一起的铁屑进行实时监测,当达到一定量时,发出报警,及时提醒拆卸清理。与现有技术相比,克服了目前不能实监测铁屑数量的不足,本发明保证了液压系统的清洁度,减少了液压系统内部元件的磨损,保证系统的正常运行,提高了系统的使用寿命,降低了生产成本,避免了突发事故的发生。
[0055]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。