一种长寿命的cfrp与金属叠层结构的制孔刀具
技术领域
1.本发明属于机械加工技术领域,涉及一种长寿命的cfrp与金属叠层结构的制孔刀具。
背景技术:
2.碳纤维增强树脂复合材料(cfrp)与金属组成的叠层结构既可以实现大幅减重、也可以承受冲击载荷,已经广泛应用于各大领域的高端装备。叠层结构多位于装配工位,为了实现装配和连接,常需要加工大量的连接孔。然而,cfrp 是典型的各向异性、层叠材料,而金属在属性上呈均质各向同性,两者的属性差异极其巨大,加工质量极难保证。同时,钻削过程中需要经过单独切削复材、共同切削复材和金属、单独切削金属等多个阶段,切削刃经历独立、共同、交替磨损作用的累积和交互影响,极易失效。可见,目前cfrp与金属叠层结构的制孔刀具面临加工质量差、寿命短的难题。
3.为解决上述难题,学者针对复材/金属叠层结构一体化制孔刀具进行了研发,例如日本川崎重工在“sae technical paper”上发表的《development of a dill bit for cfrp/aluminum-alloy stack:to improve flexibility,economical efficiency and work environment》中,提出了一种可以分阶段去除的钻头,降低了切削力和切削热,减少了加工损伤,但这种刀具钻削时产生的连续金属切屑缠绕刀具。大连理工大学王福吉等人公开了“用于复合材料及其叠层结构高质量制孔的竖刃双阶梯微齿刀具”,专利号zl201810466351.x,此刀具具有微齿结构和竖刃结构,实现了复合材料损伤的有效抑制和金属切屑的高效断裂,大幅提高了叠层制孔质量,但此刀具的切削刃磨损较快,刀具寿命较短。可见,现有刀具难以实现 cfrp与金属叠层结构的高质高效长寿命制孔,亟需开发先进刀具。
技术实现要素:
4.本发明要解决的主要难题是降低cfrp与金属叠层钻削过程中,cfrp的分层、撕裂和金属出口毛刺等损伤,同时解决连续切屑划伤cfrp和刀具寿命短的问题,发明了一种长寿命的cfrp与金属叠层结构的制孔刀具。该刀具具有阶梯结构、多顶角结构和模块阶跃刃结构,阶梯结构可以分阶段去除材料,降低切削力和热,配合多顶角结构调合复材和金属刀具的顶角矛盾,从而避免了钻削出入口cfrp和金属的多种损伤;模块阶跃刃结构通过镶嵌模块化的金刚石或类金刚石超硬材料实现了对切削刃强度和耐磨性的提高,抑制刀具磨损,同时控制镶嵌模块位置可形成断屑结构,实现金属的高效断屑,避免切屑划伤;上述结构共同配合,实现了对钻削cfrp和金属的出入口损伤,以及金属切屑划伤和刀具磨损的共同抑制。
5.本发明的技术方案:
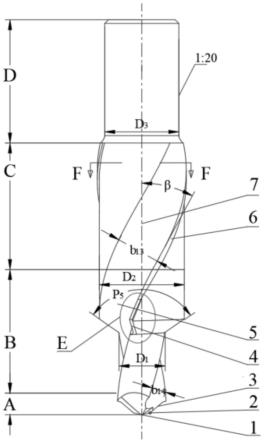
6.一种长寿命的cfrp与金属叠层结构的制孔刀具,此刀具主要包含4个功能区,从钻尖到钻柄依次为初孔钻削区a,阶梯扩孔区b,铰孔区c和夹持区d;
7.所述的初孔钻削区a具有横刃1和第一主切削刃3,横刃1采用x型修磨,横刃宽度为b1,主切削刃3与水平方向形成的锐角为内刃折角p1,p1在45
°‑
70
°
之间,横刃1与第一主切削刃3设有过渡圆弧2,第一主切削刃3分为三个部分,每部分对应的径向宽度分别为b2、b3和b4,三段长度之间的比值 b2:b3:b4=1:(0.4-0.6):(0.8-1),同时每个部分均具有不同的顶角分别为p2、p3和p4,三个部分的切削刃前角均为α1,切削刃后刀面均经过修磨形成双后角形式分别为γ1和γ2,γ1后角对应的后刀面宽度为b5;
8.所述的阶梯扩孔区b中靠近初孔钻削区a且直径较小的为第一阶梯段,靠近铰孔区c且直径较大为第二阶梯段,第一阶梯的直径为d1,第二阶梯的直径为拟加工孔的直径d2,两者之间的比例d1/d2=k。第一阶梯与第二阶梯之间存在模块阶跃刃结构e,此结构的主要切削部分采用超硬材质制作,借助焊接或粘接等连接方式镶嵌,此结构中具有第二主切削刃4,距离排屑槽5的水平距离为 b6,水平距离b6对应的钻体可对金属切屑的侧向运动施加阻碍作用,形成断屑空间,第二主切削刃4形成的顶角为p5,前角为α2,同时具有分别为γ3和γ4的双后角结构。模块阶跃刃结构e的厚度为b7,沿着刀具半径方向的宽度为b8,沿着刀具轴线的长度为b9;
9.铰孔区c具有双后角刃带6,刃带条数为n,双后角刃带6宽度为b
10
,深度为b
11
,双后角刃带6的两个后角分别为γ5和γ6,γ5对应的刃带宽度为b
12
,初孔钻削区a,阶梯扩孔区b和铰孔区c均具有排屑槽5,排屑槽5的螺旋角度为β,宽度为b
13
;
10.加持区d与采用锥度钻柄形式与刀柄连接,锥度为1:20,靠近副切削刃位置直径较大为d3,夹持长度根据具体装夹要求进行设定。
11.本发明的有益效果通过阶梯结构和多顶角结构分阶段逐渐去除材料,降低了由于cfrp刀具与金属刀具之间顶角和刃圆等参数矛盾导致的加工损伤,同时通过模块阶跃刃结构实现对切削刃加强和断屑要求的同时满足,即避免了金属切屑划伤cfrp又大幅延长了刀具寿命。该刀具有利于实现cfrp与金属叠层结构的高质高效长寿命制孔,可助力于相关企业降低制孔成本,具有良好的工程前景。
附图说明
12.图1为一种长寿命的cfrp与金属叠层结构的制孔刀具主视图,图2为初孔钻削区a的放大图,图3为初孔钻削区a的端面视图,图4为阶梯扩孔区b 中模块阶跃刃结构e的放大图,图5为铰孔区c截面的剖视图;其中:1.横刃,2.横刃与第一主切削刃过渡圆弧,3.第一主切削刃,4.第二主切削刃,5.排屑槽,6.双后角刃带,7.刀具轴线;b1.横刃宽度为,b2.主切削刃第一部分径向宽度,b3.主切削刃第二部分径向宽度,b4.主切削刃第三部分径向宽度,b5.第一主切削刃第一后刀面宽度,b6.第二主切削刃距排屑槽宽度,b7.模块阶跃刃结构厚度,b8.模块阶跃刃结构沿刀具半径方向的宽度,b9.模块阶跃刃结构沿着刀具轴线长度,b
10
.双后角刃带宽度,b
11
.双后角刃带深度为,b
12
.双后角刃带第一后角刃带宽度,b
13
.阶梯扩孔区的第二阶梯和铰孔区域的排屑槽宽度,b
14
. 阶梯扩孔区第一阶梯的排屑槽宽度,p1.内刃折角,p2.主切削刃第一部分顶角, p3.主切削刃第二部分顶角,p4.主切削刃第三部分顶角,p5.第二主切削刃顶角,α1.第一主切削刃前角,α2.第二主切削刃前角,γ1.第一主切削刃第一后角,γ2. 第一主切削刃第二后角,γ3.第二主切削刃第一后角,γ4.第二主切削刃第二后角,γ5.双后角刃带第一后角,γ6.双后角刃带第二后角,β.排屑槽螺旋角,d1. 第一阶梯
直径,d2.第二阶梯直径,d3.锥度加持区大径。
具体实施方式
13.本实施例中以终孔直径为6.36mm作为目标,横刃1采用x型修磨,横刃宽度为b1=0.23mm,主切削刃3与水平方向形成的锐角为内刃折角p1=60
°
,横刃1与第一主切削刃3设有过渡圆弧2的半径为1mm,主切削刃2分为三个部分,每部分对应的径向宽度分别为b2=1mm,b3=0.6mm,b4=0.8mm,每个部分均具有不同的顶角分别为p2=120
°
、p3=60
°
和p4=140
°
,三个部分的切削刃前角均为α1=15
°
,切削刃后刀面均经过修磨形成双后角形式分别为γ1=15
°
和γ2=45
°
,γ1后角对应的后刀面宽度为b5=0.76mm;
14.所述的阶梯扩孔区b中靠近初孔钻削区a且直径较小的为第一阶梯段,靠近夹持区d位置且直径较大为第二阶梯段,第一阶梯的直径为d1=4.8mm,第二阶梯的直径为拟加工孔的直径d2=6.36mm;排屑槽5的螺旋角度为30
°
,排屑槽5的横截面为圆弧形且半径为r,排屑槽5在阶梯扩孔区b的第二阶梯的宽度为b
13
=2-4mm,排屑槽5在阶梯扩孔区b的第一阶梯的宽度为b
14
=1-2.5mm;第一阶梯与第二阶梯之间存在模块阶跃刃结构e,此结构的主要切削部分采用金刚石制作,借助焊接或粘接等连接方式镶嵌,此结构中具有第二主切削刃4,距离排屑槽5的水平距离为b6=1.3mm,水平距离b6对应的钻体可对金属切屑的侧向运动施加阻碍作用,形成了断屑空间,第二主切削刃4形成的顶角为 p5=140
°
,前角为α2=30
°
,同时具有分别为γ3=15
°
和γ4=50
°
的双后角结构。模块阶跃刃结构f的厚度为b7=1.2-2mm,沿着刀具半径方向的宽度为b8=0.78 mm,沿着刀具轴线的长度为b9=2-3mm;
15.铰孔区c具有双后角刃带6,刃带条数为n=2,双后角刃带6宽度为b
10
=0.5 mm,深度为b
11
=0.2-0.3mm,双后角刃带6的两个后角分别为γ5=10
°
和γ6=25
°
,γ5对应的刃带宽度为b
12
=0.3
°
。
16.加持区d与采用锥度钻柄形式与刀柄连接,锥度为1:20,靠近副切削刃位置直径较大为d3=6mm,夹持长度根据具体装夹要求进行设定。
17.采用本技术中提出的一种长寿命的cfrp与金属叠层结构的制孔刀具与大连理工大学王福吉等人公开了“用于复合材料及其叠层结构高质量制孔的竖刃双阶梯微齿刀具”,专利号zl201810466351.x在8mm厚度t800级cfrp与, 4mm厚度7050铝合金组成的叠层结构进行连续制孔实验,加工参数为3000 rpm,100mm/min。以钻削15孔时的复材质量、切削刃状态以及后刀面磨损宽度作为对比指标,具体对比情况如表1。根据表1中数据,可以看出本技术刀具在加工相同孔数的条件下,与zl201810466351.x中提出的刀具相比,复材分层面积降低70%以上,刀具磨损降低60%以上,可实现cfrp与金属叠层结构的高质高效长寿命制孔,助力于相关企业降低制孔成本,具有良好的工程前景。
18.表1
19.
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
