1.本实用新型涉及一种盲孔型产品端头缺陷磁粉检测装置。
背景技术:
2.磁粉检测设备是用于检测铁磁性工件表面及近表面缺陷的一种装置,其工作原理是在工件表面产生足够的磁感应强度,当工件表面存在材质不连续的缺陷时,表面磁场会发生局部畸变,部分磁力线露出工件表面形成漏磁场;该漏磁场吸聚施加在工件表面的磁粉形成在合适光照下可目视的磁痕,从而显示出缺陷的位置、形状和大小,达到磁粉检测的目的。
3.现有磁化工件的方法很多,有利用通电法、中心导体法等建立周向磁场,即周向磁化,用以检测工件的纵向缺陷;有利用线圈法、磁轭法等建立轴向磁场,即纵向磁化,用以检测工件圆周方向的缺陷。
4.磁粉检测按照工件施加磁粉或磁悬液的时间,分为剩磁法和连续法。剩磁法是一种停止磁化后将磁悬液施加到工件上利用工件中的剩磁进行检测的方法,其优点是效率高、磁痕显示干扰少,缺点是检测灵敏度没有连续法的高、应用范围有限。连续法是一种在外加磁场磁化时,将磁粉或磁悬液施加到工件上进行磁粉检测的方法,其优点是应用范围广、检测灵敏度高,缺点是检测效率不高。
5.现有采用上述两种磁粉检测方式的磁粉检测设备在使用时,均需采用电极夹持待测工件两端,然后直接通电磁化。由于工件端头部位被电极夹持,工件端头部位观察困难甚至无法观察,对具有盲孔的圆弧端头存在一定的检测盲区,并且由于电流直接作用于待测工件上,容易打火烧伤工件。
技术实现要素:
6.为了解决现有的检测技术对具有盲孔的圆弧端头存在一定的检测盲区的技术问题,本实用新型提供了一种基于感应磁化的盲孔型产品端头缺陷磁粉检测装置。
7.本实用新型的技术方案是:
8.一种基于感应磁化的盲孔型产品端头缺陷磁粉检测装置,其特殊之处在于:包括第一电磁线圈组件、第二电磁线圈组件、液盘组合、驱动及复位机构;
9.第一电磁线圈组件和第二电磁线圈组件分别通过第一支座和第二支座固定安装在所述液盘组合上,用于产生磁场,并且其磁轭同轴相对设置、端部靠近,用于夹持待测盲孔型产品;
10.液盘组合用于固定安装所述第一电磁线圈组件和第二磁轭线圈组件,以及用于收集、盛放探伤后用过的磁悬液;
11.驱动及复位机构用于将外力传递至所述第一电磁线圈组件或第二电磁线圈组件的磁轭上,使其向远离另一磁轭的方向运动,并在外力消失后对其进行复位。
12.进一步地,第一电磁线圈组件和第二电磁线圈组件构成亥姆霍兹线圈结构。
13.进一步地,第一电磁线圈组件和第二电磁线圈组件的线圈均采用小截面的漆包线绕制而成。
14.进一步地,所述第一电磁线圈组件和第二电磁线圈组件采用直流电源供电,电流在0-10a范围可调。
15.进一步地,所述第一电磁线圈组件和第二电磁线圈组件的磁轭上,用于夹持待测盲孔型产品的端部安装有用于保护被夹持待测盲孔型产品的柔性夹头。
16.进一步地,所述驱动及复位机构包括弹簧座、弹簧、圆螺母、上拨轴、下拨轴、拨叉定杆、拨叉和手柄;弹簧座与第二磁轭同轴连接,弹簧套设在弹簧座上;弹簧套一端开口,另一端封闭,封闭端上设有用于弹簧座穿过的通孔;弹簧和弹簧座作为一个整体设置在弹簧套内,弹簧的一端顶住第二磁轭的端部,弹簧的另一端顶住弹簧套的封闭端,弹簧座的另一端从弹簧套封闭端上的通孔穿过;圆螺母安装在弹簧套上,且位于弹簧套外,弹簧座穿过弹簧套后与圆螺母配合并穿过圆螺母,通过圆螺母的内径实现封堵弹簧并保证弹簧座不晃动;拨叉定杆的下端固定安装在与第二支座固连的支撑件上,拨叉定杆的上部与拨叉的一端铰接,拨叉的另一端为u型叉头;上拨轴和下拨轴固定安装在弹簧座的上下两侧,在上拨轴和下拨轴外还均设置有滚针轴承,滚针轴承同时位于拔叉的u型叉头内与其间隙配合,用于将拨轴在u型叉头内的滑动摩擦转换为滚动摩擦;手柄与拨叉通过螺栓固定连接。
17.进一步地,所述第一支座和第二支座中,其中一个支座与所述驱动及复位机构相连接,另一个支座上设有限位片;所述限位片上设有多个销孔,根据待测盲孔型产品尺寸可选择其中一个销孔插装限位销轴,实现第一支座与第二支座间距调节,进而实现第一电磁线圈组件与第二线圈组件的磁轭间间距的调节。
18.本实用新型的有益效果:
19.1、本实用新型在使用时,将待测工件的端头朝上夹持,在磁化的同时可将磁悬液充分施加到盲孔型产品端头,采用亥姆霍兹线圈的结构方式(即采用一对相同的载流线圈彼此平行且共轴,通以同方向的电流并采用直流电源磁化方式),电流在0-10a范围内可自动调节,可对待测零件的各个方向进行磁化,保障了连续法的实施,消除了磁粉检测连续法的检测盲区,提高了磁粉检测灵敏度和准确性。
20.2、本实用新型通过弹簧实现第二磁轭的左右移动并夹持需磁粉检测的产品,采用双线圈组件对其进行磁化,将原来需直接通电夹持的盲孔型产品改为非接触磁化(这里的非接触磁化是指电流不与待测零件直接接触,而是磁场直接作用于待测工件上实现磁化),由于无需对待测零件进行有接触的直接通电,避免了因电极夹持待测零件通电造成待测零件的机械损伤及打火烧伤。
21.3、本实用新型采用双线圈组件、独立直流电源进行磁化,电流连续可调,可携带至使用现场。
22.4、本实用新型体积小、重量轻、移动方便、操作简单。
附图说明
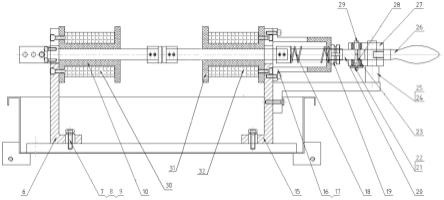
23.图1是本实用新型盲孔型产品端头缺陷连续法磁粉检测装置主视图。
24.图2是本实用新型盲孔型产品端头缺陷连续法磁粉检测装置左视图。
25.图3是本实用新型盲孔型产品端头缺陷连续法磁粉检测装置俯视图。
26.其中,1-内六角螺钉;2-液盘组合;3-限位片;4-限位销轴;5-内六角螺钉;6-第一支座;7-六角螺栓;8-平垫圈;9-弹垫;10-第一线圈座;11-第一磁轭;12-夹头;13-不锈钢十字槽螺钉;14-第二磁轭;15-第二支座;16-弹簧套;17-内六角螺钉;18-弹簧;19-圆螺母;20-弹簧座;21-轴承盖;22-内六角螺钉;23-滚针轴承;24-拨叉定杆;25-六角螺栓;26-曲面手柄;27-拨叉; 28-下拨轴;29-上拨轴;30-第一线圈;31-第二线圈座;32-第二线圈;33-连接片;34-排液管;35-固定片。
具体实施方式
27.下面结合附图对本实用新型作进一步说明。
28.如图1-3所示,本实用新型的检测装置包括第一电磁线圈组件、第二电磁线圈组件、液盘组合2、驱动及复位机构。
29.第一电磁线圈组件和第二电磁线圈组件用于夹持待测盲孔型产品,并产生磁场对其进行非接触磁化。
30.第一电磁线圈组件包括由内向外依次套设的第一磁轭11、第一线圈座10 和第一线圈30;第二电磁线圈组件包括由内向外依次套设的第二磁轭14、第二线圈座31和第二线圈32。第一电磁线圈组件和第二电磁线圈组件所用电源为直流电源,电流在0-10a范围内可自动调节。
31.第一电磁线圈组件和第二电磁线圈组件相对设置;第一线圈座10和第二线圈座31分别通过第一支座6和第二支座15固定安装在液盘组合2底部的连接片33上,第一磁轭11和第二磁轭14水平设置、轴线一致,第一磁轭11 的一端和第二磁轭14的一端相互靠近,能够夹持待测产品;为防止夹持待测产品时对其造成损伤,在第一磁轭11和第二磁轭14相互靠近的端部,分别安装有高强度尼龙材料或塑料等制成的夹头12(夹头12为尼龙套或塑料套,套装在磁轭端部,并使用不锈钢十字槽螺钉13固定在磁轭端部)通过两个夹头12夹紧待测产品,不易对待测产品造成机械损伤。
32.为在较大范围内产生均匀度比较高的磁场,第一线圈30和第二线圈32 采用亥姆霍兹线圈的结构形式,即第一线圈30和第二线圈32的线圈匝数、绕制方式相同,且线圈半径均等于二者之间的间距。根据毕奥-萨伐尔定律,载流线圈在轴线上任意一点的磁感应强度b为:
[0033][0034]
其中,b为磁感应强度,μ0为真空磁导率,r为线圈半径,x为载流线圈轴线上任意一点到线圈的距离,n为线圈匝数,i为电流。
[0035]
由公式可知,线圈的磁感应强度b与线圈匝数和电流i成正比,与线圈的直径和距离成反比。因此,为增强磁感应强度,本实用新型的第一线圈30 和第二线圈32采用截面积较小(例如直径0.25mm)的漆包线绕制多层线圈,获得更多的线圈匝数,同时,电流较小使用更安全。
[0036]
第一磁轭11和第二磁轭14均采用硅钢片制成。
[0037]
液盘组合用于固定第一、第二磁轭线圈组件,以及用于盛放探伤后用过的磁悬液,
避免磁悬液污染环境。为盒式结构,盒体内表面底部设置有连接片33、盒体后面底部设置有排液管34,和盒底两侧的设置有固定片35;连接片33用于固定安装第一支座和第二支座;排液管34用于排出盒体内的磁悬液;固定片35用于将该设备安装在磁粉探伤机滑轨或者工作台上。第一支座 6、第二支座15通过六角螺栓7、平垫圈8和弹垫9固定在液盘组合2底板上的连接片33上。第一支座6上安装有限位片3、限位销轴4、内六角螺钉5,实现第一磁轭11的定位;其中,限位片3通过内六角螺钉5安装在第一支座 6上,限位片3上设有三个销孔,限位销轴4根据待测工件尺寸要求插装在限位片3上三个销孔中的某一个孔内,能够调整第一磁轭11和第二磁轭14上夹头12之间的距离。
[0038]
驱动及复位机构用于驱动第二磁轭14向远离第一磁轭11的方向运动,以及向靠近第一磁轭11的方向运动进行复位;驱动及复位机构包括弹簧座20、弹簧18、圆螺母19、滚针轴承23、上拨轴29、下拨轴28、拨叉定杆24、拨叉27和曲面手柄26;弹簧座20通过螺栓与第二磁轭14同轴连接,弹簧18 套设在弹簧座20上;弹簧套16一端开口,另一端封闭,封闭端上设有用于弹簧座20穿过的通孔;弹簧套16通过内六角螺钉17固定安装在第二支座15 上,用于将弹簧18包裹起来,避免弹簧18生锈,并起到使设备更加美观的作用;弹簧18和弹簧座20作为一个整体设置在弹簧套16内,弹簧18的一端顶住第二磁轭14的端部,弹簧18的另一端顶住弹簧套16的封闭端,弹簧座20的另一端从弹簧套16封闭端上的通孔穿过;圆螺母19安装在弹簧套16 上,且位于弹簧套16外,弹簧座20穿过弹簧套16后与圆螺母19配合并穿过圆螺母,通过圆螺母19的内径实现封堵弹簧18并保证弹簧座20不晃动;拨叉定杆24的下端通过六角螺栓25固定安装在与第二支座15固连的支撑件上,拨叉定杆24的上部与拨叉27的一端铰接,拨叉27的另一端为u型叉头;上拨轴29和下拨轴28固定安装在弹簧座20的上下两侧,在上拨轴29和下拨轴28外还均设置有滚针轴承23,滚针轴承23同时位于拔叉27的u型叉头内与其间隙配合,用于将拨轴在u型叉头内的滑动摩擦转换为滚动摩擦;曲面手柄26与拨叉27通过螺栓固定连接。
[0039]
如图3所示,顺时针拨动曲面手柄26,带动拨叉27以拨叉定杆24为轴心转动,拨叉27的u型叉头相对拨叉定杆24顺时钟且向右转动,拨叉27的u型叉头运动时拨动套在上拨轴与下拨轴上的滚针轴承23向右移动,由于上拨轴29和下拨轴28固定在弹簧座20上,从而带动弹簧座20向右沿其轴线运动,进而由弹簧座20带动第二磁轭14向右移动,远离第一磁轭11,方便安装待测盲孔型产品;当松开曲面手柄26,弹簧座20在弹簧18的作用下向左运动复位,带动第二磁轭14向左运动复位,靠近第一磁轭11,夹紧待测盲孔型产品。
[0040]
本实用新型的使用方法:
[0041]
对待测盲孔型产品(如笔帽型柱塞)采用连续法磁粉探伤时,拉动曲面手柄26使得第二磁轭14向远离第一磁轭11的方向运动并压缩弹簧18,将待测盲孔型产品竖立放入第一磁轭和第二磁轭端部的夹头12之间内并露出其端头,松开曲面手柄26,由于拉动曲面手柄26后弹簧18为压缩状态,当松开曲面手柄26后,弹簧18由压缩状态逐渐变为未压缩状态,在弹簧18的作用下第二磁轭14向靠近第一磁轭11的方向运动,两个夹头12夹紧待测盲孔型产品。
[0042]
向待测盲孔型产品的端头喷淋磁悬液并使用直流电源充磁,观察磁化结果,拿住待测盲孔型产品,握住曲面手柄26,松开夹具,拿出待测盲孔型产品。
[0043]
检查待测盲孔型产品可视表面的纵向缺陷及端头的径向缺陷,包括产品表面及近
表面因铸造、锻压、研磨、疲劳等原因引起的裂纹、夹渣和其他细微缺陷(有缺陷时会有磁痕显示;也可以不取下来检查,而是在待测盲孔型产品被夹持在两个夹头12之间时检查,检查完再将其取下)。
[0044]
检查完毕后,将待测盲孔型产品以其自身轴线为旋转轴,顺时针或逆时针转动90
°
,重复上述操作(因为磁化方向不同,所检测缺陷与磁力线垂直,旋转后要检测另一方向缺陷必须重新磁化)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。