1.本实用新型涉及一种油田管用动力钳,特别是一种油田管柱无牙痕作业的开口型动力钳主钳及其操控方法,属于石油装备设计制造技术领域。
背景技术:
2.通常动力钳一般分为主钳和背钳,背钳夹紧管柱下部不转动,主钳夹紧管柱的上部旋转实现上扣或卸扣作业。近年来随着石油开采技术的发展,不锈钢、玻璃钢等特殊管材的油管、套管和钻杆大量使用,由于特殊管材表面不允许出现牙痕也不允许夹紧打滑而损伤表面,同时还需要较大的上扣或卸扣扭矩,这就对无牙痕夹紧带来困难。现有技术一般采用滚子爬坡夹紧结构,牙板采用非金属耐磨材料,并采取大包容角度增加摩擦力,以满足一般作业需要。但在作业过程中,夹紧很不稳定,经常出现夹紧打滑而损伤特殊管材的表面层,而且也达不到更大的扭矩。因此,对特殊管材的上、卸扣作业,还需要新的结构和操作流程。
技术实现要素:
3.本实用新型提供一种开口型无牙痕动力钳主钳,采用液压缸驱动的杠杆夹紧机构提供稳定的夹紧力,采用可插拔的供、回油系统满足钳头夹紧机构旋转,并设置多方位安保机构,实现对特殊管材无牙痕安全作业的目的。
4.为了实现上述目的,本实用新型通过以下技术方案实施:一种开口型无牙痕动力钳主钳,包含液压缸杠杆夹紧式钳头、壳体、安全门、动力传动系统和液控系统,所述动力传动系统设置在壳体后部,所述安全门设置在壳体前部开口处;所述动力传动系统包含液压马达和传动齿轮,所述液压马达通过传动齿轮将动力传递给液压缸杠杆夹紧式钳头;所述液压缸杠杆夹紧式钳头设置在壳体前部,它包含钳头开口大齿轮、单出杆液压缸、夹紧臂、转轴、前颚板总成、插销、后颚板总成和限位块;所述单出杆液压缸、夹紧臂、转轴和插销构成一组液压缸驱动的杠杆夹紧机构,所述液压缸驱动的杠杆夹紧机构为两组;所述两组液压缸驱动的杠杆夹紧机构设置在钳头开口大齿轮内腔内,且沿钳头开口大齿轮开口对称的轴线a-a对称布置;所述单出杆液压缸与钳头开口大齿轮紧固;所述夹紧臂通过转轴与钳头开口大齿轮构成固定铰链回转副;所述单出杆液压缸包含单出杆头,其单出杆头抵靠夹紧臂一端,所述夹紧臂另一端设有插销;所述前颚板总成串设在插销中构成回转副的活动铰链,其包含前颚板和弧形牙板;
5.所述后颚板总成包含后颚板和弧形牙板,其中心面d-d与钳头开口大齿轮开口对称的a-a轴线截面重合,其背部与钳头开口大齿轮的内圆弧贴合且紧固,所述后颚板总成两侧有限位块限位,所述限位块与钳头开口大齿轮固定为一体;
6.所述液控系统包含手动换向组合阀、快接组合总成、卸压装置和分流保压装置,所述手动换向组合阀包含第一手动换向阀和第二手动换向阀,所述快接组合总成包含公组合接头、母组合接头和扳手;所述手动换向组合阀和所述母组合接头设置在壳体上,所述分流
保压装置、卸压装置和公组合接头设置在液压缸杠杆夹紧式钳头上;
7.所述第一手动换向阀与所述液压马达的油口相连通构成液压马达控制回路,控制液压马达正反向旋转,带动液压缸杠杆夹紧式钳头旋转,其中推第一手动换向阀,液压缸杠杆夹紧式钳头沿上扣方向旋转,拉第一手动换向阀,液压缸杠杆夹紧式钳头沿卸扣方向旋转;
8.所述第二手动换向阀通过快接组合总成、分流保压装置与单出杆液压缸相连通而构成单出杆液压缸控制回路;所述分流保压装置设在第二手动换向阀其一油口的与单出杆液压缸的无杆腔之间,它由分流阀和液控单向阀组成,其中液控单向阀的进油口与连接第二手动换向阀其一油口的公组合接头连通,其液控单向阀的液流方向指向单出杆液压缸,其出油口与分流阀的进油口相连通,其液控口与连接第二手动换向阀另一油口的公组合接头连通,其分流阀的两个出油口分别和两个单出杆液压缸的无杆腔相连通;所述第二手动换向阀的另一油口通过快接组合总成与单出杆液压缸的有杆腔相连通;其中推第二手动换向阀,液压油经分流保压装置流向单出杆液压缸的无杆腔,单出杆液压缸伸出;拉第二手动换向阀,液压油流向单出杆液压缸的有杆腔,单出杆液压缸缩回;
9.所述卸压装置设置在第二手动换向阀其一油口与单出杆液压缸的无杆腔的油路中,构成液压缸无杆腔的卸压回路;所述卸压装置由球阀和气体隔离式蓄能器组成,其中球阀的进油口接在分流保压装置中液控单向阀和分流阀之间的油路上,其出油口与气体隔离式蓄能器的油口及单出杆液压缸的有杆腔相连通,释放单出杆液压缸无杆腔内的压力。
10.所述前颚板总成和后颚板总成中弧形牙板的内弧面与夹持的管径包容,且两个前颚板总成和后颚板总成上的弧形牙板包容形成的总圆周角度设置在240
°
~300
°
之间。
11.所述弧形牙板由非金属材料制成。
12.优选地,所述液控系统还包含快接机械互锁保护装置、上卸扣方向保护装置和快接液压互锁保护装置;
13.所述快接机械互锁保护装置包含快接组合总成、连接索、软轴、支架、弹簧和软轴门控阀,所述软轴一端通过所述连接索与快接组合总成中的扳手相连,另一端与所述软轴门控阀相连,所述支架与软轴门控阀固定,所述弹簧套设在软轴中且抵在支架与软轴门控阀之间;
14.所述上卸扣方向保护装置包含第三手动换向阀和两个液控单向阀,所述第三手动换向阀包含在手动换向组合阀中,所述两个液控单向阀分别串接在液压马达控制回路中的液压马达进、回油口处,其液控单向阀的液流方向都指向液压马达,第三手动换向阀的两工作油口分别与所述两个液控单向阀上的液控口相连通;其第三手动换向阀中阀芯处于中位时,两个液控单向阀均处于关闭状态,液压马达控制回路油路不通;推第三手动换向阀,液压油经第三手动换向阀其一工作油口流向其中一个液控单向阀液控口,此油路打开双向通,另一液控单向阀的液控口经第三手动换向阀另一工作油口与液控系统的回油相通,所在油路单向关闭单向通,液压马达控制回路中只有沿上扣方向旋转的油路通,其卸扣方向旋转的油路关闭;反之,拉第三手动换向阀,液压马达控制回路中只有沿卸扣方向旋转的油路通,其上扣方向旋转的油路关闭;
15.所述快接液压互锁保护装置包含快接组合总成和上卸扣方向保护装置中的两个液控单向阀,所述快接组合总成上的母组合接头分别与两个液控单向阀上的液控口及液控
系统的回油口相连通,其对应的公组合接头汇于一处接通。
16.优选地,所述液压缸杠杆夹紧式钳头中设有前颚板复位扭簧,所述前颚板复位扭簧串设在插销上,且一端伸出固定在前颚板上,另一端伸出挡在钳头开口大齿轮上,形成前颚板总成的自动复位机构。
17.优选地,所述液压缸杠杆夹紧式钳头中设有夹紧臂自动复位机构,所述夹紧臂自动复位机构包含顶丝、螺栓一、调节块、拉簧和螺栓二,所述螺栓一固定在钳头开口大齿轮上,所述螺栓二固定在夹紧臂上;所述调节块上有调节槽,所述顶丝拧在所述调节槽的一端,所述拉簧连在调节块的另一端;调节块上的调节槽套在螺栓一上,且顶丝顶在螺栓一的外圆处;所述拉簧另一端与夹紧臂上的螺栓二相连。
18.优选地,所述单出杆液压缸中设有碟簧,所述碟簧设置在有杆腔内,形成单出杆的自动复位机构。
19.优选地,为了在同样夹紧力下减小结构尺寸,所述分流保压装置与其连接的快接组合总成之间并联设有液压增压装置,所述液压增压装置和分流保压装置集成为整体阀组。
20.优选地,所述非金属材料为无石棉铜丝耐磨树脂。
21.优选地,所述非金属材料为耐油橡胶。
22.优选地,所述第三手动换向阀的阀芯上设有定位装置。
23.本实用新型采用液压缸驱动的杠杆夹紧机构夹紧,当单出杆液压缸的无杆腔充满液压油时,单出杆液压缸中的单出杆伸出推动夹紧臂绕转轴旋转,带动夹紧臂另一端的前颚板总成向钳头开口大齿轮的旋转中心靠拢,直至两个前颚板总成与一个后颚板总成合拢共同抱紧管柱,其夹紧力大、稳定可靠;本实用新型同时采用可插拔的供、回油系统和带蓄能器的卸压装置解决钳头夹紧机构的旋转供油、回油难题,快接组合总成可以使多个快速接头同时插上或拔下,操作快速、方便;其卸压装置是为了解决上扣作业过程中液压缸杠杆夹紧式钳头的开口不能正常对中复位的问题:当上扣达到设定扭矩,管柱丝扣已经上好,此时液压缸杠杆夹紧式钳头停止旋转且止于360
°
任意位置,而单出杆液压缸仍处于保压状态而始终抱紧管柱,若要使液压缸杠杆夹紧式钳头的开口对中,要么继续旋转超出设定的上扣扭矩值把丝扣拧坏,要么反向旋转把拧好的丝扣再松开,如此操作是不能允许的。因此,在需要单出杆液压缸的无杆腔卸压时,打开球阀,使单出杆液压缸无杆腔内的压力油流向有杆腔和气体隔离式蓄能器而卸荷,此时液压缸驱动的杠杆夹紧机构处于松开状态,从而方便操纵液压缸杠杆夹紧式钳头旋转使开口对中;单出杆液压缸的无杆腔卸荷后,关闭球阀,切断单出杆液压缸的无杆腔与有杆腔和气体隔离式蓄能器间的油路,单出杆液压缸重回正常工作状态。
24.本实用新型还采用快接机械互锁保护装置、上卸扣方向保护装置和快接液压互锁保护装置确保作业的安全性、可靠性。其中快接机械互锁保护装置和快接液压互锁保护装置为快接组合总成提供双重保护:当母组合接头与公组合接头接通,快接机械互锁保护装置中的软轴拉动软轴门控阀换向,液压马达控制回路处于卸荷状态,同时,上卸扣方向保护装置中的两个液控单向阀的液控口与液控系统的回油口相连通,两个液控单向阀关闭,通往液压马达的油路被切断,液压马达控制回路处于卸荷且锁定状态,确保快接组合总成在接通时,液压马达不能旋转,避免因误操作造成安全隐患;当母组合接头与公组合接头分离
时,快接机械互锁保护装置中的弹簧推动软轴门控阀回位,同时,上卸扣方向保护装置中的两个液控单向阀的液控口不受快接组合总成影响,液压马达控制回路处于正常工作状态。上卸扣方向保护装置确保控制液压马达的第一手动换向阀连续推或拉操作只能一个操作有用,液压马达只有向一个方向旋转的油路通而另一个旋转方向油路不通,避免上扣作业时,管柱丝扣已经上好,而单出杆液压缸的无杆腔还没有卸压就拉第一手动换向阀导致反向旋转而卸扣的错误操作;如要切换另一旋转方向,需切换第三手动换向阀中阀芯的位置。
25.其次,本实用新型采用加高、加大的牙板增加摩擦面积,选用耐磨的非金属材料增加摩擦力,也不损伤管柱表面,满足无牙痕作业需要。
26.本技术方案在上扣和卸扣作业时具体操控方法是:
27.步骤一、夹紧管柱操作:首先打开动力钳主钳的安全门,推送动力钳主钳到达管柱中心,安全门关闭,然后操纵扳手,将母组合接头与公组合接头接通,此时受快接机械互锁保护装置和快接液压互锁保护装置的双重保护,液压马达控制回路处于卸荷且锁定状态;
28.推第二手动换向阀,使液压油经分流保压装置向两个单出杆液压缸的无杆腔供油,驱动两组杠杆夹紧机构同时夹紧管柱;操控第二手动换向阀回中位,分流保压装置把压力油保压在单出杆液压缸的无杆腔中,保持对管柱的夹紧;再操纵扳手,将母组合接头与公组合接头分离,快接机械互锁保护装置和快接液压互锁保护装置同时解锁,此时,液压马达旋转方向受上卸扣方向保护装置限制,根据作业需要选择下一步的上扣或卸扣作业操作;
29.步骤二、上、卸扣作业操作:
30.a、上扣作业操作:推第三手动换向阀处于上扣控制方向,再推第一手动换向阀,液压马达旋转,液压缸杠杆夹紧式钳头夹紧管柱沿上扣方向旋转,直到上扣扭矩达到设定值而停止旋转;操控第一手动换向阀回中位,操作球阀打开,把保压在单出杆液压缸无杆腔的压力油卸荷后再关闭球阀,然后拉第一手动换向阀使液压缸杠杆夹紧式钳头反向旋转直至其开口对中;
31.b、卸扣作业操作:拉第三手动换向阀处于卸扣控制方向,再拉第一手动换向阀,液压马达反向旋转,液压缸杠杆夹紧式钳头夹紧管柱沿卸扣方向旋转,直至上、下管柱脱离,继续拉第一手动换向阀,液压缸杠杆夹紧式钳头继续旋转,直至开口对中;
32.步骤三、夹紧机构复位操作:操纵扳手,将母组合接头与公组合接头接通,拉第二手动换向阀,向单出杆液压缸的有杆腔供油,单出杆液压缸的单出杆缩回,液压缸驱动的杠杆夹紧机构松开;操控第二手动换向阀回中位,单出杆液压缸的无杆腔和有杆腔都与液控系统的回油相连通,气体隔离式蓄能器把所蓄的液压油排出,为下一次蓄油做准备;
33.最后把安全门打开,动力钳主钳离开管柱中心,一次上扣或卸扣作业结束。
34.本实用新型采用液压缸驱动的杠杆夹紧机构提供更大的夹紧力,结构紧凑,夹紧可靠;采用可插拔的供、回油系统和带蓄能器的卸压装置满足钳头夹紧机构的旋转供、回油需要;采用多方位的安全保证措施保证作业的安全性和可靠性;同时采用牙板加高、加大,从而增加摩擦面积;进一步选用耐磨的非金属材料增加摩擦力,以达到足够的扭矩,实现特殊管材的无牙痕作业,其操作稳定,安全可靠,经济效益和社会效益巨大。
附图说明
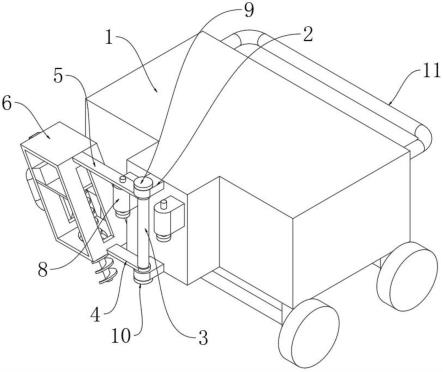
35.图1为本实用新型的主视图;
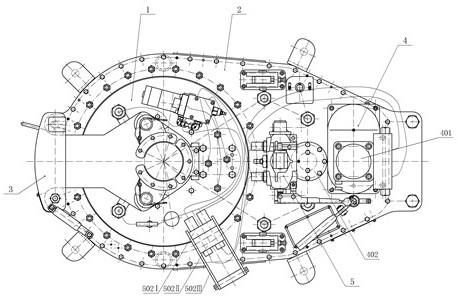
36.图2为本实用新型的俯视图;
37.图3为液压缸杠杆夹紧式钳头俯视图(半剖);
38.图4为图3的b——b向视图;
39.图5为本实用新型的液压原理图;
40.图6为前颚板总成的俯视图;
41.图7为图6的c——c向视图(旋转);
42.图8为后颚板总成的俯视图;
43.图9为图8的d——d向视图(旋转);
44.图10为本实用新型包含快接机械互锁保护装置、上卸扣方向保护装置和快接液压互锁保护装置的液压原理图;
45.图11为快接机械互锁保护装置在快接组合总成分离时的示意图(局部视图);
46.图12为液压缸杠杆夹紧式钳头中包含前颚板复位扭簧、夹紧臂自动复位机构和单出杆液压缸中碟簧的俯视图(剖视);
47.图13为夹紧臂自动复位机构的俯视图(剖视);
48.图14为本实用新型包含液压增压装置和碟簧的液压原理图。
49.图中:1.液压缸杠杆夹紧式钳头;101.钳头开口大齿轮;102.单出杆液压缸;102ⅰ.单出杆头;102ⅱ.碟簧;103.夹紧臂;104.转轴;105.前颚板总成;105ⅰ.前颚板;105ⅱ弧形牙板;106.插销;107.后颚板总成;107ⅰ.后颚板; 108.限位块;109.前颚板复位扭簧;110.夹紧臂自动复位机构;110ⅰ.顶丝;110ⅱ.螺栓一;110ⅲ.调节块;110ⅳ.拉簧;110
ⅴ
.螺栓二;2.壳体;3.安全门;4.动力传动系统;401.液压马达;402.传动齿轮;5.液控系统;501.手动换向组合阀;501ⅰ.第一手动换向阀;501ⅱ.第二手动换向阀;501ⅲ.第三手动换向阀;502.快接组合总成;502ⅰ.公组合接头;502ⅱ.母组合接头;502ⅲ.扳手;503.卸压装置;503ⅰ.球阀;503ⅱ.气体隔离式蓄能器;504.分流保压装置;504ⅰ. 分流阀;504ⅱ. 液控单向阀; 505.液压增压装置; 506. 快接机械互锁保护装置;506ⅰ.连接索;506ⅱ.软轴;506ⅲ.支架;506ⅳ.弹簧;506
ⅴ
.软轴门控阀; 507. 上卸扣方向保护装置;507ⅰ.液控单向阀;508. 快接液压互锁保护装置;a.内圆弧;b.背部;c. 调节槽。
具体实施方式
50.以下结合附图对本实用新型作进一步解释说明:
51.如图1、2、3、4、5所示,本实用新型包含液压缸杠杆夹紧式钳头1、壳体2、安全门3、动力传动系统4和液控系统5,动力传动系统4设置在壳体2后部,安全门3设置在壳体2前部开口处;动力传动系统4包含液压马达401和传动齿轮402,液压马达401通过传动齿轮402将动力传递给液压缸杠杆夹紧式钳头1;液压缸杠杆夹紧式钳头1设置在壳体2前部,它包含钳头开口大齿轮101、单出杆液压缸102、夹紧臂103、转轴104、前颚板总成105、插销106、后颚板总成107和限位块108;单出杆液压缸102、夹紧臂103、转轴104和插销106构成一组液压缸驱动的杠杆夹紧机构,液压缸驱动的杠杆夹紧机构为两组;两组液压缸驱动的杠杆夹紧机构设置在钳头开口大齿轮101内腔内,且沿钳头开口大齿轮101开口对称的轴线a-a对称布置;单出杆液压缸102与钳头开口大齿轮101紧固;夹紧臂103通过转轴104与钳头开口大齿轮101构成固定铰链回转副;单出杆液压缸102包含单出杆头102ⅰ,其单出杆头102ⅰ抵靠夹
紧臂103一端,夹紧臂103另一端设有插销106;前颚板总成105串设在插销106中构成回转副的活动铰链,其包含前颚板105ⅰ和弧形牙板105ⅱ;
52.后颚板总成107包含后颚板107ⅰ和弧形牙板105ⅱ,其中心面d-d与钳头开口大齿轮101开口对称的a-a轴线截面重合,其背部b与钳头开口大齿轮101的内圆弧a贴合且紧固,后颚板总成107两侧有限位块108限位,限位块108与钳头开口大齿轮101固定为一体;
53.液控系统5包含手动换向组合阀501、快接组合总成502、卸压装置503和分流保压装置504,手动换向组合阀501包含第一手动换向阀501ⅰ和第二手动换向阀501ⅱ,快接组合总成502包含公组合接头502ⅰ、母组合接头502ⅱ和扳手502ⅲ,操作扳手502ⅲ,公组合接头502ⅰ和母组合接头502ⅱ分离或接通;手动换向组合阀501和母组合接头502ⅱ设置在壳体2上,分流保压装置504、卸压装置503和公组合接头502ⅰ设置在液压缸杠杆夹紧式钳头1上;
54.第一手动换向阀501ⅰ与液压马达401的油口相连通构成液压马达控制回路,控制液压马达401正反向旋转,带动液压缸杠杆夹紧式钳头1旋转,其中推第一手动换向阀501ⅰ,液压缸杠杆夹紧式钳头1沿上扣方向旋转,拉第一手动换向阀501ⅰ,液压缸杠杆夹紧式钳头1沿卸扣方向旋转;
55.第二手动换向阀501ⅱ通过快接组合总成502、分流保压装置504与单出杆液压缸102相连通而构成单出杆液压缸控制回路;分流保压装置504设在第二手动换向阀501ⅱ其一油口的与单出杆液压缸102的无杆腔之间,它由分流阀504ⅰ和液控单向阀504ⅱ组成,其中液控单向阀504ⅱ的进油口与连接第二手动换向阀501ⅱ其一油口的公组合接头502ⅰ连通,其液控单向阀504ⅱ的液流方向指向单出杆液压缸102,其出油口与分流阀504ⅰ的进油口相连通,其液控口与连接第二手动换向阀501ⅱ另一油口的公组合接头502ⅰ连通,其分流阀504ⅰ的两个出油口分别和两个单出杆液压缸102的无杆腔相连通;第二手动换向阀501ⅱ的另一油口通过快接组合总成502与单出杆液压缸102的有杆腔相连通;其中推第二手动换向阀501ⅱ,液压油经分流保压装置504流向单出杆液压缸102的无杆腔,单出杆液压缸102伸出;拉第二手动换向阀501ⅱ,液压油流向单出杆液压缸102的有杆腔,单出杆液压缸102缩回;
56.卸压装置503设置在第二手动换向阀501ⅱ其一油口与单出杆液压缸102的无杆腔的油路中,构成液压缸无杆腔的卸压回路;卸压装置503由球阀503ⅰ和气体隔离式蓄能器503ⅱ组成,其中球阀503ⅰ的进油口接在分流保压装置504中液控单向阀504ⅱ和分流阀504ⅰ之间的油路上,其出油口与气体隔离式蓄能器503ⅱ的油口及单出杆液压缸102的有杆腔相连通,释放单出杆液压缸102无杆腔内的压力。
57.如图3、4、6、7、8、9、12所示,前颚板总成105和后颚板总成107中弧形牙板105ⅱ的内弧面与夹持的管径包容,且两个前颚板总成105和后颚板总成107上的弧形牙板105ⅱ包容形成的总圆周角度设置在240
°
~300
°
之间。
58.如图6、7、8、9所示,弧形牙板105ⅱ由非金属材料制成。
59.如图10、11所示,优选地,液控系统5还包含快接机械互锁保护装置506、上卸扣方向保护装置507和快接液压互锁保护装置508;
60.快接机械互锁保护装置506包含快接组合总成502、连接索506ⅰ、软轴506ⅱ、支架506ⅲ、弹簧506ⅳ和软轴门控阀506
ⅴ
,软轴506ⅱ一端通过连接索506ⅰ与快接组合总成502中的扳手502ⅲ相连,另一端与软轴门控阀506
ⅴ
相连,支架506ⅲ与软轴门控阀506
ⅴ
固定,
弹簧506ⅳ套设在软轴506ⅱ中且抵在支架506ⅲ与软轴门控阀506
ⅴ
之间;
61.上卸扣方向保护装置507包含第三手动换向阀501ⅲ和两个液控单向阀507ⅰ,第三手动换向阀501ⅲ包含在手动换向组合阀501中,两个液控单向阀507ⅰ分别串接在液压马达控制回路中的液压马达401进、回油口处,其液控单向阀507ⅰ的液流方向都液压马达401,第三手动换向阀501ⅲ的两工作油口分别与两个液控单向阀507ⅰ上的液控口相连通;其第三手动换向阀501ⅲ中阀芯处于中位时,两个液控单向阀507ⅰ均处于关闭状态,液压马达控制回路油路不通;推第三手动换向阀501ⅲ,液压油经第三手动换向阀501ⅲ其一工作油口流向其中一个液控单向阀507ⅰ液控口,此油路打开双向通,另一液控单向阀507ⅰ的液控口经第三手动换向阀501ⅲ另一工作油口与液控系统5的回油相通,所在油路单向关闭单向通,液压马达控制回路中只有沿上扣方向旋转的油路通,其卸扣方向旋转的油路关闭;反之,拉第三手动换向阀501ⅲ,液压马达控制回路中只有沿卸扣方向旋转的油路通,其上扣方向旋转的油路关闭;
62.快接液压互锁保护装置508包含快接组合总成502和上卸扣方向保护装置507中的两个液控单向阀507ⅰ,快接组合总成502上的母组合接头502ⅱ分别与两个液控单向阀507ⅰ上的液控口及液控系统5的回油口相连通,其对应的公组合接头502ⅰ汇于一处接通。
63.如图12所示,优选地,液压缸杠杆夹紧式钳头1中设有前颚板复位扭簧109,前颚板复位扭簧109串设在插销106上,且一端伸出固定在前颚板105ⅰ上,另一端伸出挡在钳头开口大齿轮101上,形成前颚板总成的自动复位机构。
64.如图12、14所示,优选地,液压缸杠杆夹紧式钳头1中设有夹紧臂自动复位机构110,夹紧臂自动复位机构110包含顶丝110ⅰ、螺栓一110ⅱ、调节块110ⅲ、拉簧110ⅳ和螺栓二110
ⅴ
,螺栓一110ⅱ固定在钳头开口大齿轮101上,螺栓二110
ⅴ
固定在夹紧臂103上;调节块110ⅲ上有调节槽c,顶丝110ⅰ拧在调节槽c的一端,拉簧110ⅳ连在调节块110ⅲ的另一端;调节块110ⅲ上的调节槽c套在螺栓一110ⅱ上,且顶丝110ⅰ顶在螺栓一110ⅱ的外圆处;拉簧110ⅳ另一端与夹紧臂103上的螺栓二110
ⅴ
相连。
65.如图10、12所示,优选地,单出杆液压缸102中设有碟簧102ⅱ,碟簧102ⅱ设置在有杆腔内,形成单出杆的自动复位机构。
66.如图14所示,优选地,为了在同样夹紧力下减小结构尺寸,分流保压装置504与其连接的快接组合总成502之间并联设有液压增压装置505,液压增压装置505和分流保压装置504集成为整体阀组。
67.如图6、7、8、9所示,优选地,非金属材料为无石棉铜丝耐磨树脂。
68.如图6、7、8、9所示,优选地,非金属材料为耐油橡胶。
69.如图10所示,优选地,第三手动换向阀501ⅲ的阀芯上设有定位装置。
70.本实用新型采用液压缸驱动的杠杆夹紧机构夹紧,当单出杆液压缸102的无杆腔充满液压油时,单出杆液压缸102中的单出杆伸出推动夹紧臂103绕转轴104旋转,带动夹紧臂103另一端的前颚板总成105向钳头开口大齿轮101的旋转中心靠拢,直至两个前颚板总成105与一个后颚板总成107合拢共同抱紧管柱,其夹紧力大、稳定可靠;本实用新型同时采用可插拔的供、回油系统和带蓄能器的卸压装置503解决钳头夹紧机构的旋转供油、回油难题,快接组合总成502可以使多个快速接头同时插上或拔下,操作快速、方便;其卸压装置503是为了解决上扣作业过程中液压缸杠杆夹紧式钳头1的开口不能正常对中复位的问题:
当上扣达到设定扭矩,管柱丝扣已经上好,此时液压缸杠杆夹紧式钳头1停止旋转且止于360
°
任意位置,而单出杆液压缸102仍处于保压状态而始终抱紧管柱,若要使液压缸杠杆夹紧式钳头1的开口对中,要么继续旋转超出设定的上扣扭矩值把丝扣拧坏,要么反向旋转把拧好的丝扣再松开,如此操作是不能允许的。因此,在需要单出杆液压缸102的无杆腔卸压时,打开球阀503ⅰ,使单出杆液压缸102无杆腔内的压力油流向有杆腔和气体隔离式蓄能器503ⅱ而卸荷,此时液压缸驱动的杠杆夹紧机构处于松开状态,从而方便操纵液压缸杠杆夹紧式钳头1旋转使开口对中;单出杆液压缸102的无杆腔卸荷后,关闭球阀503ⅰ,切断单出杆液压缸102的无杆腔与有杆腔和气体隔离式蓄能器503ⅱ间的油路,单出杆液压缸102重回正常工作状态。
71.本实用新型还采用快接机械互锁保护装置506、上卸扣方向保护装置507和快接液压互锁保护装置508确保作业的安全性、可靠性。其中快接机械互锁保护装置506和快接液压互锁保护装置508为快接组合总成502提供双重保护:当母组合接头502ⅱ与公组合接头502ⅰ接通,快接机械互锁保护装置506中的软轴506ⅱ拉动软轴门控阀506
ⅴ
换向,液压马达控制回路处于卸荷状态,同时,上卸扣方向保护装置507中的两个液控单向阀507ⅰ的液控口与液控系统5的回油口相连通,两个液控单向阀507ⅰ关闭,通往液压马达401的油路被切断,液压马达控制回路处于卸荷且锁定状态,确保快接组合总成502在接通时,液压马达401不能旋转,避免因误操作造成安全隐患;当母组合接头502ⅱ与公组合接头502ⅰ分离时,快接机械互锁保护装置506中的弹簧506ⅳ推动软轴门控阀506
ⅴ
回位,同时,上卸扣方向保护装置507中的两个液控单向阀507ⅰ的液控口不受快接组合总成502影响,液压马达控制回路处于正常工作状态。上卸扣方向保护装置507确保控制液压马达401的第一手动换向阀501ⅰ连续推或拉操作只能一个操作有用,液压马达401只有向一个方向旋转的油路通而另一个旋转方向油路不通,避免上扣作业时,管柱丝扣已经上好,而单出杆液压缸102的无杆腔还没有卸压就拉第一手动换向阀501ⅰ导致反向旋转而卸扣的错误操作;如要切换另一旋转方向,需切换第三手动换向阀501ⅲ中阀芯的位置。
72.其次,本实用新型采用加高、加大的牙板增加摩擦面积,选用耐磨的非金属材料增加摩擦力,也不损伤管柱表面,满足无牙痕作业需要。
73.本技术方案在上扣和卸扣作业时具体操控方法是:
74.步骤一、夹紧管柱操作:首先打开动力钳主钳的安全门3,推送动力钳主钳到达管柱中心,安全门3关闭,然后操纵扳手502ⅲ,将母组合接头502ⅱ与公组合接头502ⅰ接通,此时受快接机械互锁保护装置506和快接液压互锁保护装置508的双重保护,液压马达控制回路处于卸荷且锁定状态;
75.推第二手动换向阀501ⅱ,使液压油经分流保压装置504向两个单出杆液压缸102的无杆腔供油,驱动两组杠杆夹紧机构同时夹紧管柱;操控第二手动换向阀501ⅱ回中位,分流保压装置504把压力油保压在单出杆液压缸102的无杆腔中,保持对管柱的夹紧;再操纵扳手502ⅲ,将母组合接头502ⅱ与公组合接头502ⅰ分离,快接机械互锁保护装置506和快接液压互锁保护装置508同时解锁,此时,液压马达401旋转方向受上卸扣方向保护装置507限制,根据作业需要选择下一步的上扣或卸扣作业操作;
76.步骤二、上、卸扣作业操作:
77.a、上扣作业操作:推第三手动换向阀501ⅲ处于上扣控制方向,再推第一手动换向
阀501ⅰ,液压马达401旋转,液压缸杠杆夹紧式钳头1夹紧管柱沿上扣方向旋转,直到上扣扭矩达到设定值而停止旋转;操控第一手动换向阀501ⅰ回中位,操作球阀503ⅰ打开,把保压在单出杆液压缸102无杆腔的压力油卸荷后再关闭球阀503ⅰ,然后拉第一手动换向阀501ⅰ使液压缸杠杆夹紧式钳头1反向旋转直至其开口对中;
78.b、卸扣作业操作:拉第三手动换向阀501ⅲ处于卸扣控制方向,再拉第一手动换向阀501ⅰ,液压马达401反向旋转,液压缸杠杆夹紧式钳头1夹紧管柱沿卸扣方向旋转,直至上、下管柱脱离,继续拉第一手动换向阀501ⅰ,液压缸杠杆夹紧式钳头1继续旋转,直至开口对中;
79.步骤三、夹紧机构复位操作:操纵扳手502ⅲ,将母组合接头502ⅱ与公组合接头502ⅰ接通,拉第二手动换向阀501ⅱ,向单出杆液压缸102的有杆腔供油,单出杆液压缸102的单出杆缩回,液压缸驱动的杠杆夹紧机构松开;操控第二手动换向阀501ⅱ回中位,单出杆液压缸102的无杆腔和有杆腔都与液控系统5的回油相连通,气体隔离式蓄能器503ⅱ把所蓄的液压油排出,为下一次蓄油做准备;
80.最后把安全门3打开,动力钳主钳离开管柱中心,一次上扣或卸扣作业结束。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。