1.本发明属于木板加工技术领域,尤其涉及板材分板装置。
背景技术:
2.木板作为大多数行业都需要用到的原材料,对人类生活有着很大的支持作用,我国的许多建筑结构都采用木板,因此木板在建筑和艺术领域均有很广泛的应用。
3.现有的木板在生产成型完成后,还需要进行检测分类,最后才能投入到市场中使用。而木板成型后,工作人员通常会将锯切好的板材堆垛在一起,方便后续的输送,因此当进行检测分类时,为了保证其准确率,便需要将堆垛好的木板再逐一进行多个检测流程。为了提高该流程的工作效率,市面上通过在输送装置上设置挡板,并使得挡板和输送装置之间仅能够通过一块木板的方式来将堆垛的木板逐一分开,但是该种方式在分板时,由于上方堆垛的木板没有固定,当下方木板移动分开后,上方木板可能出现偏移甚至倾倒的风险,影响后续木板的输送。
技术实现要素:
4.为了克服现有技术的不足,本发明的目的在于提供一种稳定高效且分板过程中不会对其余木板造成影响的装置。
5.本发明的目的采用如下技术方案实现:
6.板材分板装置,包括:
7.输送装置,用于输送堆垛的木板;
8.夹紧装置,设置于所述输送装置上方且所述夹紧装置与输送装置之间的间隙与一块木板的厚度相适配,所述夹紧装置夹紧时,能够夹紧限制堆垛木板中除最下方以外的其余木板,并使最下方木板随所述输送装置输送。
9.进一步地,所述夹紧装置包括用于阻挡所述输送装置上堆垛木板的阻挡件、用于与所述阻挡件配合并从相对的两边夹紧堆垛木板的夹紧件以及用于驱动所述夹紧件活动的夹紧驱动器。
10.进一步地,所述夹紧件和阻挡件均设置于所述输送装置的输送面的上方,还包括滑轨结构以及用于驱动所述夹紧件沿着所述滑轨结构滑动的滑动驱动器,当堆垛木板输送至所述夹紧装置时,所述滑动驱动器能够驱动所述夹紧件远离所述输送装置以解除对堆垛木板的阻挡。
11.进一步地,还包括用于调节所述夹紧装置与所述输送装置之间距离的竖向调节装置。
12.进一步地,还包括用于调节所述夹紧件和阻挡件之间距离的水平调节装置。
13.进一步地,所述输送装置设有用于与木板接触的凸起,所述凸起的高度与一块木板的厚度相适配,所述输送装置动作时,所述凸起能够与堆垛木板最下方的木板接触并带动其移动。
14.进一步地,所述输送装置为多级差速输送装置。
15.进一步地,所述多级差速输送装置中各级输送装置均包括多条并列间隔设置的皮带输送装置,且相邻两级输送装置之间的皮带输送装置相互交错设置。
16.进一步地,所述输送装置包括输送速度均不相同的一级输送装置、二级输送装置以及三级输送装置,所述夹紧装置设置于所述三级输送装置上方,所述二级输送装置和三级输送装置的输送面位于同一个高度且在竖直方向上低于所述一级输送装置的输送面。
17.进一步地,还包括用于驱动所述二级输送装置升降的升降装置。
18.相比现有技术,本发明的有益效果在于:
19.本发明的板材分板装置在使用时,工作人员可直接将堆垛好的木板放置在输送装置上,当堆垛好的木板输送至夹紧装置附近时,夹紧装置启动并夹紧除最下方以外的其余木板,此时最下方的木板会在输送装置的作用下从夹紧装置和输送装置之间间隙继续向前输送,之后夹紧装置松开使堆垛的木板重新落到输送装置上,夹紧装置再夹紧且重复该动作便可将堆垛的木板逐一分开进行输送。本方案通过上述设置,能够在分板过程中保持其余木板的稳定性,防止其余木板发生受到最下方木板影响而偏移或倾倒的现象,分板更加稳定高效。
附图说明
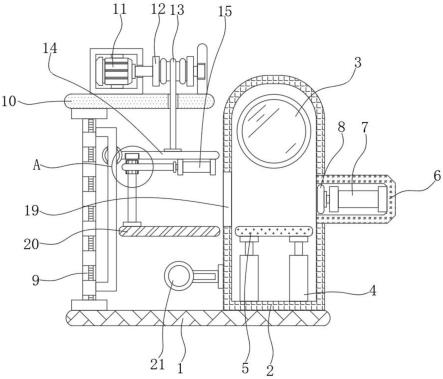
20.图1是本发明板材分板装置优选实施方式的结构示意图;
21.图2是本发明夹紧装置和滑动结构优选实施方式的结构示意图;
22.图3是本发明输送装置优选实施方式的结构示意图。
23.图中:
24.11、一级输送装置;12、二级输送装置;13、三级输送装置;131、凸起;14、同步机构;20、夹紧装置;21、阻挡件;22、夹紧件;23、夹紧架;24、夹紧驱动器;41、滑轨结构;42、滑动驱动器;43、水平调节装置;50、升降装置;60、检测装置。
具体实施方式
25.下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
26.本发明参照图1所示,包括用于输送堆垛的木板的输送装置以及设置于输送装置上方的夹紧装置20,夹紧装置20与输送装置之间的间隙与一块木板的厚度相适配,夹紧装置20夹紧时,能够夹紧限制堆垛木板中除最下方以外的其余木板,并使最下方木板随所述输送装置输送。在使用时,工作人员可直接将堆垛好的木板放置在输送装置上,当堆垛好的木板输送至夹紧装置20附近时,夹紧装置20启动并夹紧除最下方以外的其余木板,此时最下方的木板会在输送装置的作用下从夹紧装置20和输送装置之间间隙继续向前输送,之后夹紧装置20松开使堆垛的木板重新落到输送装置上,夹紧装置20再夹紧且重复该动作便可将堆垛的木板逐一分开进行输送。本方案通过上述设置,能够在分板过程中保持其余木板的稳定性,防止其余木板发生受到最下方木板影响而偏移或倾倒的现象,分板更加稳定高效。
27.本实施例中所述夹紧装置20参照图2所示,包括用于阻挡所述输送装置上堆垛木板的阻挡件21、用于与所述阻挡件21配合并从相对的两边夹紧堆垛木板的夹紧件22以及用于驱动所述夹紧件22活动的夹紧驱动器24。其中阻挡件21沿着所述输送装置的输送方向设置,在使用时,阻挡件21首先阻挡下输送装置上堆垛的木板,此时输送装置停止输送,同时夹紧驱动器24便驱动夹紧件22动作并与阻挡件21配合从相对的两边夹紧堆垛木板(除了最下方的木板),之后重新启动输送装置便可通过输送装置与最下方木板相互摩擦带动最下方的木板向前输送。具体的,本实施例中包括一夹紧架23,夹紧件22为直角件,夹紧驱动器24为驱动所述夹紧件22转动的驱动气缸,夹紧件22的一端可转动设置于夹紧架23上,另一端与驱动气缸的推杆铰接,在使用时,驱动气缸启动推杆伸出,此时带动夹紧件22转动并与木板接触,并在阻挡件21的配合下实现对木板的夹紧,而当驱动气缸推杆收缩之后,带动夹紧件22转动并远离木板,由此解除对木板的压紧限制。在其他实施方式中,夹紧装置20还可为驱动夹紧件22移动的移动装置,通过驱动夹紧件22靠近或远离阻挡件21便可实现对木板的夹紧,并不局限于上述的方式。
28.本实施例中设有用于检测堆垛的木板是否与所述阻挡件21接触的检测装置60,通过该设置,能够准确控制夹紧驱动器24启动的时间,既能够对木板实现夹紧,同时也能够判断堆垛的木板是否分板完成,进而使下一捆堆垛的好木板进行分板流程。具体的,本实施例中检测传感器为设置在阻挡件21上的接近开关,当木板靠近并与阻挡件21接触后,接近开关便能够准确感应到。在其他实施方式中,检测装置60还可为红外线传感器等,并不局限于上述的实现方式。
29.本实施例中还包括用于调节所述夹紧装置20与所述输送装置之间距离的竖向调节装置。通过该设置,使得夹紧装置20与输送装置之间的间隙可根据实际输送木板的情况进行调节,确保夹紧装置20和输送装置之间的间隙仅能满足一块木板的通过。具体的,竖向调节装置包括螺杆传动机构以及带动所述螺杆传动机构动作的转盘,通过该种调节能够更加准确的实现对间隙高度的控制。在其他实施方式中,竖向调节装置还可为气缸等能够驱动阻挡件21升降的装置,并不局限于此。
30.本实施例中还包括用于调节所述夹紧件22和阻挡件21之间距离的水平调节装置43。通过水平调节装置43的设置,在每次输送不同规格的木板时,可通过水平调节装置43根据不同木板夹紧的宽度调节夹紧件22和阻挡件21之间距离,使得夹紧驱动器24在驱动夹紧件22动作之后,能够和阻挡件21配合实现对不同规格木板进行夹紧,防止出现因输送的木板宽度较小,夹紧件22动作后仍无法和阻挡件21夹紧木板的情况。
31.本实施例中所述夹紧件22和阻挡件21均设置于所述输送装置的输送面的上方,还包括滑轨结构41以及用于驱动所述夹紧件22沿着所述滑轨结构41滑动的滑动驱动器42。结合上述情况可知,由于夹紧件22和阻挡件21均设置于输送装置上方,并且通过两者相互配合来实现对木板的夹紧,因此当堆垛木板输送至所述夹紧装置20时,所述滑动驱动器42能够驱动所述夹紧件22远离所述输送装置以解除对堆垛木板的阻挡,由此使得堆垛的木板能够继续移动到与阻挡件21接触,确保后续夹紧动作的顺利进行。其中滑动驱动器42可带动夹紧件22竖向移动或者水平方向移动,在其他实施例中,也可通过转动装置使夹紧件22远离原始位置以解除对堆垛木板的阻挡,并不局限于上述的实现方式。
32.本实施例中所述输送装置设有用于与木板接触的凸起131,所述凸起131的高度与
一块木板的厚度相适配,所述输送装置动作时,所述凸起131能够与堆垛木板最下方的木板接触并带动其移动。通过凸起131的设置,能够直接有凸起131与最下方的木板接触以带动木板移动,防止出现仅靠输送装置和木板的摩擦难以带动木板移动的情况,影响木板的逐一输送。
33.本实施例中所述输送装置为多级差速输送装置。通过该设置,能够形成多级不同输送速度的输送线,其中由于堆垛的木板逐一分板需要较长时间,因此可将要各段输送线的输送速度各自调节设置,使得分板段的输送线配合着夹紧装置20保持持续的转动,而分板段前端的输送线则调节为定时定距离输送,确保当一堆木板完成分板之后,下一堆木板便会移动至分板输送线上。
34.本实施例中所述多级差速输送装置中各级输送装置均包括多条并列间隔设置的皮带输送装置,且相邻两级输送装置之间的皮带输送装置相互交错设置。通过上述设置,能够使得相邻两级输送装置发生交接,堆垛的木板能够顺利的移动至下一级输送装置11,移动时更加稳定,避免堆垛的木板发生晃动而倾倒。其中同一级输送装置11的输送速度还通过同步机构14保持一致,防止堆垛的木板在输送过程中因速度不同而发生偏移。在其他实施方式中,多级差速输送装置中各级输送装置也可为链条输送装置或传送辊输送装置等,并不局限与上述方式。
35.本实施例中所述输送装置包括输送速度均不相同的一级输送装置11、二级输送装置12以及三级输送装置13(参照图3所示),所述夹紧装置20设置于所述三级输送装置13上方,即是三级输送装置13为分板段的输送线,该级输送装置会随着夹紧装置20的动作一同运作,以此实现对堆垛的木板进行分板;而二级输送装置12为缓冲段,在此段中堆垛好的木板会等待三级输送装置13上的木板完成分板动作之后在进行输送,本级输送装置的输送速度需根据后方三级输送装置13设置为断续输送的状态;而为保证整个工作线的输送效率,一级输送装置11可保持的持续且较高的输送速度由此将堆垛好的木板输送至二级输送装置12进行缓冲等待。本实施例中所述三级输送装置13的输送面在竖直方向上低于所述一级输送装置11的输送面。同时两者之间通过二级输送装置12进行传输,通过该高度差设置,能够实现对弯折或形状不太平整的木板进行较好的输送,同时也能够确保夹紧装置不会夹紧最下方的木板,使得木板的分板能够顺利进行。
36.结合上述设置,本实施例中还包括用于驱动所述二级输送装置12升降的升降装置50。通过该设置,能够当一级输送装置11和二级输送装置12上有堆垛的木板需要交接时,此时升降装置50能够驱动二级输送装置12抬升至与一级输送装置11同样的高度。而当二级输送装置12和三级输送装置13之间有堆垛的木板需要交接时,此时升降装置50便会驱动二级输送装置12下降至与三级输送装置13保持同一高度。确保堆垛的木板在与各级之间交接时均能保持稳定顺畅。具体的,本实施例中升降装置50为气缸,其中二级输送装置12和气缸推杆固定连接,通过采用气缸并将气缸推杆的带动二级输送装置12上升极限位使其与一级输送装置11平齐,同时使气缸推杆的带动二级输送装置12下降极限位与三级输送装置13保持平齐,由此便可实现对二级输送装置12的高度实现快速切换并节省对准时间。在其他实施方式中,升降装置50可为螺杆传动机构或其他装置,并不局限于上述实现方式。
37.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所
要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。