1.本发明涉及纺织品技术领域,特别涉及导电发热银浆涂层及其制备方法。
背景技术:
2.随着社会的日益发达,人们对纺织品的要求越来越高,不仅仅是停留在驱寒保暖、美观上,还需要有智能、保健的功能。而智能穿戴目前的现状是体积大、厚、笨重、贴肤感差等特点。导电银浆涂层能很好的解决了目前智能穿戴的痛点,导电银浆涂层具有至柔、至薄、至贴肤的特点,导电银浆涂层有着优异的导电发热性能,同时顺应绿色环保、可持续发展的趋势,将其应用在纺织品柔性基材上,形成导电发热织物,为智能纺织品的发展提供了方向。
3.现有柔性加热膜生产工艺主要为腐蚀金属片加热膜、缠绕碳纤维加热膜、普通石墨烯加热膜。现有碳纤维、金属丝、金属片加热膜在多次弯折后会造成局部电阻变大造成断路,或导体间接触造成短路,使温度过低或过高导致加热膜局部烧穿,起火,烫伤,漏电等安全隐患,而且在长时间加热后铜箔会收缩造成接触不良,电阻变化较大、易打火,普通石墨烯加热膜经搓揉后电阻变化明显,缝入服装成品后经机洗后会导致产品不可逆的功率衰减。故此,我们提出了导电发热银浆涂层及其制备方法。
技术实现要素:
4.本发明的主要目的在于提供导电发热银浆涂层及其制备方法,可以有效解决背景技术中的问题。
5.为实现上述目的,本发明采取的技术方案为:
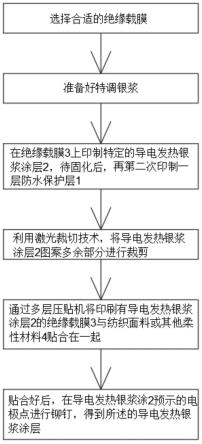
6.导电发热银浆涂层及其制备方法,包括防水保护层1、导电发热银浆涂层2、绝缘载膜3和纺织面料或其他柔性材料4,制备方法包括以下步骤:
7.s1:选择合适的绝缘载膜3;
8.s2:准备好特调银浆;
9.s3:在绝缘载膜3上印制特定的导电发热银浆涂层2,待固化后,再第二次印制一层防水保护层1;
10.s4:利用激光裁切技术,将导电发热银浆涂层2图案多余部分进行裁剪;
11.s5:通过多层压贴机将印刷有导电发热银浆涂层2的绝缘载膜3与纺织面料或其他柔性材料4贴合在一起;
12.s6:贴合完成后,在导电发热银浆涂2预示的电极点进行铆钉,得到所述的导电发热银浆涂层。
13.优选的,在所述s1中,所述绝缘载膜3具有热粘合剂的作用,可与纺织面料或其他其他直接进行热粘合。
14.优选的,在所述s2中,所述特调银浆的密度为1.8~2.5kg/m3。
15.优选的,在所述s3中,所述导电发热银浆涂层2和防水保护层1均通过丝网印刷技
术进行印制。
16.优选的,所述丝网印刷的目数为40目或60目,刮刀为75
°
刮刀。
17.优选的,在所述s5中,所述绝缘载膜3与纺织面料或其他柔性材料4的压合时间为5~60秒,热压温度为100~200℃,加载的重量为1~50t。
18.与现有技术相比,本发明具有如下有益效果:
19.本发明制备工艺简单,便于生产,可用于纺织材料、柔性材料上的导电发热银浆涂层具有可水洗、可弯曲、电阻低,功耗低等特点,同时其轻薄、柔软的特性更加扩大了它的使用范围,拓展了智能穿戴的新领域,且该发明专利的导电发热银浆涂层应用于纺织材料或其他柔性材料上时,不存在任何电线,也不会像其他导电纤维或石墨烯发热片影响整个产品的质感及形态,可推广使用。
附图说明
20.图1为本发明导电发热银浆涂层制备方法的流程图;
21.图2为本发明导电发热银浆涂层的组成结构示意图;
22.图3为本发明导电发热银浆涂层的应用情景展示图。
23.图中:1、防水保护层;2、导电发热银浆涂层;3、绝缘载膜;4、纺织面料或其他柔性材料;5、发热银浆回路;6、ems银浆回路;7、透气孔;8、电极点。
具体实施方式
24.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
25.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
26.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.实施例一
28.导电发热银浆涂层及其制备方法,包括防水保护层1、导电发热银浆涂层2、绝缘载膜3和纺织面料或其他柔性材料4,制备方法包括以下步骤:
29.s1:选择合适的绝缘载膜3,绝缘载膜3具有热粘合剂的作用,可与纺织面料或其他其他直接进行热粘合;
30.s2:准备好特调银浆,特调银浆的密度为1.8kg/m3;
31.s3:在绝缘载膜3上印制特定的导电发热银浆涂层2,待固化后,再第二次印制一层防水保护层1,导电发热银浆涂层2和防水保护层1均通过丝网印刷技术进行印制,丝网印刷
的目数为40目,刮刀为75
°
刮刀;
32.s4:利用激光裁切技术,将导电发热银浆涂层2图案多余部分进行裁剪;
33.s5:通过多层压贴机将印刷有导电发热银浆涂层2的绝缘载膜3与纺织面料或其他柔性材料4贴合在一起,绝缘载膜3与纺织面料或其他柔性材料4的压合时间为5秒,热压温度为200℃,加载的重量为50t;
34.s6:贴合完成后,在导电发热银浆涂2预示的电极点进行铆钉,得到的导电发热银浆涂层。
35.实施例二
36.导电发热银浆涂层及其制备方法,包括防水保护层1、导电发热银浆涂层2、绝缘载膜3和纺织面料或其他柔性材料4,制备方法包括以下步骤:
37.s1:选择合适的绝缘载膜3,绝缘载膜3具有热粘合剂的作用,可与纺织面料或其他其他直接进行热粘合;
38.s2:准备好特调银浆,特调银浆的密度为2.5kg/m3;
39.s3:在绝缘载膜3上印制特定的导电发热银浆涂层2,待固化后,再第二次印制一层防水保护层1,导电发热银浆涂层2和防水保护层1均通过丝网印刷技术进行印制,丝网印刷的目数为40目,刮刀为75
°
刮刀;
40.s4:利用激光裁切技术,将导电发热银浆涂层2图案多余部分进行裁剪;
41.s5:通过多层压贴机将印刷有导电发热银浆涂层2的绝缘载膜3与纺织面料或其他柔性材料4贴合在一起,绝缘载膜3与纺织面料或其他柔性材料4的压合时间为30秒,热压温度为150℃,加载的重量为25t;
42.s6:贴合完成后,在导电发热银浆涂2预示的电极点进行铆钉,得到的导电发热银浆涂层。
43.实施例三
44.导电发热银浆涂层及其制备方法,包括防水保护层1、导电发热银浆涂层2、绝缘载膜3和纺织面料或其他柔性材料4,制备方法包括以下步骤:
45.s1:选择合适的绝缘载膜3,绝缘载膜3具有热粘合剂的作用,可与纺织面料或其他其他直接进行热粘合;
46.s2:准备好特调银浆,特调银浆的密度为1.8kg/m3;
47.s3:在绝缘载膜3上印制特定的导电发热银浆涂层2,待固化后,再第二次印制一层防水保护层1,导电发热银浆涂层2和防水保护层1均通过丝网印刷技术进行印制,丝网印刷的目数为60目,刮刀为75
°
刮刀;
48.s4:利用激光裁切技术,将导电发热银浆涂层2图案多余部分进行裁剪;
49.s5:通过多层压贴机将印刷有导电发热银浆涂层2的绝缘载膜3与纺织面料或其他柔性材料4贴合在一起,绝缘载膜3与纺织面料或其他柔性材料4的压合时间为60秒,热压温度为100℃,加载的重量为1t;
50.s6:贴合完成后,在导电发热银浆涂2预示的电极点进行铆钉,得到的导电发热银浆涂层。
51.本产品在实际应用过程中,可根据需求满足ems生物电功能或发热功能,也可同时满足ems和发热功能,我们可单独设计发热银浆回路5和ems银浆回路6,在对应电极点8处通
过铆钉的方式让钉扣作为电接点,与外接电源及控制器连接,实现了无金属电线的导电回路,我们通过外接电源及控制器,可以实现单发热功能,也可让ems生物电功能和发热功能同时具备。在此发明中,导电涂层与发热涂层可一次性印刷完成,让工艺更加简单便捷。
52.综上所述:本发明制备工艺简单,便于生产,可用于纺织材料、柔性材料上的导电发热银浆涂层具有可水洗、可弯曲、电阻低,功耗低等特点,同时其轻薄、柔软的特性更加扩大了它的使用范围,拓展了智能穿戴的新领域,且该发明专利的导电发热银浆涂层应用于纺织材料或其他柔性材料上时,不存在任何电线,也不会像其他导电纤维或石墨烯发热片影响整个产品的质感及形态,可推广使用。
53.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
