一种摆盘方法、摆盘机及摆盘组件
【技术领域】
1.本发明涉及到机械设备领域,特别涉及一种摆盘方法、摆盘机及摆盘组件。
背景技术:
2.摆盘机,又叫排盘机,是辅助类机械,多是配套工件成型机械使用的,起到自动将成型机所做的制品按设定好的方式摆放到托盘上的作用,成型机可以是食品生产机、芯片封装机、注塑机等,当成型机是注塑机时,摆盘机配合注塑机组成注塑摆盘机,注塑工件通过注塑设备完成制造后通过摆盘设备进行自动化装盘,因此注塑摆盘机可以同时进行注塑件生产制造以及注塑件的摆盘,大大节约了劳动力,提高了注塑制品的摆盘效率,同时能最大限度的保证制品位置的摆放准确度,是现代化生产的必备设备。
3.现有的摆盘机大多是通过一个输送带输送托盘,在工件摆满一个托盘后输送带再将这个满装的托盘输送到其它工位,这样的摆盘机效率低,需要工人或其它设备时刻关注输送带不停地收取已装料的托盘,非常消耗人力物力,且一旦收料不及时将会迫使摆盘机暂停工作导致摆盘效率受到影响。
4.因此,亟需一种摆盘方法及摆盘机解决上述摆盘机浪费人力物力,工作效率低的问题。
技术实现要素:
5.为克服现有摆盘机浪费人力物力,工作效率低的问题,本发明实施例提供了一种摆盘方法、摆盘机及摆盘组件。
6.一方面本发明实施例解决技术问题的方案是提供一种摆盘方法,用于摆盘机,包括:一种摆盘方法,用于具有输送带的摆盘机,包括:将第一托盘放置至摆盘工位;将工件放置至所述摆盘工位的所述第一托盘,直至所述第一托盘的工件放置完毕;将第二托盘放置至位于所述摆盘工位的所述第一托盘上;将工件放置至所述摆盘工位的所述第二托盘,直至所述第二托盘中的工件放置完毕;输送带将所述第一托盘和位于所述第一托盘上的所述第二托盘同时传送至下料工位。
7.另一方面本发明实施例解决技术问题的方案是提供一种摆盘机,所述摆盘机包括拾取装置和输送带;沿输送带传输方向分别设置定料工位、摆盘工位和下料工位;所述定料工位设置为放置至少两个托盘,其中所述至少两个托盘包括第一托盘和第二托盘;所述拾取装置设置为将位于所述定料工位的所述第一托盘转移并放置在所述摆盘工位,以及将位于所述定料工位的所述第二托盘转移并放置在位于所述摆盘工位的所述第一托盘上;所述输送带设置为将所述第一托盘和位于所述第一托盘上的第二托盘同时传送至下料工位。
8.另一方面本发明实施例解决技术问题的方案是提供一种摆盘组件,用于将工件摆放至托盘,所述摆盘组件包括拾取装置和摆盘工位,所述拾取装置设置为能够获取托盘并将所述托盘转运至摆盘工位,所述拾取装置获取工件并将所述工件摆放至位于所述摆盘工位的托盘。
9.与现有技术相比,本发明的一种摆盘方法及摆盘机具有以下优点:
10.本发明实施例提供的一种摆盘方法中,在摆盘工位的一个托盘装满后可以获取另一个托盘堆叠在摆盘工位的托盘上继续装载工件,实现了托盘的堆叠摆放,该实施例应用在摆盘机后,托盘堆叠摆放的方式提高了空间利用率,并且减少了输送带的运转时间;输送带可以同时将堆叠好的整摞托盘传送至下料工位以待工人或设备收料,工人或设备不再需要针对不断运行的输送带对单个托盘进行收料,而是等待摆盘工位的一整摞托盘都摆满工件经输送带转运至下料工位后,再择时对整摞托盘集中收料,减少了收料次数,降低了运行成本,提高了运行效率。
11.本发明实施例提供的一种摆盘机中设置有定料工位、摆盘工位和下料工位,拾取装置可以在摆盘工位的一个托盘装满后继续从定料工位拿取一个托盘堆叠在摆盘工位的托盘上,从而可以堆叠摆放托盘,提高空间利用率,减少输送带的运转时间,工人或设备只需要等待整摞托盘都从摆盘工位转送到下料工位后再进行下一步工序,降低了运行成本,提高了运行效率。
12.本发明实施例提供的一种摆盘组件中,拾取装置既可以获取托盘摆放至摆盘工位,还可以获取工件摆放至托盘,拾取装置同时获取托盘工件的功能集成方式提高了摆盘组件的结构利用率,并且可以减少拾取装置所需要用到的动力结构及机械结构,降低机械设计复杂度及结构设计成本。
【附图说明】
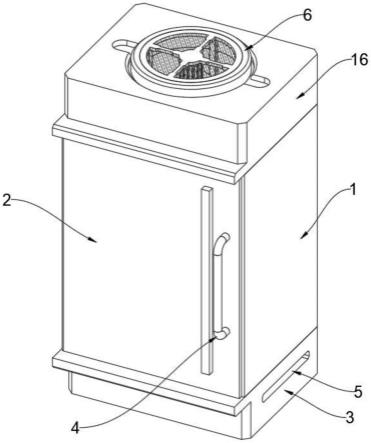
13.图1是本发明实施例摆盘机与托盘的整体结构示意图。
14.图2是本发明实施例摆盘组件与托盘的整体结构示意图。
15.附图标记说明:
16.2、托盘;3、摆盘组件;
17.21、拾取装置;22、输送带;24、摆盘工位;
18.201、第一托盘;202、第二托盘;221、第一输送带;222、第二输送带;223、第三输送带。
【具体实施方式】
19.为了使本发明的目的,技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
20.需要说明的是,当元件被称为“位于”另一个元件,它可以直接设置在另一个元件上或者也可以仅放置接触另一个元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“第一”、“第二”以及类似的表述只是为了说明的目的。
21.请参阅图1和图2,本技术实施例提供一种摆盘机,包括但不限于与食品加工机,芯片封装机、注塑机及其它需要在工件加工后对工件进行摆盘的设备结合使用形成的食品摆盘机、芯片摆盘机、注塑摆盘机等,为便于理解说明,在实施例中采用与注塑机结合的方式组成注塑摆盘机,若无特别说明,本实施例提到的摆盘机为注塑摆盘机。
22.摆盘机用于将工件摆放至托盘2,包括注塑设备和摆盘设备;所述注塑设备包括加工仓和出料仓,工件由加工仓生产后运送至出料仓;摆盘设备用于接收注塑设备生产制造的工件并将所述工件摆放至托盘2,具体地,所述摆盘设备包括拾取装置21、输送带22和沿所述输送带22 的传送方向依次设置的定料工位和摆盘工位24,所述摆盘设备通过拾取装置21从注塑设备的出料仓获取工件。
23.在一种实施方式中,定料工位和摆盘工位24 相邻设置,所述定料工位放置有托盘2,所述定料工位用于为所述摆盘工位24提供托盘2,所述拾取装置21设置为能够在所述定料工位和摆盘工位24间移动,所述拾取装置21可将所述定料工位靠近所述拾取装置21的托盘2转运至摆盘工位24。
24.具体地,托盘2通过拾取装置21从定料工位转运至摆盘工位24以待摆放工件,定料工位和摆盘工位24相邻设置可以为物理结构上的相邻或位置关系上的相邻,在一些具体实施方式中,物理结构的相邻为所述定料工位与摆盘工位 24设置在一个输送带22上,设置在一个输送带 22上可以减少输送带22的结构降低成本;位置关系的相邻为所述输送带22分为两段,两段输送带22之间有一定距离地断开,定料工位和摆盘工位24分别设置在其中一段输送带22上,两段输送带22可以单独控制摆盘工位24的托盘2 送出,还可以单独控制定料工位托盘2的补充,以满足设备的不同需求;定料工位及摆盘工位24 相邻设置的目的是方便托盘2的转运,相邻设置可以减小拾取装置21的移动距离以简化拾取装置21的运动机构。
25.进一步地,在拾取装置21将托盘2从定料工位转运至摆盘工位24后,所述拾取装置21获取工件并将所述工件摆放至所述摆盘工位24的托盘2,有益地,所述拾取装置21既可以获取托盘2,还可以获取工件,通过同时获取托盘2和工件的功能集成方式,减少了拾取装置21所需要用到的动力结构及机械结构,降低了机械设计复杂度,提高了运行效率。
26.在一种实施方式中,所述拾取装置21为机械手,可选为三轴、四轴、五轴或六轴机械手,优选为四轴或六轴机械手以提高工件的定位抓放、寻位转送功能的效率。
27.在一些具体实施方式中拾取装置21通过 plc、工业pc机、单片机或运动控制器等上位机控制,实现工件的定位取放及转送功能,所述拾取装置21用于转运托盘2的一端设置有吸盘治具、夹爪或电磁铁中的任一种,通过所述吸盘治具、夹爪或电磁铁中的任一种吸取、抓取或磁吸地获取所述托盘2。
28.进一步地,当拾取装置21采用吸取转运的方式时,拾取装置21用于接触工件的的端部设置有吸盘,所述吸盘通过真空吸取的方式吸紧工件转运工件,可以理解,吸盘可以设置为吸力可调节的方式以应对不同型号的工件;当拾取装置 21采用磁吸转运的方式时,当摆盘机需要为制成工件含有金属材质的芯片摆盘机或其它摆盘机,拾取装置21用于接触工件的端部设置电磁铁,通过电磁铁磁吸方式吸紧工件转运工件;当拾取装置21采用抓取转运的方式时,拾取装置21用于接触工件的端部设置有夹爪,所述夹爪通过夹紧工件的方式转运工件,夹爪在定点位置通过收紧与放开抓放工件,且夹持力可控。
29.为了拾取装置21能更好从定料工位转运托盘2至摆盘工位24,拾取装置21从定料工位获取托盘2时需要确定即将获取的托盘2的位置,在一种实施方式中,记录每一批次确定的托盘2 的数量以及每个托盘2被获取后定料工位中整体摆盘的下降高度,依据数量和下降高度设定程序确定拾取装置21的获取托盘2的初始位置及每次获取一个托盘2后调整
下降一个确定高度以完成对定料工位中托盘2的获取,该实施方式控制逻辑及结构简单,通过程序记忆即可完成对托盘 2的获取;在另一种实施方式中,所述拾取装置 21用于转运托盘2的一端设置有高度传感器,拾取装置21在朝向定料工位的托盘2运动以准备获取托盘2时,可通过所述高度传感器感测与定料工位的托盘2的距离,从而拾取装置21可以根据高度传感器的数据调控自身运动速度及轨迹以获取托盘2;该实施方式使得拾取装置21 获取托盘2的方式更智能,也更精准,不受被获取的托盘2所处位置精准度的影响。
30.可以理解,所述高度传感器还可以用于感测与摆盘工位24的托盘2的距离,当拾取装置21 获取工件并将工件转运至摆盘工位24托盘2时,拾取装置21通过高度传感器感测与摆盘工位24 的托盘2的距离以调整运动距离,从而方便拾取装置21摆放工件至托盘2。
31.在一种实施方式中,摆盘机还包括下料工位,所述下料工位设置在与所述摆盘工位24相邻的一侧,用于接收来自所述摆盘工位24的托盘2,可以理解,当摆盘工位24的所有托盘2 在工件摆放结束后应当转移下料,设置下料工位可以方便托盘2转移,从而摆盘工位24在托盘2 转移后可以继续开始新一轮的摆盘作业,具体地,从摆盘工位24转移托盘2至下料工位的方式为输送带22运输,下料工位设置在与所述摆盘工位24相邻的一侧可以是沿着输送带22的传送方向设置以便于输送带22传送托盘2。
32.进一步,所述摆盘机还包括上料工位,所述上料工位设置在与所述定料工位相邻的一侧,用于为所述定料工位提供托盘2,其中上料工位与定料工位相邻可以为物理结构的相邻或位置关系的相邻,在一些具体实施方式中,物理结构的相邻可以是所述上料工位与定料工位设置在一个输送带22上,位置关系的相邻可以是上料工位和定料工位设置在输送带22上分为两段分别在之间有一定距离地断开;具体地,上料工位存放至少一摞托盘2,在一种实施方式中,通过输送带22将上料工位的一摞托盘2传送至定料工位,上料工位的托盘2可以是人为放置的,也可以是其它机器转送放置的。
33.在一种具体实施方式中,在所述上料工位设置有监测装置用以监测上料工位上的托盘状态,或在所述定料工位设置有监测装置用以监测定料工位上的托盘状态,具体地,所述托盘状态包括但不限于托盘数量、托盘重量、托盘高度,当采用测取托盘2高度从而确定托盘2数量的方式时,将距离传感器设置在上料工位或定料工位的正上方,可以检测监测装置与上料工位的输送带 22之间的第一相对距离,在上料工位或定料工位放置一定数量托盘2后,距离传感器可以检测与靠近监测装置的托盘2的第二相对距离,第一相对距离及第二相对距离的差值即托盘2的整体高度,此高度检测方式可以保证每一摞托盘2的高度一致,从而保证数量一致;在一种实施方式中还可以采用视觉传感器,将视觉传感器设置在上料工位或定料工位的侧方或其它可以分析出数量的位置,直接通过图像识别测得托盘2的数量,同理的,监测装置还可以采取测托盘重量等其它测算方式来保证托盘2的数量在设定的要求,
34.在一种实施方式中,托盘2可以为设有凹槽以容纳工件的凹槽托盘,也可以是不设凹槽也可摆放工件的隔板托盘,进一步地,所述监测装置还可以检测托盘2型号以确保托盘2是符合要求的。
35.在一种具体实施方式中,沿输送带传输方向分别设置定料工位、摆盘工位24和下料工位;所述定料工位设置为放置至少两个托盘2,其中所述至少两个托盘2包括第一托盘201和第二托盘202;在此通过两个托盘2可以简化说明摆盘工位24的作业过程。
36.具体地,所述拾取装置21设置为将位于所述定料工位的所述第一托盘201转移并放置在所述摆盘工位24,以及将位于所述定料工位的所述第二托盘202转移并放置在位于所述摆盘工位 24的所述第一托盘201上;所述摆盘工位24摆放的第一托盘201和第二托盘202为重叠放置,有助于节省空间及后续运输。
37.所述输送带22设置为将所述第一托盘201 和位于所述第一托盘201上的第二托盘202同时传送至下料工位,可以理解所述摆盘工位24的第一托盘201位于输送带22上,所述第二托盘 202位于第一托盘201上,输送带22可传送第一托盘201和第二托盘202至下料工位。
38.在一种实施方式中,所述输送带22包括第一输送带221、第二输送带222和第三输送带 223,所述上料工位和定料工位设置在所述第一输送带221上,所述摆盘工位24设置在所述第二输送带222上,所述下料工位设置在所述第三输送带223上,具体地,所述第一输送带221可以传送上料工位的托盘2至定料工位,所述第二输送带222可以传送摆盘工位24的托盘2至第三输送带223,再经过第三输送带223传送至下料工位。
39.进一步地,所述第一输送带221、第二输送带222和第三输送带223可分别单独控制启停,
40.具体地,在一种情况下,当下料工位的托盘 2需要单独拿取下料时,可单独开启第三输送带 223则托盘2被第三输送带带动传送,此时,位于第二输送带222上的摆盘工位24不受影响可以继续摆盘作业,位于第一输送带221的上料工位和定料工位也不受影响。
41.在另一种情况下,当摆盘工位24的所有托盘2完成摆盘后,第二输送带222和第三输送带 223可以开启,则摆盘工位24的托盘2则被传送至下料工位,此时若位于第一输送带221的定料工位的托盘2数量足以支撑下一轮摆盘工位24 的作业则不启动第一输送带221,若定料工位上无托盘2则启动第一输送带221使上料工位的托盘2传送至定料工位。
42.在一些可能的实施方式中,所述输送带22 为一段,即所述上料工位、定料工位、摆盘工位 24和下料工位按输送带22的传送方向依次设置在输送带22上,则当摆盘工位24的所有托盘2 摆盘结束后,输送带22开启,此时定料工位无托盘2,上料工位的托盘2被输送带22传送至定料工位,摆盘工位24的托盘2被传送至下料工位。
43.在一些可能的实施方式中,所述输送带22 为两段,即所述上料工位、定料工位设置在其中一段输送带22上,摆盘工位24和下料工位设置在另一段输送带22上,则当摆盘工位24的所有托盘2摆盘结束后,设置摆盘工位24和下料工位的一段输送带22开启将所述摆盘工位24的托盘2传送至下料工位,此时若定料工位的托盘2 数量足以支撑下一轮摆盘工位24的作业则不启动定料工位所位于的输送带22,若定料工位上无托盘2则启动设置定料工位和上料工位的该段输送带22,使上料工位的托盘2传送至定料工位。
44.本技术实施例还提供一种摆盘组件3,所述摆盘组件3用于将工件摆放至托盘,所述摆盘组件包括拾取装置21和摆盘工位24,所述拾取装置21和摆盘工位24与上述实施例的描述一致及具备相同的有益效果,所述拾取装置21设置为能够获取托盘2并将所述托盘2转运至摆盘工位 24,所述拾取装置21可获取工件并将所述工件摆放至位于所述摆盘工位24的托盘2,具体地,所述摆盘组件3可与所述输送带22配合设置,也可不与所述输送带22配合设置,即所述摆盘工位24可设置也可不设置在所述输送带22上,摆盘组件3可与本发明其它实施例的实施方式组合组成摆盘机,也可与其它摆盘机结构组合应用在其它摆盘机中。
45.请继续参阅图1和图2,基于上述实施例提供的摆盘机,本技术另一实施例还提供一种摆盘方法,适用于具有输送带22的摆盘机;
46.所述摆盘方法的实施例包括:
47.步骤s100:将第一托盘201放置至摆盘工位 24;
48.在一种实施方式中,所述第一托盘201通过人为手动放置至摆盘工位24;
49.在一种实施方式中,所述第一托盘201通过机械手放置至摆盘工位24,所述机械手具有对第一托盘201寻位取放的功能,该方式自动化程度高,使得摆盘机具有更多的功能兼容性。
50.在一种实施方式中,所述摆盘机包括拾取装置21;
51.步骤s100还包括:
52.步骤s101:通过拾取装置21获取第一托盘 201并放置至摆盘工位24。
53.在一种实施方式中,所述摆盘机包括定料工位,所述定料工位用于为摆盘工位24提供托盘 2;所述定料工位可以对托盘2的姿态数量等进行,通过规整姿态有利于拾取装置21正确获取托盘2,通过规整数量有利于拾取装置21的防呆。
54.步骤s101还包括:
55.步骤s1011:将所述至少两个托盘2放至所述定料工位,所述托盘2包括第一托盘201;
56.步骤s1012:拾取装置21获取定料工位的第一托盘201并放置至摆盘工位24。
57.在一种实施方式中,在所述定料工位设置有监测装置用以监测定料工位上的托盘状态;
58.步骤s101还包括:
59.步骤s1013:监测装置检测所述定料工位的托盘状态;
60.步骤s1014:所述拾取装置21获取所述托盘状态检测合格的定料工位的第一托盘201。
61.步骤s1015:若监测装置检测所述定料工位的托盘状态不合格,则发出警示,以便操作者调整定料工位的托盘2,防止托盘2姿态不正、数量超标或过少导致拾取装置21在获取托盘2过程中出现错误。
62.在一种实施方式中,所述摆盘机包括上料工位,所述上料工位用于为所述定料工位提供托盘 2;
63.步骤s101还包括:
64.步骤s1016:放置至少两个托盘2至所述上料工位;放置方式可以是人为放置也可以是机器设备转送放置;
65.步骤s1017:通过所述输送带22传送上料工位的托盘2至所述定料工位;
66.步骤s1018:拾取装置21获取来自定料工位的托盘。
67.在一种实施方式中,在所述上料工位设置有监测装置用以监测上料工位上的托盘状态;
68.步骤s101还包括:
69.步骤s1019:监测装置检测所述上料工位的托盘状态;
70.步骤s1020:输送带22传送所述托盘状态检测合格的上料工位的托盘2至所述定料
工位。
71.步骤s1021:若监测装置检测所述上料工位的托盘状态不合格,则发出警示,以便操作者调整上料工位的托盘2,防止托盘2姿态不正、数量超标或过少等导致运送至定料工位的托盘2不合格。
72.在一种实施方式中,所述拾取装置21设置有吸盘治具、夹爪或电磁铁中的任一种;
73.步骤s101还包括:
74.拾取装置21通过所述吸盘治具、夹爪或电磁铁中任一种获取第一托盘201并放置至摆盘工位24;
75.所述摆盘方法的实施例包括:
76.步骤s200:将工件放置至所述摆盘工位24 的所述第一托盘201,直至所述第一托盘201的工件放置完毕;
77.在一种实施方式中,所述第一托盘201的需要容纳的工件为程序设定的型号及数量,对第一托盘201摆放的工件达到程序设定要求后则为放置完毕。
78.在一种实施方式中,所述摆盘机包括拾取装置21,
79.步骤s200还包括;
80.步骤s201:通过所述拾取装置21获取工件并放置至所述摆盘工位24的所述第一托盘201。
81.在一种实施方式中,所述拾取装置21设置有吸盘治具、夹爪或电磁铁中的任一种;
82.步骤s201还包括:
83.步骤s2011:拾取装置21通过所述吸盘治具、夹爪或电磁铁中任一种获取工件并放置至所述摆盘工位24的所述第一托盘201。
84.在一种实施方式中,所述工件为注塑机加工制成的注塑件;
85.步骤s200还包括:
86.步骤s202:注塑机加工制成工件;
87.步骤s203:将注塑机加工制成的工件放置至所述摆盘工位24的所述第一托盘201。
88.所述摆盘方法的实施例包括:
89.步骤s300:将第二托盘202放置至位于所述摆盘工位24的所述第一托盘201上;
90.在一种实施方式中,所述摆盘机包括拾取装置21,
91.步骤s300还包括:
92.步骤s301:通过拾取装置21获取第二托盘 202并放置至位于所述摆盘工位24的第一托盘 201上。
93.在一种实施方式中,所述摆盘机包括定料工位,所述定料工位用于为摆盘工位24提供托盘 2,
94.步骤s301还包括:
95.步骤s3011:将所述至少两个托盘2放至所述定料工位,所述托盘2包括第二托盘202;
96.步骤s3012:拾取装置21获取定料工位的第二托盘202并放置至摆盘工位24的第一托盘201 上。
97.在一种实施方式中,所述拾取装置21设置有吸盘治具、夹爪或电磁铁中的任一种;
98.步骤s301还包括:
99.步骤s3013:拾取装置21通过所述吸盘治具、夹爪或电磁铁中任一种获取第二托盘202并放置至摆盘工位24的第一托盘201上;
100.所述摆盘方法的实施例包括:
101.步骤s400:将工件放置至所述摆盘工位24 的所述第二托盘202,直至所述第二托盘202中的工件放置完毕;
102.在一种实施方式中,所述第二托盘202的需要容纳的工件为程序设定的型号及数量,对第二托盘202摆放的工件达到程序设定要求后则为放置完毕。
103.所述摆盘方法的实施例包括:
104.步骤s500:输送带22将所述第一托盘201 和位于所述第一托盘201上的所述第二托盘202 同时传送至下料工位。
105.在一种实施方式中,所述第一托盘201与输送带22接触,所述输送带22将第一托盘201和第二托盘202整体同时传送至下料工位相比于单个托盘2传送的方式减少了工序,提高了效率。
106.在一种实施方式中,所述输送带22分为第一输送带221、第二输送带222和第三输送带 223;
107.所述上料工位和所述定料工位设置在所述第一输送带221,所述摆盘工位24设置在所述第二输送带222,所述下料工位设置在所述第三输送带 223。
108.步骤s500还包括:
109.步骤s501:所述第二输送带222将所述第一托盘201和位于所述第一托盘201上的所述第二托盘202传送至所述第三输送带223的下料工位。
110.所述摆盘方法的实施例包括:
111.在一种可能的实施方式中,沿输送带的传送方向依次设置有定料工位,摆盘工位24和下料工位;
112.所述摆盘方法的一种实施方式包括:
113.s 1:接收多个托盘2至定料工位;
114.在一种实施方式中,沿所述输送带还设置有上料工位,所述上料工位用于为所述定料工位提供托盘2;
115.所述s1包括:
116.s11:放置多个托盘2至所述上料工位;
117.s12:接收来自上料工位的多个托盘2至所述定料工位。
118.在一种实施方式中,所述定料工位接收的多个托盘2为重叠放置;
119.s2:拾取装置21获取所述定料工位上靠近所述拾取装置21的托盘2;
120.s3:拾取装置21将获取的托盘2放置至所述摆盘工位24;
121.s4:拾取装置21获取工件;
122.s5:拾取装置21将获取的工件放置至所述摆盘工位24上靠近所述拾取装置21的托盘2;
123.s:重复s4-s5直至工件放置完毕;
124.s7:重复s2-s6直至定料工位的托盘2获取完毕;
125.s8:输送带22将摆盘工位24上放置有工件的托盘2传送至下料工位。
126.以上所述仅为本发明的较佳实施例而并不用以限制本发明,凡在本发明的原则之内所作的任何修改,等同替换和改进等均应包含本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。