1.本实用新型涉及注塑模具技术领域,具体涉及一种适用于内外双层螺牙脱模的模具。
背景技术:
2.注塑模作为塑料制品的成型工具,具有产能高、材料利用率高、成本低廉等技术优势。注塑模由动模和定模两部分组成,动模安装在注塑机的移动模板上,定模安装在注塑机的固定模板上,在注射成型时动模与定模闭合构成型腔和进浇系统,注入的熔融塑料冷却后即可开模使动模和定模分开从而取出注塑成品。
3.对于具有螺纹结构的塑料制品,在产品冷却成型后,如何高效、便捷地使螺牙与型腔分离,是本领域持续在优化的技术问题,尤其是对于具有双层螺纹结构的塑料件。
技术实现要素:
4.有鉴于此,本实用新型提供一种适用于内外双层螺牙脱模的模具,能够使具有双层螺纹结构的塑料件高效、便捷地脱模。
5.为实现上述目的,本实用新型技术方案如下:
6.一种适用于内外双层螺牙脱模的模具,其关键在于:
7.包括内圈螺牙镶件和外圈螺牙镶件,所述外圈螺牙镶件环套在内圈螺牙镶件的外部,所述内圈螺牙镶件的端部设有第一螺纹,用于成型注塑件的内层螺纹,外圈螺牙镶件的端部设有第二螺纹,用于成型注塑件的外层螺纹;
8.还包括第一驱动机构和第二驱动机构,分别用于驱动所述内圈螺牙镶件和外圈螺牙镶件转动;在内圈螺牙镶件转动的过程中,注塑件能够沿内圈螺牙镶件的轴线向外移动,以使内层螺纹脱离于第一螺纹;
9.在外圈螺牙镶件转动的过程中,注塑件能够沿外圈螺牙镶件的轴线向外移动,以使外层螺纹脱离于第二螺纹。
10.采用上述结构,注塑件的内层螺纹和外层螺纹在内圈螺牙镶件和外圈螺牙镶件的端部成型后,第一驱动机构驱动内圈螺牙镶件转动,此时注塑件在不转动的情况下因受到第一螺纹的反作用力向上移动,使得内层螺纹从第一螺纹上脱落,第二驱动机构驱动外圈螺牙镶件转动,此时注塑件在不转动的情况下因受到第二螺纹的反作用力向上移动,使得外层螺纹从第二螺纹上脱落,从而实现注塑件的脱模。
11.作为优选:还包括由上至下依次设置的第一板组、第二板组和第三板组,所述第二板组与第三板组之间安装有第一弹簧,第一板组与第二板组之间安装有第二弹簧,所述第一驱动机构设置在第三板组上,第二驱动机构设置在第二板组上。采用上述结构,在脱模过程中,可以结合螺纹的反作用力和弹簧的弹力驱动对应的板组向上移动,从而使脱模更容易。
12.作为优选:所述第一驱动机构包括第一马达以及互相啮合的第一齿盘和第二齿
盘,所述内圈螺牙镶件的下端固定套装在第一齿盘上,所述第一马达通过第一链轮组件与第二齿盘动力衔接;所述第二驱动机构包括第二马达以及互相啮合的第三齿盘和第四齿盘,所述外圈螺牙镶件的下端固定套装在第三齿盘上,所述第二马达通过第二链轮组件与第四齿盘动力衔接。所述第一链轮组件和第二链轮组件均包括链条和套设在链条内的两组链盘。
13.采用上述结构,马达工作即可驱动对应的内圈螺牙镶件或外圈螺牙镶件转动,从而实现螺纹的脱落。马达与齿盘之间通过链条和链盘进行传动,能够确保内圈螺牙镶件和外圈螺牙镶件转动的持续性,在成型下一个注塑件之前无需进行反转复位。
14.与现有技术相比,本实用新型的有益效果是:
15.采用本实用新型提供的适用于内外双层螺牙脱模的模具,对于具有双层螺纹的注塑件,能够通过螺牙的反作用力以及第一弹簧和第二弹簧的弹力实现脱模,且脱模效率高,机构运行平顺性好。
附图说明
16.图1为反映本实用新型模具结构的剖视图;
17.图2为模具中内圈螺牙镶件、外圈螺牙镶件、第一驱动机构和第二驱动机构的结构示意图;
18.图3为注塑件的结构示意图;
19.图4为模具内安装有中间镶件后的剖视图;
20.图5为图4中ⅰ处的局部放大图。
具体实施方式
21.以下结合实施例和附图对本实用新型作进一步说明。
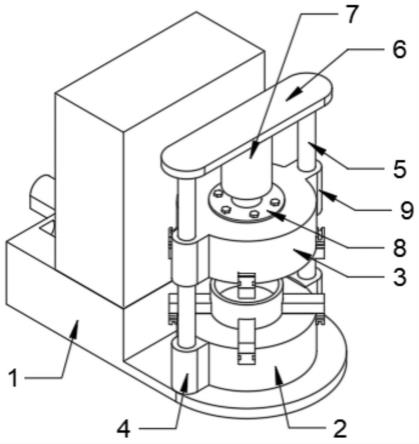
22.如图1所示,一种适用于内外双层螺牙脱模的模具,包括从上至下依次设置的第一板组5、第二板组6和第三板组7,第一板组5、第二板组6和第三板组7的中间均为空心结构,空心结构构成的空心区间内转动安装有内圈螺牙镶件1和外圈螺牙镶件2,内圈螺牙镶件1和外圈螺牙镶件2均被构造成空心轴结构,其中,外圈螺牙镶件2环套在内圈螺牙镶件1的外部,内圈螺牙镶件1的上端外部设有第一螺纹1a,外圈螺牙镶件2的上端外部设有第二螺纹2a,第二板组6与第三板组7之间安装有第一弹簧8,第一板组5与第二板组6之间安装有第二弹簧9,第三板组7上配置有第一驱动机构3,第二板组6上配置有第二驱动机构4,第一驱动机构3和第二驱动机构4分别用于驱动内圈螺牙镶件1和外圈螺牙镶件2转动。
23.再如图2所示,第一驱动机构3实现驱动内圈螺牙镶件1转动的具体实施结构为:
24.第一驱动机构3包括第一马达3c以及互相啮合的第一齿盘3a和第二齿盘3b,内圈螺牙镶件1的下端固定套装在第一齿盘3a上,第一马达3c通过第一链轮组件3d与第二齿盘3b动力衔接,第一马达3c工作即可驱动内圈螺牙镶件1转动。
25.第二驱动机构4实现驱动外圈螺牙镶件2转动的具体实施结构为:
26.第二驱动机构4包括第二马达4c以及互相啮合的第三齿盘4a和第四齿盘4b,外圈螺牙镶件2的下端固定套装在第三齿盘4a上,第二马达4c通过第二链轮组件4d与第四齿盘4b动力衔接,第二马达4c工作即可驱动外圈螺牙镶件2转动。
27.再如图3所示,注塑件s具有两层螺纹,分别是内层螺纹a和外层螺纹b,热熔塑料经模具的流道浇注至模具型腔后,内圈螺牙镶件1上的第一螺纹1a 使内层螺纹a成型,外圈螺牙镶件2上的第二螺纹2a使,外层螺纹b成型。
28.再如图1所示,待注塑件s冷却成型后,模具的动模部分向上移开,然后第一马达3c先驱动内圈螺牙镶件1转动,此时在内层螺纹a与第一螺纹1a 之间的反作用力以及第一弹簧8的向上推动下,第一板组5、第二板组6和第二驱动机构4整体向上移动,且在移动一定距离后内层螺纹a与第一螺纹1a 分离,第一马达3c随即停止工作。最后,第二马达4c再驱动外圈螺牙镶件2 转动,此时在外层螺纹b与第二螺纹2a之间的反作用力以及第二弹簧9的向上推动下,第一板组5向上移动,且在移动一定距离后外层螺纹b与第二螺纹2a实现分离,从而实现注塑件s的脱模。
29.如图3所示,在本实施例中,上述第一链轮组件3d和第二链轮组件4d 均包括一根链条c和套设在该链条c内的两组链盘d,两组链盘d分别与对应的齿轮和马达连接,马达与齿盘之间通过链条c和链盘d进行传动,能够保证内圈螺牙镶件1和外圈螺牙镶件2转动的可持续性,在批量化生产注塑件时,各个注塑件成型之间不需要进行反转复位。
30.在如图4、5所示,模具内还设有中间镶件11,中间镶件11呈轴状结构,其套设在内圈螺牙镶件1内部,中间镶件11的上端设有定位斜面11a,中间镶件11的下端与模具内的顶板12固定连接,注塑件s的内部也成型有与定位斜面11a相适应的倾斜面,在注塑件s脱模时,定位斜面11a能够限制注塑件s转动,使得注塑件s更容易受螺纹的反作用力向上移动。
31.进一步的,为了降低内圈螺牙镶件1与外圈螺牙镶件2之间,以及内圈螺牙镶件1与中间镶件11之间的摩擦,使机构的运动更加平顺,在内圈螺牙镶件1与外圈螺牙镶件2之间,以及内圈螺牙镶件1与中间镶件11之间均设有润滑套10。
32.如图1所示,第三板组7包括固定连接的第三上板7a和第三下板7b,所述第一齿盘3a和第二齿盘3b转动安装在第三上板7a与第三下板7b之间;第二板组6包括固定连接的第二上板6a和第二下板6b,第三齿盘4a和第四齿盘4b转动安装在第二上板6a和第二下板6b之间。
33.最后需要说明的是,上述描述仅仅为本实用新型的优选实施例,本领域的普通技术人员在本实用新型的启示下,在不违背本实用新型宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。