1.本发明涉及测量设备领域,尤其涉及一种工件点位三维坐标测量装置、方法及系统。
背景技术:
2.尺寸测量是工业生产必不可少的环节,现有技术中的主要尺寸测量方法及缺陷如下:
3.第一,尺规手工测量:采用直尺、角规等测量直线距离和角度,采用塞规等测量孔径大小;其测量方法简单,容易掌握,但对于无法摆放直尺等量具的工件无法测量,随着工件结构愈加复杂,手工测量越来越无法满足需求;另外,此方法可以测量两个点位之间的距离和角度,但是多个非共面测量点位之间的几何关系无法确定。
4.第二,视觉二次元测量:将工件放置在背光源下,工件的轮廓和通孔边缘会清晰的呈现;然后利用相机拍摄图像,根据图像选择相应的测量点位进行测量。此设备一般用于测量小平板类的边沿、圆心等距离,具有测量方便、测量精度高于手工测量等优点;但要求测量工件为平板,如果测量点位存在高度差、或测量点位不在轮廓线或边沿,则无法测量;此外,绝大部分视觉二次元测量系统都是基于一个固定位置的相机,要求测量工件不能超过相机视野,否则无法测量;要扩大测量范围,需要加装高精度xyz运动轴。
5.第三,触碰式三次元测量:采用红宝石小球作为触碰点,通过高精度xyz轴移动红宝石小球触碰工件上的点位,获得每个触碰点位的三维坐标,从而获得工件相关测量点位的相对几何关系;它具有测量精度高、测量自由度大、可实现很大跨距测量的优点。但是这种测量方法对于窄小缝隙、小孔、深孔等无法触碰,因此无法进行测量;第二,由于触碰红宝石小球是一个有体积的球,因此对于尖锐的边缘、顶点等,红宝石小球要准确触碰在正确的位置是比较困难的,稍有偏差,由于尖锐点位的梯度较大,会造成相当大的测量误差;第三,在测量过程中要求工件位置固定不动,如果发生移动,测量就会出现误差,因此对于有较多测量点位的工件,在多次触碰测量过程中保持工件位置不动是相当麻烦的。
6.第四,视觉3d测量:一般采用高精度3d相机,配合高精度xyz三轴运动平台,通过多次拍摄拼接获得工件的几何三维模型,然后通过选择三维模型上的点位实现对工件对应点位的几何测量;这种方法相对上述方法,在深度类测量、大批量点位测量等方面具有极大优势;但这类方法对视觉的成像效果有较大依赖,对遮挡、反射、材质、环境光等都有较多要求;例如对于深孔高度,一般由于遮挡无法获得底部高度,造成无法测量;再如工件上不同材质造成的折反射会严重影响测量精度。
7.现有技术中上述测量工具具有不同的特点,但采用单一的测量方法和工具针对不同情况下工件的多个工件点的几何关系测量,容易产生较大的测量误差,从而导致测量工件点之间距离的准确性较低。
8.因此,现有技术还有待于改进和发展。
技术实现要素:
9.鉴于上述现有技术的不足,本发明的目的在于提供一种工件点位三维坐标测量装置、方法及系统,旨在解决现有技术中测量工件的两个工件点之间距离的准确性较低的问题。
10.本发明的技术方案如下:
11.第一方面,本发明提供一种工件点位三维坐标测量装置,其中,所述装置包括:
12.移动机构,所述移动机构用于放置工件,所述工件上标有至少两个工件点;
13.成像仪,设置于所述移动机构,所述成像仪用于对工件点进行成像;
14.测距仪,连接于所述成像仪,所述测距仪用于确定工件点到测距仪之间的直线距离。
15.在一种实施方式中,所述移动机构包括:
16.工件安装平台,用于放置工件;
17.运动轴,与所述工件安装平台移动连接,用于带动所述成像仪和所述测距仪同步运动。
18.在一种实施方式中,所述成像仪为相机,所述相机的光轴与所述工件安装平台的端面垂直;和/或
19.所述测距仪为激光器,所述成像仪采集的图像包括:激光反射点;所述激光反射点由所述激光器发射的光线投射到所述工件上形成。
20.在一种实施方式中,所述装置还包括:
21.控制器,分别与所述移动机构、所述成像仪和所述测距仪信号连接;
22.显示装置,与所述控制器信号连接,用于显示所述成像仪采集的图像。
23.第二方面,本发明提供一种工件点位三维坐标测量方法,其中,所述方法包括:
24.控制成像仪和测距仪移动,以使工件的工件点位于所述成像仪采集的图像中,得到所述成像仪的移动参数;其中,所述成像仪和所述测距仪同步移动,所述工件上标有至少两个工件点;
25.控制所述成像仪和所述测距仪移动,以使所述测距仪发射的光线对准所述工件点,得到所述测距仪与所述工件点之间的直线距离;
26.根据所述移动参数、所述图像和所述直线距离,得到所述工件点的三维坐标;
27.根据两个所述工件点各自的三维坐标,确定两个所述工件点之间的几何参数。
28.在一种实施方式中,所述装置还包括:
29.控制器,分别与移动机构、所述成像仪和所述测距仪信号连接;
30.显示装置,与所述控制器信号连接,用于显示所述成像仪采集的图像;
31.其中,所述显示装置上设置有标识点;
32.所述移动参数包括x轴移动距离和y轴移动距离,所述工件点的三维坐标包括:x坐标、y坐标以及z坐标;
33.控制成像仪和测距仪移动,以使工件的工件点位于所述成像仪采集的图像中,得到所述成像仪的移动参数,包括:
34.控制成像仪和测距仪移动,以使所述工件点与所述标识点在所述成像仪采集的图像中重合,得到x轴移动距离和y轴移动距离;
35.根据所述移动参数、所述图像和所述直线距离,得到所述工件点的三维坐标,包括:
36.根据所述x轴移动距离,确定x坐标;
37.根据所述y轴移动距离,确定y坐标;
38.根据所述直线距离,确定z坐标。
39.在一种实施方式中,
40.所述移动参数包括x轴移动距离和y轴移动距离,所述工件点的三维坐标包括:x坐标、y坐标以及z坐标;
41.控制成像仪和测距仪移动,以使工件的工件点位于所述成像仪采集的图像中,得到所述成像仪的移动参数,包括:
42.控制成像仪和测距仪移动,以使所述工件点位于所述成像仪采集的图像中,得到x轴移动距离和y轴移动距离;
43.根据所述移动参数、所述图像和所述直线距离,得到所述工件点的三维坐标,包括:
44.根据所述x轴移动距离以及所述工件点在所述图像中的x轴坐标,确定x坐标;
45.根据y轴移动距离所述工件点在所述图像中的y轴坐标,确定y坐标;
46.根据所述直线距离,确定z坐标。
47.在一种实施方式中,所述根据所述直线距离,确定z坐标,包括;
48.根据所述直线距离,确定z轴投影距离;
49.根据所述z轴投影距离和所述测距仪的z轴坐标,确定z坐标。
50.在一种实施方式中,所述移动机构包括:
51.工件安装平台,用于放置工件;
52.运动轴,与所述工件安装平台移动连接,用于带动所述成像仪和所述测距仪同步运动;
53.所述控制成像仪和测距仪移动,以使工件的工件点位于所述成像仪采集的图像中,得到所述成像仪的移动参数之前,还包括:
54.对所述成像仪进行位置标定,以使所述成像仪的光轴与所述工件安装平台的端面垂直;
55.对所述测距仪进行位置标定,以使所述测距仪与所述成像仪之间的相对位置确定。
56.第三方面,本发明提供一种工件点位三维坐标测量系统,其中,包括:
57.图像获取模块,用于控制成像仪和测距仪移动,以使工件的工件点位于所述成像仪采集的图像中,得到所述成像仪的移动参数;其中,所述成像仪和所述测距仪同步移动,所述工件上标有至少两个工件点;
58.距离获取模块,用于控制所述成像仪和所述测距仪移动,以使所述测距仪发射的光线对准所述工件点,得到所述测距仪与所述工件点之间的直线距离;
59.坐标确定模块,用于根据所述移动参数、所述图像和所述直线距离,得到所述工件点的三维坐标;
60.空间距离确定模块,用于根据两个所述工件点各自的三维坐标,确定两个所述工
件点之间的几何参数。
61.有益效果:本发明提供了一种工件点位三维坐标测量装置、方法及系统,其中,所述装置包括:移动机构,所述移动机构用于放置工件,工件上标有至少两个工件点;成像仪,设置于所述移动机构,所述成像仪用于对工件点进行成像;测距仪,连接于所述成像仪,所述测距仪用于确定工件点到测距仪之间的直线距离。本发明通过移动机构带动成像仪和测距仪同步运动,以使工件点位于所述成像仪采集的图像中,得到成像仪的移动参数,配合成像仪采集的图像、测距仪确定工件点的直线距离,得到多个工件点各自对应的三维坐标,进而得到多个工件点之间的几何参数,从而提高测量工件的多个工件点之间几何参数的准确性。
附图说明
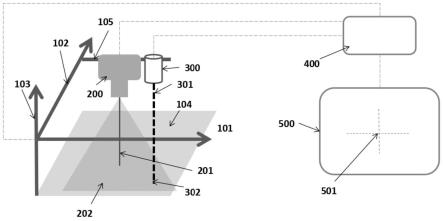
62.图1为本发明的工件点位三维坐标测量装置的平面结构图。
63.图2为本发明的测量工件点时的平面结构图。
64.图3为本发明的移动机构的平面结构图。
65.图4为本发明的成像仪和测距仪的第一实施例的平面结构图。
66.图5为本发明的测距仪的第二实施例的平面结构图。
67.图6为本发明的成像仪测量两个工件点的平面示意图。
68.图7为本发明的测距仪测量两个工件点的平面示意图。
69.图8为本发明的工件点位三维坐标测量方法的流程图。
70.图9为本发明的成像仪采集的图像的第一实现方式的变化示意图。
71.图10为本发明的成像仪采集的图像的第二实现方式的变化示意图。
72.图11为本发明的工件点位三维坐标测量系统的内部模块连接图。
73.图12为本发明实施例提供的计算机设备的原理框图。
74.附图标记说明:100、移动机构;101、x运动轴;102、y运动轴;103、z运动轴;104、xoy平面;105、支架;200、成像仪;201、光轴;202、成像仪视野;300、测距仪;301、光线;302、激光反射点;400、控制器;500、显示装置,501、标识点;600、工件点;601、工件标记点;602、反射标记点。
具体实施方式
75.本发明提供一种工件点位三维坐标测量装置、方法及系统,为使本发明的目的、技术方案及效果更加清楚、明确,以下对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
76.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接连接到另一个部件或者间接连接至该另一个部件上。
77.还需说明的是,本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此,附图
中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
78.尺寸测量是工业生产必不可少的环节,现有技术中的主要尺寸测量方法包括尺规手工测量、视觉二次元测量、触碰式三次元测量和视觉3d测量,但是上述现有技术中对复杂工件中多个非共面测量点位(即工件点)之间的几何关系(包括距离)测量不便,容易产生较大的测量误差,从而导致测量工件点之间距离的准确性较低。
79.为了解决上述问题,本发明提供了一种工件点位三维坐标测量装置,如图1和图3所示,所述装置包括:
80.移动机构100,所述移动机构100用于放置工件,工件上标有至少两个工件点;
81.成像仪200,设置于所述移动机构100,所述成像仪200用于对工件点进行成像;
82.测距仪300,连接于所述成像仪200,所述测距仪200用于确定工件点到测距仪300之间的直线距离。
83.值得说明的是,工件放置在移动机构100上,且移动机构100上固定连接成像仪200和测距仪300上,也就是成像仪200和测距仪300的相对位置固定不变,从而通过移动机构100带动二者同步运动;在工件位置固定不变的情况下,可通过移动机构100带动成像仪200和测距仪300在空间中进行左右(x方向)、前后(y方向)、上下(z方向)的移动,从而使工件上标记的工件点位于成像仪的视野范围内,从而使工件点位于成像仪采集的图像中,继续通过移动机构100移动,以使测距仪的光线对准工件点,从而得到工件点到测距仪之间的直线距离。
84.在本发明的较佳实施例中,正因为采用了上述的技术方案,通过移动机构带动成像仪和测距仪同步运动,以使工件点位于所述成像仪采集的图像中,得到成像仪的移动参数,配合成像仪采集的图像、测距仪确定工件点的直线距离,得到多个工件点各自对应的三维坐标,进而得到多个工件点之间的几何参数(例如本实施例中工件点之间的距离),从而提高测量工件的多个工件点之间几何参数的准确性,并且提高测量效率。
85.在本实施例中,如图3所示,所述移动机构100包括:
86.工件安装平台,用于放置工件;
87.运动轴,与所述工件安装平台移动连接,用于带动所述成像仪200和所述测距仪300同步运动。
88.具体地,如图3所示,工件安装平台包括xoy平面104,xoy平面104为工件安装平台的端面(也就是平台的上端面)且该端面为水平面,需要注意,平台的下端面与上端面相对设置,且平台的下端面可与地面配合,再次不作具体限定,工件可安装在xoy平面104上,需要注意,工件底端可与xoy平面104对齐安装,但不限于此,工件底端也可与xoy平面104倾斜设置,以便工件上标有的工件点可位于成像仪200采集的图像中。本发明利用人来判定点位选择的正确性,相比纯粹的视觉3d测量有更强的环境适应性。
89.运动轴包括x运动轴101、y运动轴102、z运动轴103,从而方便控制运动轴在xyz方向上进行移动,x运动轴101、y运动轴102、z运动轴103之间两两相互垂直,构成笛卡尔坐标系,读取相应轴的运动距离读数,即可获取对应的三维空间xyz坐标值,其中,xoy平面104平行于x运动轴101和y运动轴102,且垂直于z运动轴103;但不限于此,在其他实施例中,运动轴可设置为单轴或双轴结构,也就是运动轴在工件安装平台上进行移动且同步带动成像仪
200和测距仪300移动的过程中,得到测量运动轴的移动参数(x轴移动距离和y轴移动距离)即可,且x轴移动距离和y轴移动距离分别对应此工件点的x坐标和y坐标。本发明采用大跨距的运动轴,可实现大跨距、高精度的xyz三维测量。
90.进一步地,运动轴上设置有支架105,如图1所示,在y运动轴102上设有支架105,支架用于将激光器和相机固定在运动轴上,使得它们可以整体刚性的在xyz空间内移动位置,此时坐标轴原点高于xoy平面;但不限于此,也可设置在z运动轴或x运动轴上,当相机和测距仪通过支架设置在z轴上时,坐标轴原点可为o点;支架105的一侧设有成像仪200,且支架105的另一侧设有测距仪300,在其他实施例中,也可设置两个支架,从而使成像仪200和测距仪300分别与一个支架连接,具体设置根据实际需求自行修改。
91.在本实施例中,如图1所示,所述成像仪200为相机,所述相机的光轴201与所述工件安装平台的端面(即平台的上端面)垂直;和/或
92.所述测距仪300为激光器,所述成像仪200采集的图像包括:激光反射点;所述激光反射点由所述激光器发射的光线投射到所述工件上形成。
93.具体地,如图2所示,本实施例成像仪200为相机且测距仪300为激光器(即激光测距仪,利用调制激光的某个参数实现对目标的距离测量);相机的光轴201与xoy平面104垂直,也就是光轴201与z运动轴103平行,从而使运动轴运动过程中相机同步运动,确保相机200采集的图像便于观察,从而便于移动运动轴以使工件点位于所述相机200采集的图像中,保证运动轴的移动参数对应工件点的x坐标和y坐标,且便于运动轴运动以使激光反射点与工件点重合;工件点600位于成像仪视野202(即相机视野)中,也就是使成像仪200采集的图像包括工件点,成像仪采集的图像还包括激光反射点302,也就是由激光器300射出的光线301(即激光线)投射到工件上形成。相机和激光器整体挂载在运动轴上,可由运动轴运送到测量范围内的任意位置。
94.需要说明的是,如图4所示,测距仪300射出的光线301可垂直xoy平面104,也就是激光线与z运动轴平行;或光线301与xoy平面104呈一定角度(大于0度且小于90度),如图5和图7所示,从而使测距仪在对工件上有遮挡物时方便工件点与激光反射点重合,此时需要提前确定直线距离与在z轴方向的投影距离的比例关系,进而确定工件点的z坐标。
95.在本实施例中,所述装置还包括:
96.控制器400,分别与所述移动机构100、所述成像仪200和所述测距仪300信号连接;
97.显示装置500,与所述控制器400信号连接,用于显示所述成像仪200采集的图像。
98.具体地,如图1和图2所示,控制器400分别与运动轴、相机以及激光器信号连接,从而通过控制器输出控制信号,运动轴、相机以及激光器接收控制信号,控制运动轴移动、相机采集图像以及激光器发射激光线;控制器还与显示装置500信号连接,显示装置为显示器,显示相机采集的图像。
99.需要说明的是,控制器可分别通过控制线与运动轴、相机、激光器以及显示装置连接;由控制器400发出指令控制成像仪200和测距仪300运动到指定位置,并能获取当前位置的xyz坐标;可由控制器400发出指令测量激光反射点302到测距仪300的直线距离,并将直线距离信号输出至控制器400;显示装置500可向400控制器发出指令控制运动轴、成像仪(2d(水平距离)测量系统)和测距仪(1d(高度)测量系统),并获得反馈数据。本发明利用显示装置500指导对位,操作简单,便于操作使用。
100.进一步地,显示装置500的屏幕中心设置有对位十字架,对位十字架的交叉点为标识点501,标识点501作为成像仪对位参考点,以使成像仪200的光轴201在图像中的成像点与标识点501重合。
101.本发明可实现工件点三维坐标的测量,超越尺规手工测量、视觉二次元测量;且采用非接触式的测量方式,相比触碰式三次元测量对工件的固定要求低,不会损害工件;另外,本发明装置成本与大跨距视觉二次元测量相当,低于触碰式三次元测量和视觉3d测量。
102.基于上述实施例,本发明还提供了一种工件点位三维坐标测量方法,应用于上述的工件点位三维坐标测量装置;如图8所示,所述方法包括:
103.步骤s100、控制成像仪和测距仪移动,以使工件的工件点位于所述成像仪采集的图像中,得到所述成像仪的移动参数;其中,所述成像仪和所述测距仪同步移动,所述工件上标有至少两个工件点。
104.为了准确地测量工件上标有的两个工件点之间的距离(即空间距离),如图2所示,本实施例通过移动机构100移动进而控制成像仪200和测距仪300移动,以使工件的工件点位于所述成像仪200采集的图像中,得到所述成像仪200的移动参数,从而确定工件点的空间坐标中的x坐标和y坐标。需要注意,初始状态下工件点可不位于成像仪采集的图像中,在此不作具体限定。在一种实现方式中,本实施例用到的成像仪可以为相机,测距仪为激光器,可以理解的是,本实施例并不对相机和激光器的具体类型进行限定。
105.在一些实现方式中,所述装置还包括:
106.控制器400,分别与所述移动机构100、所述成像仪200和所述测距仪300信号连接;
107.显示装置500,与所述控制器400信号连接,用于显示所述成像仪200采集的图像;
108.其中,所述显示装置500上设置有标识点501。
109.所述移动参数包括x轴移动距离和y轴移动距离,所述工件点的三维坐标包括:x坐标、y坐标以及z坐标。
110.所述步骤s100具体包括如下步骤:
111.步骤s110、控制成像仪200和测距仪300移动,以使所述工件点600与所述标识点501在所述成像仪200采集的图像中重合,得到x轴移动距离和y轴移动距离。
112.具体地,显示装置500的屏幕中心设置有对位十字架,对位十字架的交叉点为标识点501,成像仪200的光轴201在图像上的成像点与标识点501重合,也就是说,标识点501、光轴的成像点以及图像的中心点均重合,成像仪200和测距仪300初始状态下标识点501的x坐标为0、y坐标为0,即工件点未与标识点重合时,标识点的水平坐标为(0,0),控制成像仪200和测距仪300同步运动,以使标识点501与工件点在图像中重合,此时得到的x轴移动距离x为工件点的x坐标,得到的y轴移动距离y为工件点的y坐标,也就是说工件点600在xoy平面的投影坐标为(x,y)。
113.需要说明的是,本实施例通过对位十字架交叉点来标记光轴成像点,实现“可观测”工件点与光轴的对齐;在其他实施例中,对于一些几何图形中特定位置的“虚拟测量点位”,可采取辅助图形方式对齐光轴,例如可采用圆形对齐圆孔边沿获得圆心位置,再如任意方向矩形对齐幺孔(腰孔)或方孔边沿获得孔中心位置;再如,利用通过“光轴成像点”的直线辅助对齐,测量工件上两条直线边缘的交点的三维距离。
114.更进一步地,所述图像包括第一图像和第二图像,所述x轴移动距离包括第一x轴
移动距离和第二x轴移动距离;所述y轴移动距离包括第一y轴移动距离和第二y轴移动距离;所述工件点包括第一工件点600a和第二工件点600b;
115.如图2和图6所示,所述步骤s110具体包括:
116.步骤s111、控制成像仪和测距仪移动,以使所述第一工件点与所述标识点在所述成像仪采集的第一图像中重合,得到第一x轴移动距离和第一y轴移动距离;也就是第一x轴移动距离为xa,第一y轴移动距离为xa。
117.步骤s112、控制成像仪和测距仪移动,以使所述第二工件点与所述标识点在所述成像仪采集的第二图像中重合,得到第二x轴移动距离和第二y轴移动距离。也就是第一x轴移动距离为xb,第一y轴移动距离为yb。
118.步骤s200、控制所述成像仪和所述测距仪移动,以使所述测距仪发射的光线对准所述工件点,得到所述测距仪与所述工件点之间的直线距离。
119.具体地,所述成像仪采集的图像包括:激光反射点;所述激光反射点由所述激光器发射的光线投射到所述工件上形成。
120.所述移动机构包括:
121.工件安装平台,用于放置工件;
122.运动轴,与所述工件安装平台移动连接,用于带动所述成像仪和所述测距仪同步运动。
123.所述步骤s100之前,还包括步骤:
124.步骤s101、对所述成像仪进行位置标定,以使所述成像仪的光轴与所述工件安装平台的端面垂直;
125.步骤s102、对所述测距仪进行位置标定,以使所述测距仪与所述成像仪之间的相对位置确定。
126.具体地,在安装装置时,将成像仪的光轴朝向正下方的xoy平面,此时光轴成像点可与o点重合(成像仪安装在z轴上)或处于其他位置,具体根据实际需求自行设置,继续将测距仪安装在与相机相对距离以及角度固定的位置,测距仪的光线可与光轴平行或成有角度,从而便于对工件点位进行标定。
127.如图2和图7所示,所述步骤s200具体包括如下步骤:
128.步骤s210、对所述激光反射点和所述工件点在所述图像中进行标记,得到反射标记点602和工件标记点601;
129.步骤s220、根据所述反射标记点602和所述工件标记点601,确定激光反射点对应的x轴调整距离和y轴调整距离;
130.步骤s230、根据所述x轴调整距离和y轴调整距离,控制所述成像仪和所述测距仪移动,以使移动后的激光发射点与所述工件标记点601重合,控制测距仪得到所述测距仪与所述工件点之间的直线距离。
131.具体地,由于移动机构、成像仪、测距仪同步运动,因此显示装置显示的成像仪采集的图像同样跟随移动,在成像仪和测距仪第一次移动后使工件点与标识点重合,此时通过标记标识点和激光反射点在图像中分别为工件标记点601和反射标记点602,从而确定激光反射点需要调整的x轴调整距离和y轴调整距离,以使成像仪和测距仪移动后,移动后的激光反射点与位置不变的工件标识点601重合,此时激光反射点与工件点重合,从而通过测
(z
b-tb)|,a和b的距离d为:但不限于此,也可以是两个工件点构成的线段与xoy平面之间的角度。
148.在其他的实现方式中,在所述步骤s100和步骤s300中具有区别,且显示装置中可无需设置与工件点进行重合的标识点,从而在控制成像仪与测距仪移动后,仅需工件点位于成像仪采集的图像中即可,此时成像仪的移动参数,也就是x轴移动距离和y轴移动距离分别为x1和x2,成像仪可根据图像中工件点的位置确定工件点在图像中的坐标(x2,y2),从而根据成像仪的移动参数以及工件点在图像中的位置,确定工件点在xoy平面的投影坐标,即(x1 x2,y1 y2)。
149.具体地,所述移动参数包括x轴移动距离和y轴移动距离,所述工件点的三维坐标包括:x坐标、y坐标以及z坐标;
150.所述步骤s100具体包括如下步骤:
151.步骤s110、控制成像仪和测距仪移动,以使所述工件点位于所述成像仪采集的图像中,得到x轴移动距离和y轴移动距离。
152.如图10所示,初始状态下成像仪的图像端点设定为起始点,控制成像仪和测距仪移动,当图像中呈现工件点时停止移动机构的运动,从而根据成像仪的移动参数以及工件点位于成像仪采集的图像,得到工件点在xoy平面的投影坐标。
153.更进一步地,控制成像仪和测距仪移动,以使所述第一工件点600a位于所述成像仪采集的第一图像中,得到第一x轴移动距离x1a和第一y轴移动距离y1a;
154.控制成像仪和测距仪移动,以使所述第二工件点600b位于所述成像仪采集的第二图像中,得到第二x轴移动距离x2b和第二y轴移动距离y2b。
155.所述步骤s300具体包括如下步骤:
156.步骤s310、根据所述x轴移动距离以及所述工件点在所述图像中的x轴坐标,确定x坐标;
157.步骤s320、根据y轴移动距离所述工件点在所述图像中的y轴坐标,确定y坐标;
158.步骤s330、根据所述直线距离,确定z坐标。
159.具体地,根据第一x轴移动距离x1、第一y轴移动距离y1、第二x轴移动距离x2和第二y轴移动距离y2,得到第一工件点600a和第二工件点600b在xoy平面投影坐标分别为(x1a x2a,y1a y2a)、(x1b x2b,y1b y2b)。
160.所述步骤s330具体如上述实现方式,在此不再进行赘述,从而驱动第一工件点600a和第二工件点600b的空间坐标分别为(x1a x2a,y1a y2a,z
a-ta)、(x1b x2b,y1b y2b,z
b-tb)。
161.基于上述实施例,本发明还提供了一种工件点位三维坐标测量系统,如图11所示,包括:
162.图像获取模块01,用于控制成像仪和测距仪移动,以使工件的工件点位于所述成像仪采集的图像中,得到所述成像仪的移动参数;其中,所述成像仪和所述测距仪同步移动,所述工件上标有至少两个工件点;
163.距离获取模块02,用于控制所述成像仪和所述测距仪移动,以使所述测距仪发射的光线对准所述工件点,得到所述测距仪与所述工件点之间的直线距离;
164.坐标确定模块03,用于根据所述移动参数、所述图像和所述直线距离,得到所述工
件点的三维坐标;
165.空间距离确定模块04,用于根据两个所述工件点各自的三维坐标,确定两个所述工件点之间的几何参数。
166.基于上述实施例,本发明还提供了一种计算机设备,其原理框图可以如图12所示。该计算机设备包括通过系统总线连接的处理器、存储器、网络接口、显示屏。其中,该计算机设备的处理器用于提供计算和控制能力。该计算机设备的存储器包括非易失性存储介质、内存储器。该非易失性存储介质存储有操作系统和计算机程序。该内存储器为非易失性存储介质中的操作系统和计算机程序的运行提供环境。该计算机设备的网络接口用于与外部的计算机设备通过网络连接通信。该计算机程序被处理器执行时以实现一种工件点位三维坐标测量的方法。该计算机设备的显示屏可以是液晶显示屏或者电子墨水显示屏。
167.本领域技术人员可以理解,图12中示出的原理框图,仅仅是与本发明方案相关的部分结构的框图,并不构成对本发明方案所应用于其上的计算机设备的限定,具体的计算机设备可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
168.在一种实现方式中,所述计算机设备的存储器中存储有一个或者一个以上的程序,且经配置以由一个或者一个以上处理器执行所述一个或者一个以上程序包含用于进行一种工件点位三维坐标测量方法的指令。
169.本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一非易失性计算机可读取存储介质中,该计算机程序在执行时,可包括如上述各方法的实施例的流程。其中,本发明所提供的各实施例中所使用的对存储器、存储、数据库或其它介质的任何引用,均可包括非易失性和/或易失性存储器。非易失性存储器可包括只读存储器(rom)、可编程rom(prom)、电可编程rom(eprom)、电可擦除可编程rom(eeprom)或闪存。易失性存储器可包括随机存取存储器(ram)或者外部高速缓冲存储器。作为说明而非局限,ram以多种形式可得,诸如静态ram(sram)、动态ram(dram)、同步dram(sdram)、双数据率sdram(ddrsdram)、增强型sdram(esdram)、同步链路(synchlink)dram(sldram)、存储器总线(rambus)直接ram(rdram)、直接存储器总线动态ram(drdram)、以及存储器总线动态ram(rdram)等。
170.综上所述,本发明公共了一种工件点位三维坐标测量装置、方法及系统,其中,所述装置包括:所述装置包括:移动机构,所述移动机构用于放置工件,工件上标有至少两个工件点;成像仪,设置于所述移动机构,所述成像仪用于对工件点进行成像;测距仪,连接于所述成像仪,所述测距仪用于确定工件点到测距仪之间的直线距离。本发明通过移动机构带动成像仪和测距仪同步运动,以使工件点位于所述成像仪采集的图像中,得到成像仪的移动参数,配合成像仪采集的图像、测距仪确定工件点的直线距离,得到多个工件点各自对应的三维坐标,进而得到多个工件点之间的几何参数,从而提高测量工件的多个工件点之间几何参数的准确性。
171.应当理解的是,本发明的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。