pvdc与pvc涂布型高阻隔夹网布及其制备方法
技术领域
1.本发明涉及夹网布技术领域,尤其是一种pvdc与pvc涂布型高阻隔夹网布及其制备方法。
背景技术:
2.夹网布是一种以纺织网格布为基体材料,在网格布两面复合一层或多层不同物理性能的材料。现有的夹网布主要是pvc夹网布,其具有良好的耐酸碱性能和耐高温等性能,但是现有的pvc夹网布仍存在阻隔性能不佳的缺点。
技术实现要素:
3.针对现有技术的不足,本发明提供一种具有高阻隔性能的pvdc与pvc涂布型高阻隔夹网布及其制备方法。
4.本发明的技术方案为:pvdc与pvc涂布型高阻隔夹网布,它包括:聚酯纤维网布和pvc胶膜,所述聚酯纤维网布的底层和面层均热贴合有pvc胶膜,所述pvc胶膜的表面均涂布有pvdc乳液;所述pvc胶膜具体包括以下质量分数的原料:悬浮法-聚氯乙烯树脂粉pvc75-78份,邻苯二甲酸二异壬酯dinp34-36份,偏苯三酸三辛酯totm15.5-16.3份,环氧大豆油epo1.5-1.6份,紫外线吸收剂uv-p0.22-0.25份,抗氧剂1076 0.11-0.13份,钡锌液体安定剂bz1.5-1.6份,三氧化二锑3.75-4份,氢氧化镁9.37-9.84份,有机颜料9-9.53份,pvdc乳液3.5-3.8份。
5.进一步的,所述pvc胶膜的制作包括以下步骤:
6.a1、调配物料
7.将悬浮法-聚氯乙烯树脂粉pvc75-78份,邻苯二甲酸二异壬酯dinp34-36份,偏苯三酸三辛酯totm15.5-16.3份,环氧大豆油epo1.5-1.6份,紫外线吸收剂uv-p0.22-0.25份,抗氧剂1076 0.11-0.13份,钡锌液体安定剂bz1.5-1.6份,三氧化二锑3.75-4份,氢氧化镁9.37-9.84份,有机颜料9-9.53份,pvdc乳液3.5-3.8份材料进行调配,形成混合物料;
8.a2、高速混合
9.将混合物料投入高速共混机中,在100-140℃温度下搅拌10-15分钟,形成混合胶状物;
10.a3、螺杆挤出
11.将混合胶状物投入挤出机中螺杆挤出,得到浆料,挤出温度为120-160℃;
12.a4、过滤
13.将挤出后的浆料在滤网上进行过滤,得到糊状涂层浆料;
14.a5、炼胶
15.将糊状涂层浆料注入高温辊炼炉中进行加压辊炼,反应温度为160-180℃,压强为60mpa,持续反应3h;
16.a6、压延成膜
17.将a5中所得的浆料经压延机压延成型,制作出厚度为5mm-10mm的半成品胶膜,其中,螺杆温度为220℃-240℃,输送段温度为230℃-250℃,挤出压力为50mpa-60mpa,干燥温度为80℃-100℃,干燥时长为4h-6h,生产速度为5m/min-30m/min;
18.a7、压花
19.将a6中得到的半成品胶膜采用压花机的压花辊进行上、下表面压花处理,得到印花后的半成品pvc胶膜;
20.a8、冷却定型
21.将a7中得到的半成品pvc胶膜经过冷却辊充分冷却定型,形成pvc胶膜,压花辊采用油压推动,油压调整在3-5mpa;
22.进一步的,所述夹网布的制备方法包括以下步骤:
23.b1、网布整理
24.将聚酯纤维网布置于清洁机中进行表面清洁,并进行静电除尘处理;
25.b2、浸轧
26.将b1中得到的聚酯纤维网布置于浸轧机中,浸轧机中包括浸轧质量份数的原料:乳液法-聚氯乙烯树脂粉悬50-52.5份,邻苯二甲酸二异壬酯dinp 20-21份,偏苯三酸三辛酯totm21-22份,三氧化二锑1.5-1.6份,氢氧化镁5-5.5份,钡锌液体安定剂bz1-1.1份,mdx粘合剂(异氰酸酯)1.5-1.8份,将其原料投入高速共混机中,在100-140℃温度下搅拌10-15分钟,形成pvc糊料投入浸轧机中,pvc糊料附在聚酯纤维网布的表面,得到浸轧后的聚酯纤维网布;
27.b3、加热塑化
28.将b2得到的浸轧后的聚酯纤维网布经过加热塑化,形成加热塑化后的夹网布;
29.b4、涂层
30.在b3得到的加热塑化后的夹网布的表面涂布pvc糊料,形成表面涂布有pvc糊料的夹网布,pvc糊料包括以下质量分数的原料:乳液法-聚氯乙烯树脂粉悬50-52.5份,邻苯二甲酸二异壬酯dinp 20-21份,偏苯三酸三辛酯totm21-22份,三氧化二锑1.5-1.6份,氢氧化镁5-5.5份,钡锌液体安定剂bz1-1.1份,mdx粘合剂(异氰酸酯)1.5-1.8份,将其原料投入高速共混机中,在100-140℃温度下搅拌10-15分钟,形成pvc糊料。
31.b5、二次加热塑化
32.将b4得到的表面涂布有pvc糊料的夹网布经过二次加热塑化,形成二次加热塑化的夹网布;
33.b6底层热贴合
34.在二次加热塑化的夹网布的底面高温贴合pvc胶膜,形成贴合有单层pvc胶膜的夹网布;
35.b7、面层热贴合
36.在贴合有单层pvc胶膜的夹网布顶面高温贴合pvc胶膜,形成贴合有双层pvc胶膜的夹网布;
37.b8、压花
38.将b7得到的贴合有双层pvc胶膜的夹网布采用压花机的压花辊进行上、下表面压花处理,得到印花后的半成品夹网布;
39.b9、底层表面处理
40.在b7中得到的半成品夹网布的底层涂布pvdc乳液,然后进行干燥处理,形成单层涂布的夹网布;
41.b10、面层表面处理
42.在b9中得到的单层涂布的夹网布的表面涂布pvdc乳液,然后进行干燥处理,形成双层涂布的夹网布;
43.b11、冷却定型
44.将b10得到的半成品夹网布经过冷却辊充分冷却定型,压花辊采用油压推动,油压调整在3-5mpa;
45.b12、成品
46.将b11中得到的成品夹网布进行检验、卷成成品。
47.本发明的有益效果为:本发明的聚酯纤维网布通过浸轧再涂布pvc糊料,提高其阻隔的性能;通过表面涂布pvdc乳液,pvdc乳液具有耐燃、耐腐蚀、气密性好等特性的优点,从而进一步提高夹网布的高阻隔性能。
具体实施方式
48.下面对本发明的具体实施方式作进一步说明:
49.实施例1
50.pvdc与pvc涂布型高阻隔夹网布,它包括:聚酯纤维网布和pvc胶膜,所述聚酯纤维网布的底层和面层均热贴合有pvc胶膜,所述pvc胶膜的表面均涂布有pvdc乳液;所述pvc胶膜具体包括以下质量分数的原料:悬浮法-聚氯乙烯树脂粉pvc75份,邻苯二甲酸二异壬酯dinp34份,偏苯三酸三辛酯totm15.5份,环氧大豆油epo1.5份,紫外线吸收剂uv-p0.22份,抗氧剂1076 0.11份,钡锌液体安定剂bz1.5份,三氧化二锑3.75份,氢氧化镁9.37份,有机颜料9份,pvdc乳液3.5份。
51.进一步的,所述pvc胶膜的制作包括以下步骤:
52.a1、调配物料
53.将悬浮法-聚氯乙烯树脂粉pvc75-78份,邻苯二甲酸二异壬酯dinp34份,偏苯三酸三辛酯totm15.5份,环氧大豆油epo1.5份,紫外线吸收剂uv-p0.22份,抗氧剂1076 0.11份,钡锌液体安定剂bz1.5份,三氧化二锑3.75份,氢氧化镁9.37份,有机颜料9份,pvdc乳液3.5份材料进行调配,形成混合物料;
54.a2、高速混合
55.将混合物料投入高速共混机中,在100-140℃温度下搅拌10分钟,形成混合胶状物;
56.a3、螺杆挤出
57.将混合胶状物投入挤出机中螺杆挤出,得到浆料,挤出温度为120℃;
58.a4、过滤
59.将挤出后的浆料在滤网上进行过滤,得到糊状涂层浆料;
60.a5、炼胶
61.将糊状涂层浆料注入高温辊炼炉中进行加压辊炼,反应温度为160℃,压强为
60mpa,持续反应3h;
62.a6、压延成膜
63.将a5中所得的浆料经压延机压延成型,制作出厚度为5mm的半成品胶膜,其中,螺杆温度为220℃,输送段温度为230℃,挤出压力为50mpa,干燥温度为80℃,干燥时长为4h,生产速度为5m/min;
64.a7、压花
65.将a6中得到的半成品胶膜采用压花机的压花辊进行上、下表面压花处理,得到印花后的半成品pvc胶膜;
66.a8、冷却定型
67.将a7中得到的半成品pvc胶膜经过冷却辊充分冷却定型,形成pvc胶膜,压花辊采用油压推动,油压调整在3mpa;
68.进一步的,所述夹网布的制备方法包括以下步骤:
69.b1、网布整理
70.将聚酯纤维网布置于清洁机中进行表面清洁,并进行静电除尘处理;
71.b2、浸轧
72.将b1中得到的聚酯纤维网布置于浸轧机中,浸轧机中包括浸轧质量份数的原料:乳液法-聚氯乙烯树脂粉悬50份,邻苯二甲酸二异壬酯dinp 20份,偏苯三酸三辛酯totm21份,三氧化二锑1.5份,氢氧化镁5份,钡锌液体安定剂bz 1份,mdx粘合剂(异氰酸酯)1.5份,将其原料投入高速共混机中,在100℃温度下搅拌10分钟,形成pvc糊料投入浸轧机中,pvc糊料附在聚酯纤维网布的表面,得到浸轧后的聚酯纤维网布;
73.b3、加热塑化
74.将b2得到的浸轧后的聚酯纤维网布经过加热塑化,形成加热塑化后的夹网布;
75.b4、涂层
76.在b3得到的加热塑化后的夹网布的表面涂布pvc糊料,形成表面涂布有pvc糊料的夹网布,pvc糊料包括以下质量分数的原料:乳液法-聚氯乙烯树脂粉悬50份,邻苯二甲酸二异壬酯dinp 20份,偏苯三酸三辛酯totm21份,三氧化二锑1.5份,氢氧化镁5份,钡锌液体安定剂bz 1份,mdx粘合剂(异氰酸酯)1.5份,将其原料投入高速共混机中,在100℃温度下搅拌10分钟,形成pvc糊料。
77.b5、二次加热塑化
78.将b4得到的表面涂布有pvc糊料的夹网布经过二次加热塑化,形成二次加热塑化的夹网布;
79.b6底层热贴合
80.在二次加热塑化的夹网布的底面高温贴合pvc胶膜,形成贴合有单层pvc胶膜的夹网布;
81.b7、面层热贴合
82.在贴合有单层pvc胶膜的夹网布顶面高温贴合pvc胶膜,形成贴合有双层pvc胶膜的夹网布;
83.b8、压花
84.将b7得到的贴合有双层pvc胶膜的夹网布采用压花机的压花辊进行上、下表面压
花处理,得到印花后的半成品夹网布;
85.b9、底层表面处理
86.在b7中得到的半成品夹网布的底层涂布pvdc乳液,然后进行干燥处理,形成单层涂布的夹网布;
87.b10、面层表面处理
88.在b9中得到的单层涂布的夹网布的表面涂布pvdc乳液,然后进行干燥处理,形成双层涂布的夹网布;
89.b11、冷却定型
90.将b10得到的半成品夹网布经过冷却辊充分冷却定型,压花辊采用油压推动,油压调整在3-5mpa;
91.b12、成品
92.将b11中得到的成品夹网布进行检验、卷成成品。
93.实施例2
94.pvdc与pvc涂布型高阻隔夹网布,它包括:聚酯纤维网布和pvc胶膜,所述聚酯纤维网布的底层和面层均热贴合有pvc胶膜,所述pvc胶膜的表面均涂布有pvdc乳液;所述pvc胶膜具体包括以下质量分数的原料:悬浮法-聚氯乙烯树脂粉pvc77份,邻苯二甲酸二异壬酯dinp35份,偏苯三酸三辛酯totm16份,环氧大豆油epo1.55份,紫外线吸收剂uv-p0.22份,抗氧剂1076 0.12份,钡锌液体安定剂bz1.55份,三氧化二锑3.9份,氢氧化镁9.8份,有机颜料9.2份,pvdc乳液3.7份。
95.进一步的,所述pvc胶膜的制作包括以下步骤:
96.a1、调配物料
97.将悬浮法-聚氯乙烯树脂粉pvc77份,邻苯二甲酸二异壬酯dinp35份,偏苯三酸三辛酯totm16份,环氧大豆油epo1.55份,紫外线吸收剂uv-p0.22份,抗氧剂1076 0.12份,钡锌液体安定剂bz1.55份,三氧化二锑3.9份,氢氧化镁9.8份,有机颜料9.2份,pvdc乳液3.7份材料进行调配,形成混合物料;
98.a2、高速混合
99.将混合物料投入高速共混机中,在120℃温度下搅拌12分钟,形成混合胶状物;
100.a3、螺杆挤出
101.将混合胶状物投入挤出机中螺杆挤出,得到浆料,挤出温度为140℃;
102.a4、过滤
103.将挤出后的浆料在滤网上进行过滤,得到糊状涂层浆料;
104.a5、炼胶
105.将糊状涂层浆料注入高温辊炼炉中进行加压辊炼,反应温度为170℃,压强为60mpa,持续反应3h;
106.a6、压延成膜
107.将a5中所得的浆料经压延机压延成型,制作出厚度为7mm的半成品胶膜,其中,螺杆温度为230℃,输送段温度为240℃,挤出压力为55mpa,干燥温度为90℃,干燥时长为5h,生产速度为20m/min;
108.a7、压花
109.将a6中得到的半成品胶膜采用压花机的压花辊进行上、下表面压花处理,得到印花后的半成品pvc胶膜;
110.a8、冷却定型
111.将a7中得到的半成品pvc胶膜经过冷却辊充分冷却定型,形成pvc胶膜,压花辊采用油压推动,油压调整在3-5mpa;
112.进一步的,所述夹网布的制备方法包括以下步骤:
113.b1、网布整理
114.将聚酯纤维网布置于清洁机中进行表面清洁,并进行静电除尘处理;
115.b2、浸轧
116.将b1中得到的聚酯纤维网布置于浸轧机中,浸轧机中包括浸轧质量份数的原料:乳液法-聚氯乙烯树脂粉悬51份,邻苯二甲酸二异壬酯dinp 20.5份,偏苯三酸三辛酯totm21.5份,三氧化二锑1.55份,氢氧化镁5.3份,钡锌液体安定剂bz1.05份,mdx粘合剂(异氰酸酯)1.6份,将其原料投入高速共混机中,在120℃温度下搅拌12分钟,形成pvc糊料投入浸轧机中,pvc糊料附在聚酯纤维网布的表面,得到浸轧后的聚酯纤维网布;
117.b3、加热塑化
118.将b2得到的浸轧后的聚酯纤维网布经过加热塑化,形成加热塑化后的夹网布;
119.b4、涂层
120.在b3得到的加热塑化后的夹网布的表面涂布pvc糊料,形成表面涂布有pvc糊料的夹网布,pvc糊料包括以下质量分数的原料:乳液法-聚氯乙烯树脂粉悬51份,邻苯二甲酸二异壬酯dinp 20.5份,偏苯三酸三辛酯totm21.5份,三氧化二锑1.55份,氢氧化镁5.3份,钡锌液体安定剂bz1.05份,mdx粘合剂(异氰酸酯)1.6份,将其原料投入高速共混机中,在120℃温度下搅拌12分钟,形成pvc糊料。
121.b5、二次加热塑化
122.将b4得到的表面涂布有pvc糊料的夹网布经过二次加热塑化,形成二次加热塑化的夹网布;
123.b6底层热贴合
124.在二次加热塑化的夹网布的底面高温贴合pvc胶膜,形成贴合有单层pvc胶膜的夹网布;
125.b7、面层热贴合
126.在贴合有单层pvc胶膜的夹网布顶面高温贴合pvc胶膜,形成贴合有双层pvc胶膜的夹网布;
127.b8、压花
128.将b7得到的贴合有双层pvc胶膜的夹网布采用压花机的压花辊进行上、下表面压花处理,得到印花后的半成品夹网布;
129.b9、底层表面处理
130.在b7中得到的半成品夹网布的底层涂布pvdc乳液,然后进行干燥处理,形成单层涂布的夹网布;
131.b10、面层表面处理
132.在b9中得到的单层涂布的夹网布的表面涂布pvdc乳液,然后进行干燥处理,形成
双层涂布的夹网布;
133.b11、冷却定型
134.将b10得到的半成品夹网布经过冷却辊充分冷却定型,压花辊采用油压推动,油压调整在3-5mpa;
135.b12、成品
136.将b11中得到的成品夹网布进行检验、卷成成品。
137.实施例3
138.pvdc与pvc涂布型高阻隔夹网布,它包括:聚酯纤维网布和pvc胶膜,所述聚酯纤维网布的底层和面层均热贴合有pvc胶膜,所述pvc胶膜的表面均涂布有pvdc乳液;所述pvc胶膜具体包括以下质量分数的原料:悬浮法-聚氯乙烯树脂粉pvc78份,邻苯二甲酸二异壬酯dinp36份,偏苯三酸三辛酯totm16.3份,环氧大豆油epo1.6份,紫外线吸收剂uv-p0.25份,抗氧剂1076 0.13份,钡锌液体安定剂bz1.6份,三氧化二锑4份,氢氧化镁9.84份,有机颜料9.53份,pvdc乳液3.8份。
139.进一步的,所述pvc胶膜的制作包括以下步骤:
140.a1、调配物料
141.将悬浮法-聚氯乙烯树脂粉pvc78份,邻苯二甲酸二异壬酯dinp36份,偏苯三酸三辛酯totm16.3份,环氧大豆油epo1.6份,紫外线吸收剂uv-p0.25份,抗氧剂1076 0.13份,钡锌液体安定剂bz1.6份,三氧化二锑4份,氢氧化镁9.84份,有机颜料9.53份,pvdc乳液3.8份材料进行调配,形成混合物料;
142.a2、高速混合
143.将混合物料投入高速共混机中,在140℃温度下搅拌15分钟,形成混合胶状物;
144.a3、螺杆挤出
145.将混合胶状物投入挤出机中螺杆挤出,得到浆料,挤出温度为160℃;
146.a4、过滤
147.将挤出后的浆料在滤网上进行过滤,得到糊状涂层浆料;
148.a5、炼胶
149.将糊状涂层浆料注入高温辊炼炉中进行加压辊炼,反应温度为180℃,压强为60mpa,持续反应3h;
150.a6、压延成膜
151.将a5中所得的浆料经压延机压延成型,制作出厚度为10mm的半成品胶膜,其中,螺杆温度为240℃,输送段温度为250℃,挤出压力为60mpa,干燥温度为100℃,干燥时长为6h,生产速度为30m/min;
152.a7、压花
153.将a6中得到的半成品胶膜采用压花机的压花辊进行上、下表面压花处理,得到印花后的半成品pvc胶膜;
154.a8、冷却定型
155.将a7中得到的半成品pvc胶膜经过冷却辊充分冷却定型,形成pvc胶膜,压花辊采用油压推动,油压调整在5mpa;
156.进一步的,所述夹网布的制备方法包括以下步骤:
157.b1、网布整理
158.将聚酯纤维网布置于清洁机中进行表面清洁,并进行静电除尘处理;
159.b2、浸轧
160.将b1中得到的聚酯纤维网布置于浸轧机中,浸轧机中包括浸轧质量份数的原料:乳液法-聚氯乙烯树脂粉悬52.5份,邻苯二甲酸二异壬酯dinp 21份,偏苯三酸三辛酯totm22份,三氧化二锑1.6份,氢氧化镁5.5份,钡锌液体安定剂bz1.1份,mdx粘合剂(异氰酸酯)1.8份,将其原料投入高速共混机中,在140℃温度下搅拌15分钟,形成pvc糊料投入浸轧机中,pvc糊料附在聚酯纤维网布的表面,得到浸轧后的聚酯纤维网布;
161.b3、加热塑化
162.将b2得到的浸轧后的聚酯纤维网布经过加热塑化,形成加热塑化后的夹网布;
163.b4、涂层
164.在b3得到的加热塑化后的夹网布的表面涂布pvc糊料,形成表面涂布有pvc糊料的夹网布,pvc糊料包括以下质量分数的原料:乳液法-聚氯乙烯树脂粉悬52.5份,邻苯二甲酸二异壬酯dinp 21份,偏苯三酸三辛酯totm22份,三氧化二锑1.6份,氢氧化镁5.5份,钡锌液体安定剂bz1.1份,mdx粘合剂(异氰酸酯)1.8份,将其原料投入高速共混机中,在140℃温度下搅拌15分钟,形成pvc糊料。
165.b5、二次加热塑化
166.将b4得到的表面涂布有pvc糊料的夹网布经过二次加热塑化,形成二次加热塑化的夹网布;
167.b6底层热贴合
168.在二次加热塑化的夹网布的底面高温贴合pvc胶膜,形成贴合有单层pvc胶膜的夹网布;
169.b7、面层热贴合
170.在贴合有单层pvc胶膜的夹网布顶面高温贴合pvc胶膜,形成贴合有双层pvc胶膜的夹网布;
171.b8、压花
172.将b7得到的贴合有双层pvc胶膜的夹网布采用压花机的压花辊进行上、下表面压花处理,得到印花后的半成品夹网布;
173.b9、底层表面处理
174.在b7中得到的半成品夹网布的底层涂布pvdc乳液,然后进行干燥处理,形成单层涂布的夹网布;
175.b10、面层表面处理
176.在b9中得到的单层涂布的夹网布的表面涂布pvdc乳液,然后进行干燥处理,形成双层涂布的夹网布;
177.b11、冷却定型
178.将b10得到的半成品夹网布经过冷却辊充分冷却定型,压花辊采用油压推动,油压调整在3-5mpa;
179.b12、成品
180.将b11中得到的成品夹网布进行检验、卷成成品。
181.实施例4
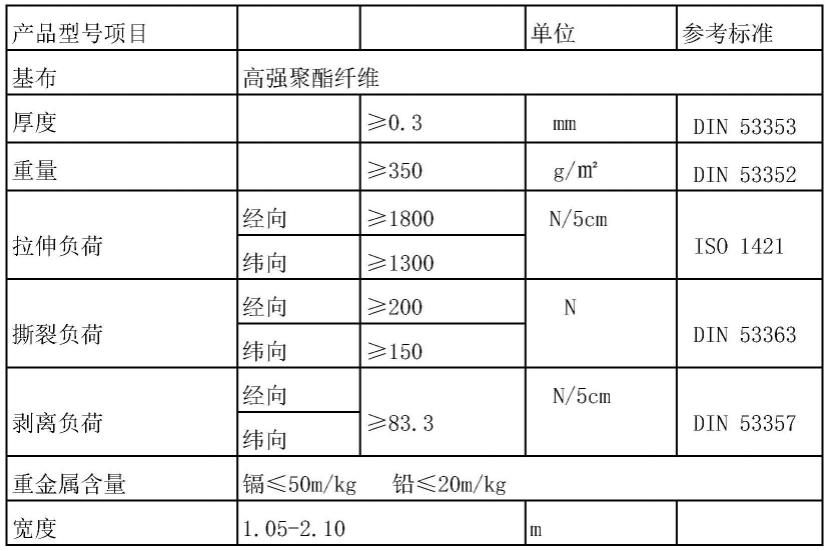
182.本发明的性能指标
183.1、拉伸负荷:纵向≥1800n/5cm横向≥1300n/5cm
184.2、剥离强度:83.3n/5cm
185.3、温度:-20℃~
±
65℃
186.4、框架抗风:6-8级
187.5、热处理尺寸变化率:≤0.5%
188.6、低温弯折性:-20℃无裂缝
189.7、抗渗透性:0.2m pa,2 4h不渗水
190.8、抗穿孔性:不渗透
191.本发明的性能指标
[0192][0193]
根据上述技术指标和性能指标可知,本发明的夹网布具有良好的抗渗透性和抗穿孔性,具有高阻隔的优点。
[0194]
实施例5:湿热试验
[0195]
对实施例1-3制得的pvdc与pvc涂布型高阻隔夹网布采用gjb150.9a-2009的测试方法,进行湿热试验,结果如表1所示。
[0196]
表1为金属化pet与pvc复合型高阻隔夹网布的实验结果
[0197]
产品结果试验项目参考标准实施例1表面平整,未见起泡湿热试验gjb 150.9a-2009实施例2表面平整,未见起泡湿热试验gjb 150.9a-2009实施例3表面平整,未见起泡湿热试验gjb 150.9a-2009
[0198]
由上表可知,本技术的pvdc与pvc涂布型高阻隔夹网布具有良好的防潮性能。
[0199]
上述实施例和说明书中描述的只是说明本发明的原理和最佳实施例,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保
护的本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。