1.本发明涉及一种地下非开挖施工和地铁、地下大型管道铺设施工中所采用的盾构机,涉及盾构机挖掘用的楔形切削齿的制作和刀盘的强化方法;特别针对硬岩层的地下非开挖工程中所需的金刚石切削齿的制造方法以及盾构机刀盘的强化,属于钻掘工程领域;同时也属于粉末冶金材料及其工具领域。
背景技术:
2.近二十多年来我国的非开挖工程以及地铁与隧道工程迅速发展,盾构机得到广泛应用,所遇到的地层变化很大,有第四纪地层、各类材料的填土层、风化岩层以及硬而完整岩层,对盾构机的性能要求不相同,特别是盾构钻掘硬而完整岩层的几率在增加,采用目前的硬质合金切削齿不仅耐磨性不够,更重要的是在岩层中施工速度很慢,导致延误工期,提高施工成本;同时,盾构机的刀盘虽然经过了喷涂大颗粒碳化钨材料,其耐磨性虽有提高但仍然不够强,致使刀盘磨耗快,一则影响了整个刀盘的使用寿命,进而直接影响了切削齿的使用寿命;这是一个急需解决的问题。
3.因此,必须从提高刀盘和切削齿的硬度与耐磨性出发,从根本上采取科技措施,全面提升质量,才能降低盾构机的施工成本和提高施工效益,在岩石地层施工非开挖工程中,取得实质性突破和进展。
技术实现要素:
4.本发明的一个目的是解决至少上述问题,并提供至少后面将说明的优点。
5.本发明还有一个目的是提供一种盾构机用孕镶金刚石楔形切削齿和一种盾构机用孕镶金刚石楔形切削齿的制备方法,还提供一种盾构机用强化刀盘的制造方法。以提高热压孕镶金刚石楔形切削齿破碎岩石的特有优势,提升孕镶金刚石切削齿高硬度与高耐磨性特征,同时兼顾胎体包镶金刚石的强度和金刚石的良好出刃效果,可以实现高效、长寿命盾构机切削岩石的最终目标。
6.为了实现根据本发明的这些目的和其它优点,提供了本发明提供一种盾构机用孕镶金刚石楔形切削齿,包括一体成型的非金刚石层固结部和金刚石层楔形工作部,所述非金刚石层固结部镶嵌在盾构机刀盘中,非金刚石层固结部包括楔形切削齿埋设在刀盘内的部位和电镀含金刚石的镍-锰合金耐磨层覆盖的部位;所述非金刚石层固结部由胎体材料制备而成,所述金刚石层楔形工作部由胎体材料和金刚石混合制备而成;
7.所述胎体材料为300~320目的金属粉末,包括yg12、ni、cu-re、fe四种金属粉;
8.所述金刚石包括粒度为30-40目的金刚石和40-50目的金刚石。
9.需要说明的是,楔形齿的科学结构与形状,能够实现有效破碎硬而致密岩石,并且随着钻进的进行,楔形齿能够实现自锐的作用,可实现高效、长寿命的盾构施工目标。
10.具体的是,所述胎体材料中yg12、ni、cu-re、fe金属粉的质量含量分别占比46~54%、14~18%、15~19%、14~20%;所述金刚石中30-40目的金刚石和40-50目的金刚石
的质量含量分别占比35~40%、60~65%。
11.该胎体材料中的四种金属粉与金刚石有很好的亲和性,在增强型热压条件下能够与金刚石发生有效的交互作用,实现有效融合。
12.胎体材料成份yg12、ni、cu-re、fe四种超细金属粉在楔形切削齿胎体中有很好的互补作用,起着提高切削齿胎体综合机械性能的作用;同时起着有效粘结和包镶金刚石的作用,孕镶金刚石楔形切削齿的综合力学性能优良。胎体材料中cu-re合金含量较低,yg12骨架材料含量较高,ni、fe与yg12、cu-re有良好的相融性,能够确保孕镶金刚石楔形切削齿必备的高硬度与高耐磨性。cu-re合金指的是cu与稀土金属镧和锶的合金材料。
13.本发明楔形切削齿的胎体中不含普通热压方法制造孕镶金刚石钻头时所必需的cu-sn合金或cu-sn-zn合金,有利于在增强型热压的高温、高压条件下胎体金属材料实现固相烧结成型,不仅实现孕镶金刚石钻头的耐磨性高,同时兼顾金刚石出刃效果好,才能实现高效、长寿命的盾构钻进目标。
14.优选的是,所述金刚石层楔形工作部中金刚石砂轮制百分比浓度为82~95%。
15.具体的是,所述非金刚石层固结部直径为20~40mm,所述金刚石层楔形工作部底部直径为20~40mm、顶部宽度为8~12mm、高度为15~20mm、楔形角度α为15~25
°
,所述切削齿的全高为40~50mm。
16.本发明提供一种盾构机用孕镶金刚石楔形切削齿的制备方法,包括以下步骤:将非金刚石层固结部的胎体材料、金刚石层楔形工作部的胎体材料和金刚石混合后按照要求装入三高石墨模具内,置于中频热压烧结炉中,启动烧结程序,出炉,成型,脱模,得孕镶金刚石楔形切削齿。
17.具体的是,烧结程序中烧结温度为990~1070℃、压力为22~35mpa、保温保压时间为7.5~10.0min,保温保压后随炉冷却至650~700℃出炉。
18.具体的是,烧结程序中前4min升温速度为90℃/min,之后以110℃/min速度升温,温度达到600℃时压力升至8mpa。
19.增强型热压方法能够极大地提高对楔形齿的高温、高压作用,提高了粉末颗粒的相对滑动、破碎和塑性变形,加快颗粒的重排、体积扩散机制,加速楔形切削齿胎体的致密化进程,因而大大加强了金属粉末之间以及金属粉末与金刚石之间的交互作用和有效融合,有效提高楔形切削齿的高硬度与高耐磨性,有利于提高本发明切削齿破碎岩石的功效。
20.本发明提供一种盾构机用强化刀盘的制造方法,将孕镶金刚石楔形切削齿与盾构机刀盘钢体以温差法实现过盈配合连接,温差法过盈技术将楔形切削齿与刀盘钢体牢固连接,过盈配合中采用25~30mm楔形齿的埋深深度,以提高其固结强度;再采用超声波电镀金刚石方法对刀盘外缘固结孕镶金刚石楔形切削齿部位强化;强化刀盘外缘端部的耐磨性,同时可以起到辅助固结楔形切削齿的作用。
21.优选的是,采用超声波电镀金刚石方法,强化刀盘的耐磨性能,超声波电镀金刚石程序中采用镍-锰合金镀液;
22.所述镍-锰合金镀液中硫酸镍230~240g/l,硫酸锰6~7g/l,硼酸35~40g/l,氯化钠15~18g/l;
23.超声波电镀工艺参数为:超声波频率28khz,声强0.9~1.2w/cm2,电流密度0.01~0.012a/cm2,温度30~35℃,ph值4.2~5.0,电镀金刚石层的厚度为1.8~2.2mm。
24.超声波电镀金刚石层由40~50目的金刚石与60~70目的金刚石混合电镀而成,金刚石品级smd40,电镀金刚石层中金刚石浓度为95%,超声波电镀金刚石层的厚度为1.8~2.2mm,能够确保盾构机刀盘电镀金刚石层的高耐磨性能。
25.由于刀盘的材质为中碳高合金钢(40crnimoa),直接采用普通电镀镍-锰合金难以获得高强度的结合力,必须设计特殊的活化电解液进行镀前预处理,才能将金刚石和镍-锰合金镀层牢固地与刀盘结合,形成坚固的耐磨层,实现刀盘的高耐磨性。
26.优选的是,超声波电镀金刚石方法具体为:刀盘被镀部位经活化液浸泡4~5min,接着进入电镀槽内,通电进行电镀前再次处理,电流密度6~8a/dm2,电镀时间5~6min,接着转入超声波电镀金刚石程序中。
27.所述活化液中nicl2含量200~220g/l、hcl含量180~200g/l。
28.采用超声波电镀金刚石方法,在刀盘外缘固结楔形切削齿的部位,电镀1.8~2.2mm厚的含金刚石的镍-锰合金耐磨层,含金刚石的镍-锰合金耐磨层为以上描述的超声电镀金刚石层,能够有效加强盾构机切削齿与刀盘的耐磨效果,可明显延长刀盘与楔形切削齿的工作寿命;还能起到加固孕镶金刚石楔形切削齿的作用。
29.本发明采用综合分析和择优组合原则,从岩石破碎原理出发,充分分析孕镶金刚石楔形切削齿切削硬而致密岩石的特点与优势,以及优选楔形切削齿的胎体材料和优化配合的增强型热压工艺参数的有效技术优势。
30.本发明孕镶金刚石楔形切削齿作为破碎岩石的切削具:
①
考虑了这种楔形切削齿不仅受力面较小,对钻进硬至坚硬而致密岩石的阻力小,切入岩石有利,同时下部为圆柱形,抗弯强度高;
②
楔形切削齿在钻进过程中其侧面参与破碎岩石的同时,岩石和产生的岩粉对楔形齿侧面产生磨损,有利于楔形齿自锐,可维持长时间的有效盾构钻进,直到楔形齿全部消耗完;
③
楔形齿的胎体材料体系独特,与普通热压金刚石钻头的胎体材料存在本质的区别,其粘结金属材料含量很低,有利于提高和优化配合增强型热压工艺参数,有利于实现楔形齿的高硬度和高耐磨性;
④
能够发挥增强热压方法的高温、高压的优势,配合优化设计的孕镶金刚石切削齿的胎体材料,大大加强胎体金属材料之间和胎体金属材料与金刚石之间的交互作用,实现胎体金属对金刚石的有效融合与包镶,达到增强热压方法制造高性能与高质量的孕镶金刚石切削齿的目标。
31.本发明至少包括以下有益效果:
32.1、独特的孕镶金刚石楔形切削齿胎体材料与增强型热压工艺参数的科学配合,能够实现切削齿胎体材料的固相烧结,达到盾构机用孕镶金刚石楔形切削齿高硬度与高耐磨性效果,实现高效、长寿命的盾构钻进目标。
33.2、由于胎体材料优选与制造方法、工艺参数的优化配合,本发明制造的孕镶金刚石楔形切削齿胎体性能达到:硬度hrc46~52,耐磨性(0.28~0.35)
×
10-5
ml,抗弯强度达到750~800mpa;远超出普通热压方法制造的孕镶金刚石钻头的力学性能,为提高孕镶金刚石楔形齿的使用寿命,打下了牢固的基础。
34.3、独特而科学的孕镶金刚石楔形切削齿形状与结构参数,在切削破碎岩石过程中,不仅发挥金刚石切削齿前沿破碎岩石的主体作用,同时其侧面可以参与挤压破碎岩石,在破碎岩石中产生的岩粉对切削齿侧面有一定的磨削作用,使得楔形齿出现自锐效果,一直可以维持到切削齿完全磨耗完,因而其切削效果好、使用寿命长。这样,既有利于提高钻
进效率,还能够实现钻进过程中楔形齿的自锐效果,保持本发明盾构机切削齿和刀盘的稳速、有效切削岩石的目标。
35.4、本发明高硬度、高耐磨性的孕镶金刚石楔形切削齿,不仅楔形切削齿胎体包镶金刚石的强度高,而且切削齿与岩石之间的摩擦系数发生改变,切削齿与岩石间的摩擦磨损机理发生了质的变化,可实现切削齿胎体略超前金刚石磨损,确保金刚石的适时、有效出刃,钻进速度高且稳定;这些性能是普通热压方法以及普通结构的硬质合金切削齿所不能达到的。
36.5、本发明中孕镶金刚石楔形切削齿的胎体材料为:yg12、ni、cu-re、fe四种超细金属粉,其含量比分别为46~54%、14~18%、15~19%、14~20%;在增强型热压工艺与条件下:温度990~1070℃,压力22~35mpa,保温、保压时间7.5~10.0min,不会出现切削齿胎体金属的流失或偏析,有利于实现所设计孕镶金刚石楔形切削齿胎体致密均匀,胎体力学性能优良、稳定。
37.6、采用增强型热压工艺技术后,对钻头胎体中的金刚石进行了初步检测,发现胎体金属与金刚石表面出现了mec层,即c-mec-me结合过渡层,虽然该层不连续,面积不大,但表明金刚石与胎体金属材料实现了一定程度的化学结合,能大大提高结合强度,而并非一直认为的都是机械包镶结合,改变了传统观念的认知。这为提高孕镶金刚石切削齿的耐磨性,提高孕镶金刚石楔形切削齿的使用寿命,创造了良好的条件。
38.7、采用温差法过盈配合技术,将楔形切削齿与刀盘钢体牢固连接;采用超声波电镀金刚石技术提高刀盘的耐磨效果;该盾构机用孕镶金刚石楔形切削齿及强化刀圈的制造方法,远超出常规方法制造的盾构机切削齿和刀盘的使用寿命,创造了好的盾构钻进效果和盾构钻进经济技术指标。
39.8、本发明在岩石中盾构施工,刀盘与金刚石切削齿的综合时效提高约27%,使用寿命提高23%,单位进尺成本降低约15%。
40.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
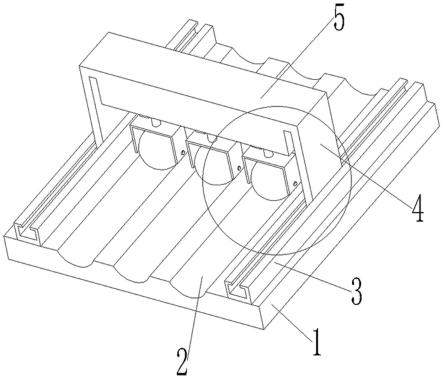
41.图1为本发明盾构机用孕镶金刚石楔形切削齿与刀盘钢体结合的平面结构剖视图;
42.图2为本发明图1的a-a方向剖视图;
43.图3为本发明孕镶金刚石楔形切削齿结构示意图。
44.以上附图中,各标号与部件的对应关系为:
45.1-孕镶金刚石楔形齿;2-盾构机刀盘钢体底端面;3-盾构机刀盘排渣口;4-楔形切削齿齿顶面;5-刀盘上电镀金刚石强化部位;d-孕镶金刚石楔形切削齿直径;b-楔形切削齿的齿顶宽;α-楔形切削齿楔形角;h-楔形切削齿全高;h1-金刚石层楔形工作部裸露在刀盘上电镀金刚石强化部位外的高度;h2-非金刚石层固结部埋在刀盘内的高度;k-为预留的电镀金刚石层的高度。
具体实施方式
46.下面结合实施例对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
47.需要说明的是,下述实施方案中所述实验方法,如无特殊说明,均为常规方法,所述试剂和材料,如无特殊说明,均可从商业途径获得。
48.《实施例1》
49.本实施例提供一种盾构机用孕镶金刚石楔形切削齿,包括一体成型的非金刚石层固结部和金刚石层楔形工作部,所述非金刚石层固结部镶嵌在盾构机刀盘中。非金刚石层固结部为圆柱体结构,金刚石层楔形工作部为楔形结构。如图3所示,非金刚石层固结部为埋设在刀盘钢体内的部分,在图3中为h2和k对应的楔形切削齿部分。金刚石层楔形工作部为裸露在刀盘上电镀金刚石强化部位外的部分,在图3中为h1对应的楔形切削齿部分。
50.楔形切削齿结构与参数为,所述非金刚石层固结部直径为20~40mm,所述金刚石层楔形工作部底部直径为20~40mm、顶部宽度为8~12mm、高度为15~20mm、楔形角度α为15~25
°
,所述切削齿的全高为40~50mm。
51.《实施例2》
52.本实施例提供一种盾构机用孕镶金刚石楔形切削齿,包括一体成型的非金刚石层固结部和金刚石层楔形工作部,所述非金刚石层固结部由胎体材料制备而成,所述金刚石层楔形工作部由胎体材料和金刚石混合制备而成,所述金刚石层楔形工作部中金刚石砂轮制百分比浓度为82%;
53.所述胎体材料为300~320目的金属粉末,包括yg12、ni、cu-re、fe四种金属粉;
54.所述金刚石包括粒度为30-40目的金刚石和40-50目的金刚石。
55.所述胎体材料中yg12、ni、cu-re、fe金属粉的含量分别占比46%、15%、19%、20%;
56.所述金刚石中30-40目的金刚石和40-50目的金刚石的含量分别占比35%、65%,金刚石品级全部为smd40型。
57.《实施例3》
58.本实施例提供一种盾构机用孕镶金刚石楔形切削齿,包括一体成型的非金刚石层固结部和金刚石层楔形工作部,所述非金刚石层固结部由胎体材料制备而成,所述金刚石层楔形工作部由胎体材料和金刚石混合制备而成,所述金刚石层楔形工作部中金刚石砂轮制百分比浓度为95%;
59.所述胎体材料为300~320目的金属粉末,包括yg12、ni、cu-re、fe四种金属粉;
60.所述金刚石包括粒度为30-40目的金刚石和40-50目的金刚石。
61.所述胎体材料中yg12、ni、cu-re、fe金属粉的含量分别占比54%、17%、15%、14%;
62.所述金刚石中30-40目的金刚石和40-50目的金刚石的含量分别占比40%、60%,金刚石品级全部为smd40型。
63.《实施例4》
64.本实施例提供一种盾构机用孕镶金刚石楔形切削齿,包括一体成型的非金刚石层固结部和金刚石层楔形工作部,所述非金刚石层固结部由胎体材料制备而成,所述金刚石
层楔形工作部由胎体材料和金刚石混合制备而成,所述金刚石层楔形工作部中金刚石砂轮制百分比浓度为87%;
65.所述胎体材料为300~320目的金属粉末,包括yg12、ni、cu-re、fe四种金属粉;
66.所述金刚石包括粒度为30-40目的金刚石和40-50目的金刚石。
67.所述胎体材料中yg12、ni、cu-re、fe金属粉的含量分别占比50%、16%、17%、17%;
68.所述金刚石中30-40目的金刚石和40-50目的金刚石的含量分别占比38%、62%,金刚石品级全部为smd40型。
69.《实施例5》
70.本实施例提供一种盾构机用孕镶金刚石楔形切削齿的制备方法,包括以下步骤:将非金刚石层固结部的胎体材料、金刚石层楔形工作部的胎体材料和金刚石混合后按照要求装入三高石墨模具内,置于中频热压烧结炉中,启动烧结程序,出炉,成型,脱模,得孕镶金刚石楔形切削齿。
71.烧结程序中烧结温度为990℃、压力为22mpa、保温保压时间为7.5min,保温保压后随炉冷却至650℃出炉。
72.烧结程序中前4min升温速度为90℃/min,之后以110℃/min速度升温,温度达到600℃时压力升至8mpa。
73.《实施例6》
74.本实施例与实施例5步骤相同,不同的是,烧结程序中烧结温度为1070℃、压力为35mpa、保温保压时间为10.0min,保温保压后随炉冷却至700℃出炉。
75.《实施例7》
76.本实施例与实施例5步骤相同,不同的是,烧结程序中烧结温度为1020℃、压力为30mpa、保温保压时间为8.0min,保温保压后随炉冷却至660℃出炉。
77.《实施例8》
78.本实施例提供一种盾构机用强化刀盘的制造方法,该强化刀盘如图1和图2所示,在刀盘钢体上钻设直径与楔形齿非金刚石层固结部匹配的圆孔,将孕镶金刚石楔形切削齿采用温差法过盈配合嵌入钻好的圆孔中,再采用超声波电镀金刚石方法对刀盘外缘固结孕镶金刚石楔形切削齿部位强化;
79.超声波电镀金刚石方法中采用镍-锰合金镀液;
80.超声波电镀金刚石层的金刚石参数:粒度40-50目占50%,60-70目占50%,金刚石品级smd40型,金刚石砂轮制百分比浓度95%;
81.所述镍-锰合金镀液中硫酸镍230g/l,硫酸锰7g/l,硼酸35g/l,氯化钠18g/l;
82.超声波电镀工艺参数为:超声波频率28khz,声强1.0w/cm2,电流密度0.01a/cm2,温度35℃,ph值4.2~5.0,电镀金刚石层的厚度1.8~2.2mm;
83.超声波电镀金刚石方法具体为:刀盘被镀部位经活化液浸泡4~5min,接着进入电镀槽内,通电进行电镀前再次处理,电流密度6a/dm2,电镀时间5~6min,接着转入超声波电镀金刚石程序中,所述活化液中nicl2含量200g/l、hcl含量200g/l。
84.《实施例9》
85.本实施例与实施例9步骤相同,不同的是,所述镍-锰合金镀液中硫酸镍240g/l,硫
酸锰6g/l,硼酸40g/l,氯化钠15g/l;
86.超声波电镀工艺参数为:超声波频率28khz,声强1.2w/cm2,电流密度0.012a/cm2,温度30℃,ph值4.2~5.0;
87.超声波电镀金刚石方法具体为:刀盘被镀部位经活化液浸泡4~5min,接着进入电镀槽内,通电进行电镀前再次处理,电流密度8a/dm2,电镀时间5~6min,接着转入超声波电镀金刚石程序中,所述活化液中nicl2含量220g/l、hcl含量180g/l。
88.《实施例10》
89.本实施例与实施例8步骤相同,不同的是,所述镍-锰合金镀液中硫酸镍225g/l,硫酸锰6g/l,硼酸38g/l,氯化钠16g/l;
90.超声波电镀工艺参数为:超声波频率28khz,声强1.1w/cm2,电流密度0.011a/cm2,温度32℃,ph值4.2~5.0;
91.超声波电镀金刚石方法具体为:刀盘被镀部位经活化液浸泡4~5min,接着进入电镀槽内,通电进行电镀前再次处理,电流密度7a/dm2,电镀时间5~6min,接着转入超声波电镀金刚石程序中,所述活化液中nicl2含量210g/l、hcl含量190g/l。
92.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。