1.本技术涉及轴承的领域,尤其是涉及一种轮毂轴承及制造工艺。
背景技术:
2.汽车的每一个轮毂均是和一个轮毂轴承通过螺丝进行连接的。而目前的重卡、轻卡、中巴车等大型汽车主要还是采用采用两个单列圆锥滚子轴承为主,少量高端车型采用二代轮毂轴承。
3.现有的二代轮毂轴承,参照图7,包括外圈1,外圈1内部两端处分别放置有一个内圈4,每个内圈4均固定一个保持架2,两个保持架2分别放入一组每组18个的滚子3,滚子3安装完后,将两个内圈4分别对应于外圈1的滚道进行放入,外圈1两端均通过液压机压入有密封圈组件5,使得外圈1和内圈4之间保持密封,使得滚子3上的油脂不易外流,并使得内圈4和外圈1可以进行相对转动。两个内圈4相近一端抵接,两个内圈4和车辆的转向节进行过盈配合实现固定,外圈1远离转向节一端同轴一体成型有轮毂法兰51,轮毂法兰51通过螺栓进行制动盘和轮毂的安装固定。
4.针对上述中的相关技术,发明人在实际工作中发现由于制动盘的寿命远小于轮毂轴承的寿命,而当需要将制动盘更换时,由于对制动盘进行固定的螺栓端部朝向于车辆内部,使得必须要先将轮毂轴承拆卸,才能将制动盘更换,而轮毂拆卸的过程中靠近于轮毂法兰51的内圈4因为受到外圈1的轴向限制,能够被顺利随同外圈1被带出,但是远离于轮毂法兰51的内圈4在外圈1移出时,不能受到外圈1的轴向限制,使得远离于轮毂法兰51的内圈4容易保留在转向节上,存在轮毂轴承拆卸时容易出现损坏的缺陷。
技术实现要素:
5.为了降低轮毂轴承拆卸时出现损坏的可能性,本技术提供一种轮毂轴承及制造工艺。
6.第一方面,本技术提供的一种轮毂轴承及制造工艺采用如下的技术方案。
7.一种轮毂轴承及制造工艺,包括同轴贴合于两个内圈的同一个芯轴,所述芯轴两端均固定连接有芯轴端环,芯轴端环内壁紧密贴合于转向节,两个芯轴端环分别抵接于两个内圈的相背一端端面。
8.通过采用上述技术方案,将芯轴放入至两个内圈中,使得在需要将整个轮毂轴承拆卸时,向外圈施加轴向力,使得整个芯轴从转向节上取下,使得远离于轮毂法兰的内圈不易保留在转向节上,使得整个轮毂轴承能够一并被取下,降低轮毂轴承在拆卸过程中出现损坏的可能性,同时也降低内圈在转向节上难以取下的情况出现,降低出现整个转向节均需要进行更换的高成本的情况的出现,并且传统的两个内圈相接触处容易出现油脂外漏,需要经常保养,加注润滑脂,而加入芯轴后,整个轮毂轴承在使用寿命周期内不需要再进行保养,免去轮毂轴承的维护和不便。
9.可选的,靠近于轮毂法兰的所述内圈端面开设有端环槽,端环槽供芯轴端环进入
且使得芯轴端环整体位于端环槽内。
10.通过采用上述技术方案,使得车辆轮毂进行安装的过程中,不会因为芯轴端环的外凸而难以安装到位,使得车辆原本的轮毂结构不需要进行改动即可较好适配本技术新的芯轴端环的结构安装,尽可能免去因轮毂轴承的改动,而需要对轮毂进行改动的成本和不便,也使得对应的芯轴端环不易受到挤压而容易出现形变,提升芯轴的使用寿命,使得芯轴能够较好的发挥作用。
11.第二方面,本技术提供的一种轮毂轴承的制造工艺采用如下的技术方案。
12.一种轮毂轴承的制造工艺,用于制造上述的一种轮毂轴承,具体包括如下步骤。
13.步骤1、加工制造外圈和内圈;步骤2、对原料棒材加工以制造芯轴,芯轴一端成型芯轴端环;步骤3、将一个外圈对应和两个内圈进行组装;步骤4、将芯轴压入内圈,使得已成型的芯轴端环抵接于内圈,再对芯轴远离已成型的芯轴端环一端加工,以进行第二个芯轴端环的成型;步骤5、检验并擦涂防锈油,然后打字入库。
14.通过采用上述技术方案,将芯轴装入内圈中,使得轮毂轴承不易在拆卸时出现损坏,使得内圈不会保留在转向节上。
15.可选的,所述步骤2内对原料棒材的圆周外壁加工以达到芯轴的外径要求,原料棒材远离自身受固定端部的一端形成芯轴端环,芯轴端环厚度大于芯轴的壁厚。
16.通过采用上述技术方案,芯轴本身的壁厚较薄,厚度在2mm至3mm之间,将最初成型的芯轴端环加厚,使得在芯轴后续压入至内圈中时,最初成型的芯轴端环抵接于内圈端面时,芯轴端环不易出现形变。
17.可选的,所述步骤2对原料棒材端面加工以成型芯轴的内壁,并在芯轴受固定的一端内壁预留加强环。
18.通过采用上述技术方案,进行芯轴内壁的加工时,远离芯轴端环的芯轴一端受到固定,即预留加强环的一端受到固定,使得芯轴的内径在加工过程中不易出现变化,使得整个芯轴在加工时不易产生形变。
19.可选的,所述芯轴远离加强环的一端以全包的方式进行固定,对芯轴有加强环的一端加工以去除加强环并形成限定部。
20.通过采用上述技术方案,对芯轴外径已经完成加工后表面采用全包,以降低较薄的芯轴在加工过程中出现形变的可能性。
21.可选的,所述步骤4完成芯轴的压入后,对限定部加工以进行第二个芯轴端环的成型,然后使用定位工装对限定部进行限定使得轮毂法兰能够带动芯轴同步转动,以对芯轴内壁进行加工使得芯轴内径达标,限定部的厚度小于芯轴的内壁厚度。
22.通过采用上述技术方案,在芯轴压入内圈的过程中,芯轴内径会出现一定的细微变化,并且在限定部加工以成型芯轴端环的过程中芯轴内径也可能会受到影响出现细微的变化,为此在第二个芯轴端环成型后,再对芯轴内壁进行加工,以使得芯轴和转向节之间可以较好的相适配。
23.可选的,所述定位工装包括外筒、设于外筒且抵接于芯轴内壁的弹性块、随同外筒同步转动的同转杆、开设于外圈的轮毂法兰且供螺栓旋入的法兰螺孔、设于外筒且迫使弹
性块抵紧于芯轴内壁的挤压机构,同转杆杆身抵接于法兰螺孔中的螺栓。
24.通过采用上述技术方案,使得受到固定的轮毂法兰被带动进行转动时,临时螺栓同步转动且带动同转杆转动,同转杆带动外筒转动且使得弹性块转动,由于弹性块紧贴于芯轴内壁,使得芯轴和内圈在外圈进行转动时进行同步转动,以便对压入内圈的芯轴进行加工以除去加强环。
25.可选的,所述挤压机构包括螺纹连接于外筒的带动螺杆、转动连接于带动螺杆且抵接于弹性块的挤压块,挤压块和弹性块相接触侧面均呈斜面设置。
26.通过采用上述技术方案,转动带动螺杆,使得挤压块同步移动,使得弹性块受到挤压块的推动而抵紧于芯轴的内壁,使得在弹性块和芯轴内壁之间能够保持足够的摩擦力,同时也便于调控弹性块对芯轴内壁施加的压力,以便控制芯轴内壁受到的压力不易过大。
27.可选的,所述外筒固定连接有抵接于芯轴端环的抵接环,外筒固定连接有杆环,同转杆螺纹连接于杆环。
28.通过采用上述技术方案,抵接环的存在使得外筒不易进入至芯轴内,同时同转杆外露杆环的长度可以进行一定的调节,以便适应抵接于不同轮毂上不同位置处的临时螺栓。
29.综上所述,本技术包括以下至少一种有益效果:1.降低轮毂轴承在拆卸过程中出现损坏的可能性,同时也降低内圈在转向节上难以取下的情况出现,降低出现整个转向节均需要进行更换的高成本的情况的出现,并且传统的两个内圈相接触处容易出现油脂外漏,需要经常保养,加注润滑脂,而加入芯轴后,整个轮毂轴承在使用寿命周期内不需要再进行保养,免去轮毂轴承的维护和不便;2.预留加强环的一端受到固定,使得芯轴的内径在加工过程中不易出现变化,使得整个芯轴在加工时不易产生形变。
附图说明
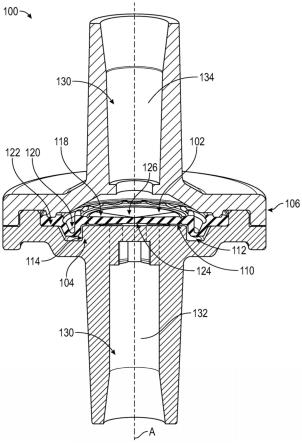
30.图1是本技术的一种轮毂轴承的剖视主体结构示意图;图2是图1中a处放大图;图3是芯轴加工中留有加强环的结构示意图;图4是芯轴加工中将加强环去除后的结构示意图;图5是定位工装的结构示意图;图6是定位工装的剖视结构示意图;图7是背景技术中现有的二代轮毂轴承的剖视结构示意图。
31.附图标记说明:1、外圈;2、保持架;3、滚子;31、连通孔;4、内圈;41、同转杆;42、法兰螺孔;43、挤压机构;44、带动螺杆;45、挤压块;46、抵接环;47、杆环;48、旋钮;49、杆螺孔;5、密封圈组件;51、轮毂法兰;52、芯轴;53、芯轴端环;54、加强环;55、端环槽;56、限定部;57、定位工装;58、外筒;59、弹性块。
具体实施方式
32.以下结合附图对本技术作进一步详细说明。
33.本技术实施例公开一种轮毂轴承,参照图1,包括同轴紧密贴合于两个内圈4的同
一个芯轴52,芯轴52的壁厚在2mm至3mm之间,芯轴52两端均成型有芯轴端环53,两个芯轴端环53分别抵接于两个内圈4的相背一端端面,使得在将整个轮毂轴承拆卸时,远离于轮毂法兰51的内圈4不易保留在转向节上。
34.参照图1和图2,靠近于轮毂法兰51的内圈4端面同轴开设有端环槽55,端环槽55供靠近于轮毂法兰51的芯轴端环53进入,使得芯轴端环53不易突出于靠近于轮毂法兰51的内圈4端面,以便轮毂不需要做出改动即能对应本技术的轮毂轴承进行安装。
35.本技术实施例的一种轮毂轴承实施原理为:在内圈4中加入芯轴52,使得在轮毂拆卸时,不易出现整个轮毂轴承完成了拆卸工作,但是内圈4还保留在转向节上,降低轮毂轴承报废甚至时转向节出现报废的情况出现的可能性。
36.本技术实施例还公开一种轮毂轴承的制造工艺,具体包括如下步骤:步骤1、使用车床或是机床加工制造外圈1和内圈4。
37.步骤2、对原料棒材可使用车床加工以制造芯轴52,先对原料棒材的圆周外壁固定,固定方式可为三爪卡盘,并进行车削加工,使得原料棒材的外径满足芯轴52的外径要求,芯轴52未受固定的一端留取余量,以成型第一个芯轴端环53,同时第一个芯轴端环53的厚度大于芯轴52的壁厚,且芯轴端环53的厚度比芯轴52的厚度大0.5mm至1mm,使得后续芯轴52压入至内圈4中后,芯轴端环53不易因过薄而在抵接于内圈4端面时容易产生形变。
38.参照图3,在芯轴52外径进行加工的过程中,同时在对原料棒材进行钻孔并搭配车削的方式,以成型芯轴52的内壁并使得芯轴52初步成型,在芯轴52受到固定的一端处,即远离第一个芯轴端环53的芯轴52内壁处预留加强环54,加强环54使得芯轴52受到固定的一端不易产生形变,以使得芯轴52质量不易受到影响。
39.参照图3和图4,芯轴52的加强环54和第一个芯轴端环53成型后,将芯轴52掉头,并使用全包的形式,如全包爪或是橡胶筒夹,对芯轴52成型了芯轴端环53且已经完成加工的一端进行固定,然后采用车削的方式将加强环54去并成型限定部56。由于限定部56的成型精度低于之前芯轴52外径的成型精度,并且为了便于限定部56的一端首先压入至内圈4中,限定部56处的外径适当小于芯轴52的外径,为此,此时芯轴52受固定的夹持力适当小于芯轴52成型加强环54和第一个芯轴端环53时受到的夹持力,降低芯轴52第一个芯轴端环53成型一端处受固定时出现形变的可能性。
40.步骤3、将一个外圈1对应和两个内圈4进行组装。
41.步骤4、将芯轴52压入内圈4,使得第一个芯轴端环53抵接于内圈4,然后再对限定部56进行旋铆加工,使得第二个芯轴端环53成型,再使用定位工装57对限定部56内壁进行固定以使得在轮毂法兰51受到固定被带动进行转动时,芯轴52能够同步进行转动,以便对芯轴52内径进行加工,使得芯轴52压入内圈4和限定部56进行旋铆的过程中芯轴52内径出现的缩小能够被修正。同时,限定部56处的内径小于芯轴52的内径,使得限定部56处不需要进行内径的修正加工,不易对转向节和芯轴52之间的组装产生影响。
42.步骤5、检验并擦涂防锈油,然后打字入库。
43.参照图1和图5,步骤4中的定位工装57包括轴线和芯轴52轴线相同的外筒58,外筒58朝向芯轴52一端的圆周外壁一体成型有抵接环46,抵接环46抵接于靠近轮毂法兰51的芯轴端环53。外筒58朝向芯轴52内部的端面固定连接有数个弹性块59,全部弹性块59绕外筒58轴线均匀布置,弹性块59远离外筒58的一端可抵接于限定部56的内壁。外筒58安装有迫
使弹性块59抵紧于限定部56内壁的挤压机构43。
44.参照图5和图6,挤压机构43包括同轴螺纹连接且穿设于外筒58的带动螺杆44,带动螺杆44远离芯轴52的一端固定连接有旋钮48,带动螺杆44靠近弹性块59的一端同轴转动连接有挤压块45,挤压块45贴合于全部的弹性块59,挤压块45和弹性块59相贴合的表面均呈斜面,使得在带动螺杆44沿自身长度方向远离于芯轴52内时,弹性块59受到挤压块45的推动而抵紧于芯轴52的内壁。
45.参照图1和图6,定位工装57还包括同轴固定连接于外筒58圆周外壁的杆环47,杆环47和抵接环46分别位于外筒58的两端处,杆环47圆周外壁沿自身径向开设有杆螺孔49,杆螺孔49底面同轴开设有连通孔31,连通孔31贯穿至外筒58供带动螺杆44穿设的内壁处,以便将润滑油通过杆螺孔49和连通孔31加入并对带动螺杆44进行润滑。杆螺孔49螺纹连接有同转杆41,杆螺孔49直径大于连通孔31直径,使得同转杆41不易抵触于带动螺杆44。轮毂法兰51开设有法兰螺孔42,法兰螺孔42内可旋入临时螺栓,同转杆41远离外筒58的一端圆周外壁抵接于法兰螺孔42中的临时螺栓,使得在轮毂法兰51被带动进行转动时,能够带动临时螺栓、同转杆41、外筒58、弹性块59和芯轴52进行同步转动,使得在对芯轴52内壁进行车削以去除加强环54并形成限定部56的过程中,芯轴52能够稳定随同轮毂法兰51进行同步转动。
46.本技术实施例的一种轮毂轴承的制造工艺实施原理为:芯轴52加工过程中,先在芯轴52受固定的一端预留加强环54,并使得芯轴52远离加强环54的一端成型第一个芯轴端环53,然后再对芯轴52设置第一个芯轴端环53的一端进行固定,将芯轴52设置加强环54的一端内壁和外壁进行加工,以形成限定部56,然后再将芯轴52从远离轮毂法兰51的内圈4处压入,压入完成后,对凸出于内圈4的限定部56旋铆以形成第二个芯轴端环53,然后再使用定位工装57对限定部56和轮毂法兰51之间进行限定,以对芯轴52内径进行加工。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。