1.本实用新型涉及铝水浇筑模具技术领域,具体为一种汽车零部件加工用铝水浇筑模具。
背景技术:
2.汽车是由多个零部件组合构成,部分零部件采用铝水浇筑制成,铝水浇铸是在常压下将液态铝水注入模具内,变成与模具内腔形状相同的制品,浇筑时需要用到浇筑模具。
3.铝水在倒入模具时会产生烟气,这些烟气严重影响了工作人员的身体健康,现有浇筑模具烟气吸收效果不佳,因此,不满足现有的需求。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种汽车零部件加工用铝水浇筑模具,解决了现有模具烟气吸收效果不佳的技术问题。
5.为实现以上目的,本实用新型通过以下技术方案予以实现:一种汽车零部件加工用铝水浇筑模具,包括筒体,所述筒体上方安装有上盖,所述上盖与所述筒体之间设有连接机构,所述筒体内安装有下模,所述上盖下壁面安装有上模,所述上模上壁开设有第二通孔,所述上盖位于第二通孔上方开设有第一通孔,所述第一通孔内插装有冒口,所述上模与所述上盖共同开设有排气孔,所述上盖上壁面安装有集气罩,所述集气罩上壁开设有第三通孔,所述第三通孔内插装有进料管,所述进料管下端插装于所述冒口内,所述进料管上端固接有漏斗,所述集气罩一侧壁连接有吸气管。
6.优选的,所述连接机构包括固接于所述筒体两侧外壁面上的一对下连接耳,一对所述下连接耳上壁面铰接有一对拉杆,所述上盖两侧外壁面上固接有一对上连接耳,一对所述上连接耳上均开设有凹槽,一对所述拉杆上端均设有外螺纹,所述外螺纹上旋接有螺纹筒,所述螺纹筒插装于所述凹槽内,所述螺纹筒上铰接有快拆扳手。
7.优选的,所述集气罩远离吸气管一侧壁面上开设有多个进气孔。
8.优选的,所述上盖上壁面固接有限位环,所述集气罩扣装于所述限位环上。
9.优选的,所述第二通孔直径与所述冒口内径相等。
10.优选的,所述进料管外径小于所述冒口内径。
11.优选的,所述筒体侧壁内设有冷却管道,所述筒体外壁面上设有分别与冷却管道两端相连通的进水口以及出水口。
12.有益效果
13.本实用新型提供了一种汽车零部件加工用铝水浇筑模具,具备以下有益效果:通过将螺纹筒插入凹槽内并扳动快拆扳手可以将上盖固定在筒体上,安装方便,固定效果好,防止在浇筑时上模与下模之间产生缝隙,通过将集气罩扣装在限位环上,通过集气罩可以将进料管与冒口之间缝隙处的烟气以及排气孔排出的烟气收集,通过吸气管可以将集气罩内的烟气吸出,减少现在工作环境对操作人员带来的危害,通过将冷却管道连通冷却水可
以加速铸件的冷却速度。
附图说明
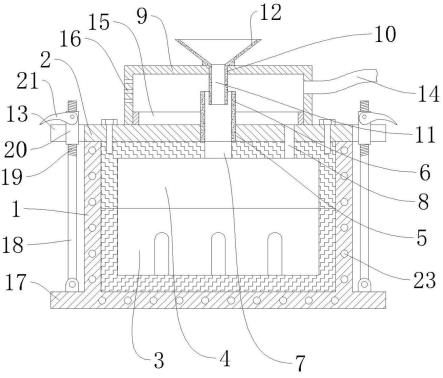
14.图1为本实用新型的正视图;
15.图2为本实用新型的俯视图;
16.图3为本实用新型的正视内部结构示意图。
17.图中:1、筒体;2、上盖;3、下模;4、上模;5、第一通孔;6、冒口;7、第二通孔;8、排气孔;9、集气罩;10、第三通孔;11、进料管;12、漏斗;13、凹槽;14、吸气管;15、限位环;16、进气孔;17、下连接耳;18、拉杆;19、外螺纹;20、螺纹筒;21、快拆扳手;22、上连接耳;23、冷却管道;24、进水口;25、出水口。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
19.请参阅图1-3,本实用新型提供一种技术方案:一种汽车零部件加工用铝水浇筑模具,包括筒体1,所述筒体1上方安装有上盖2,所述上盖2与所述筒体1之间设有连接机构,所述筒体1内安装有下模3,所述上盖2下壁面安装有上模4,所述上模4上壁开设有第二通孔7,所述上盖2位于第二通孔7上方开设有第一通孔5,所述第一通孔5内插装有冒口6,所述上模4与所述上盖2共同开设有排气孔8,所述上盖2上壁面安装有集气罩9,所述集气罩9上壁开设有第三通孔10,所述第三通孔10内插装有进料管11,所述进料管11下端插装于所述冒口6内,所述进料管11上端固接有漏斗12,所述集气罩9一侧壁连接有吸气管14;所述连接机构包括固接于所述筒体1两侧外壁面上的一对下连接耳17,一对所述下连接耳17上壁面铰接有一对拉杆18,所述上盖2两侧外壁面上固接有一对上连接耳22,一对所述上连接耳22上均开设有凹槽13,一对所述拉杆18上端均设有外螺纹19,所述外螺纹19上旋接有螺纹筒20,所述螺纹筒20插装于所述凹槽13内,所述螺纹筒20上铰接有快拆扳手21;所述集气罩9远离吸气管14一侧壁面上开设有多个进气孔16;所述上盖2上壁面固接有限位环15,所述集气罩9扣装于所述限位环15上;所述第二通孔7直径与所述冒口6内径相等;所述进料管11外径小于所述冒口6内径;所述筒体1侧壁内设有冷却管道23,所述筒体1外壁面上设有分别与冷却管道23两端相连通的进水口24以及出水口25。
20.实施例:根据说明书附图1-3可知,在使用时,将吸气管14另一端连通外接抽风机以及外部烟气处理设备,将上模4通过螺栓固定在上盖2上,将下模3放入筒体1内,将上盖2扣装在筒体1上,扳动拉杆18使螺纹筒20插入凹槽13内,通过旋转螺纹筒20可以调节快拆扳手21的高度,扳动快拆扳手21可以将上盖2固定在筒体1上;将冒口6插入第一通孔5内,将集气罩9扣装在限位环15上,通过限位环15可以将集气罩9限位,将漏斗12下方的进料管11插入第三通孔10内,此时进料管11下端同时插入冒口6内,并与冒口6之间留有间隙,将铝水倒入漏斗12内,铝水通过进料管11、冒口6第二通孔7进入模具内;在浇筑时产生的部分烟气通过进料管11与冒口6之间的缝隙进入集气罩9内,同时通过集气罩9可以将排气孔8排出的烟气收集,通过吸气管14可以将集气罩9内的烟气吸出,通过设有的进气孔16使外部空气进入
集气罩9内;通过将冷却管道连通冷却水可以加速铸件的冷却速度。
21.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种汽车零部件加工用铝水浇筑模具,包括筒体(1),其特征在于,所述筒体(1)上方安装有上盖(2),所述上盖(2)与所述筒体(1)之间设有连接机构,所述筒体(1)内安装有下模(3),所述上盖(2)下壁面安装有上模(4),所述上模(4)上壁开设有第二通孔(7),所述上盖(2)位于第二通孔(7)上方开设有第一通孔(5),所述第一通孔(5)内插装有冒口(6),所述上模(4)与所述上盖(2)共同开设有排气孔(8),所述上盖(2)上壁面安装有集气罩(9),所述集气罩(9)上壁开设有第三通孔(10),所述第三通孔(10)内插装有进料管(11),所述进料管(11)下端插装于所述冒口(6)内,所述进料管(11)上端固接有漏斗(12),所述集气罩(9)一侧壁连接有吸气管(14)。2.根据权利要求1所述的一种汽车零部件加工用铝水浇筑模具,其特征在于,所述连接机构包括固接于所述筒体(1)两侧外壁面上的一对下连接耳(17),一对所述下连接耳(17)上壁面铰接有一对拉杆(18),所述上盖(2)两侧外壁面上固接有一对上连接耳(22),一对所述上连接耳(22)上均开设有凹槽(13),一对所述拉杆(18)上端均设有外螺纹(19),所述外螺纹(19)上旋接有螺纹筒(20),所述螺纹筒(20)插装于所述凹槽(13)内,所述螺纹筒(20)上铰接有快拆扳手(21)。3.根据权利要求1所述的一种汽车零部件加工用铝水浇筑模具,其特征在于,所述集气罩(9)远离吸气管(14)一侧壁面上开设有多个进气孔(16)。4.根据权利要求1所述的一种汽车零部件加工用铝水浇筑模具,其特征在于,所述上盖(2)上壁面固接有限位环(15),所述集气罩(9)扣装于所述限位环(15)上。5.根据权利要求1所述的一种汽车零部件加工用铝水浇筑模具,其特征在于,所述第二通孔(7)直径与所述冒口(6)内径相等。6.根据权利要求1所述的一种汽车零部件加工用铝水浇筑模具,其特征在于,所述进料管(11)外径小于所述冒口(6)内径。7.根据权利要求1所述的一种汽车零部件加工用铝水浇筑模具,其特征在于,所述筒体(1)侧壁内设有冷却管道(23),所述筒体(1)外壁面上设有分别与冷却管道(23)两端相连通的进水口(24)以及出水口(25)。
技术总结
本实用新型公开了一种汽车零部件加工用铝水浇筑模具,涉及铝水浇筑模具技术领域,包括筒体,所述筒体上方安装有上盖,所述上盖与所述筒体之间设有连接机构,所述筒体内安装有下模,所述上盖下壁面安装有上模,所述上模上壁开设有第二通孔,所述上盖位于第二通孔上方开设有第一通孔,所述第一通孔内插装有冒口,所述上模与所述上盖共同开设有排气孔,所述上盖上壁面安装有集气罩,所述集气罩上壁开设有第三通孔,本装置通过集气罩可以将进料管与冒口之间缝隙处的烟气以及排气孔排出的烟气收集,通过吸气管可以将集气罩内的烟气吸出,减少现在工作环境对操作人员带来的危害,通过将冷却管道连通冷却水可以加速铸件的冷却速度。冷却管道连通冷却水可以加速铸件的冷却速度。冷却管道连通冷却水可以加速铸件的冷却速度。
技术研发人员:张元
受保护的技术使用者:沈阳谷川金属有限公司
技术研发日:2022.03.29
技术公布日:2022/8/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。