1.本实用新型属于汽车装配技术领域,具体涉及一种白车身车门装配定位系统装置。
背景技术:
2.随着人们对汽车外观品质不断地追求,特别是对汽车内外饰及门缝间隙要求合理、均匀, 在汽车开发设计过程中,对车身的外观间隙面差提出了明确的要求,即dts(dimensional technical specification)来定义间隙、面差以及相关公差的规范。
3.车门作为车身上的主要开闭件,是客户使用最频繁的区域,不但有舒适性和顺畅性的功能要求,而且对美观性有较高的要求,这就需要保证对车门装配间隙和面差进行有效、稳定的控制。
4.汽车白车身车门装配常常使用“内置式”的定位工装,由于需使用整个门框的周边止口边与门框前后两个基准孔为基准,导致其尺寸较大,质量偏重;装配时需将工装提前放置到门框上,装配后需打开车门取出,步骤繁琐;另由于利用车门内板上基准孔进行定位的方式,导致整个定位系统尺寸链环节偏长,同时往往由于零件的制造尺寸精度不能得到有效地控制,使得使用的内置式工装定位精确度不高,需要人工二次精确调整。
5.汽车车门的配合间隙和面差等控制要求精度较高,传统的内置式工装已无法满足质量控制与生产效率的要求,因此提出了一种新的车门定位系统装置来满足设计和装配需求。
技术实现要素:
6.本实用新型所要解决的技术问题是克服现有技术的不足,提供一种白车身车门装配定位系统装置,用于车身总成车门装配时的定位,可以控制车门装配尺寸精度及一致性,无需人工再进行尺寸调整。
7.本实用新型提供一种白车身车门装配定位系统装置,包括工装本体(1)、定位销和限位块,定位销包括用于工装本体与门框x和z方向定位的主定位销(2)和辅定位销(3),主定位销(2)安装于侧壁总成的主定位孔上,辅定位销(3)安装于冲压件的门框上的叶子板安装孔,车门总成x向与z向的主定位销安装于车门外板上的后视镜安装孔,其辅定位块安装于车门前部轮廓线,车门总成的前端贴到x向限位块(5)的定位面上,工装本体(1)上的固定吸块(4)与门框y方向相连,工装本体(1)的一端设置活动定位销(6),活动定位销(6)定位工件与工装本体的x向和z向。
8.作为本实用新型的进一步技术方案,车门总成x向与z向的主定位销为“枪栓式”定位销,定位安装于车门外板后视镜的安装孔。
9.进一步的,工装本体(1)为整体式c字型结构,侧壁总成上的主基准孔与叶子板安装孔为x及z向基准,主定位销(2)安装于侧壁总成的主定位孔上,辅定位销(3)安装于冲压件的门框上的叶子板安装孔。
10.进一步的,工装本体(1)的一端设置活动定位销(6),其另一端安装x向限位块(5)。
11.进一步的,工装本体(1)上均匀布置若干个安装通孔。
12.本实用新型的优点在于,采用“外置式”工装,利用了门外板、门框的整体性,以门框为基准,直接对工件车门外板与进行定位,大幅减少了尺寸链的组成环,工装自身的定位以及对工件的定位均设计布置在一个本体上,便于产品零件和工装的制造误差的分配;并且避免了内置式工装在使用时,必需开关门才能进行装卸工装的动作,减少了操作步骤。此外,相较于内置式工装,整体的工装体积得到明显缩小,从而大幅减轻了工装本体的重量(6kg),使工人操作更加灵活。
附图说明
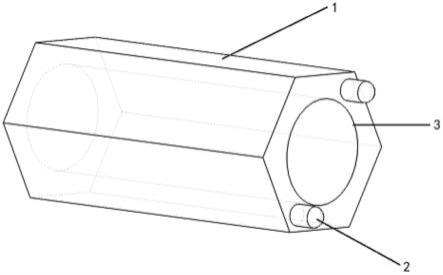
13.图1为本实用新型装置结构的结构示意图。
具体实施方式
14.请参阅图1,本实施例提供本实用新型一种白车身车门装配定位系统装置,包括工装本体1、定位销和限位块,定位销包括用于工装本体与门框x和z方向定位的主定位销2和辅定位销3,主定位销2安装于侧壁总成的主定位孔上,辅定位销3安装于冲压件的门框上的叶子板安装孔,车门总成x向与z向的主定位销安装于车门外板上的后视镜安装孔,其辅定位块安装于车门前部轮廓线,车门总成的前端贴到x向限位块5的定位面上,工装本体1上的固定吸块4与门框y方向相连,工装本体1的一端设置活动定位销6,活动定位销6定位工件与工装本体的x向和z向。
15.车门总成x向与z向的主定位销为“枪栓式”定位销,定位安装于车门外板后视镜的安装孔。
16.工装本体1为整体式c字型结构,侧壁总成上的主基准孔与叶子板安装孔为x及z向基准,主定位销2安装于侧壁总成的主定位孔上,辅定位销3安装于冲压件的门框上的叶子板安装孔。
17.工装本体1的一端设置活动定位销6,其另一端安装x向限位块5。
18.工装本体1上均匀布置若干个安装通孔。
19.对于工件车门总成的定位,其x向与z向的主基准选择车门外板上的后视镜安装孔,使用“枪栓式”定位销,方便进行定位操作。辅基准则选择车门前部轮廓线,以限位块的形式,限制车门绕y轴旋转。
20.工作过程:使用机械助力臂将图示中前门合拢在前门框上,进行工件车门总成的预放置;将所述定位工装的主定位销2及辅定位销4插进前门框上对应的孔中,进行工装本体定位及固定;将所述车门前端贴到x向限位块5的定位面上,并将所述车门定位销
⑥
插入车门上对应孔中,进行工件定位;最后打紧上下门铰链螺栓,撤下机械助力臂同时取出工装,至此车门装配系统定位完成。
21.以上显示和描述了本实用新型的基本原理、主要特征和优点。本领域的技术人员应该了解,本实用新型不受上述具体实施例的限制,上述具体实施例和说明书中的描述只是为了进一步说明本实用新型的原理,在不脱离本实用新型精神范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用
新型要求保护的范围由权利要求书及其等效物界定。
技术特征:
1.一种白车身车门装配定位系统装置,其特征在于,包括工装本体(1)、定位销和限位块,所述定位销包括用于工装本体与门框x和z方向定位的主定位销(2)和辅定位销(3),所述主定位销(2)安装于侧壁总成的主定位孔上,所述辅定位销(3)安装于冲压件的门框上的叶子板安装孔,车门总成x向与z向的主定位销安装于车门外板上的后视镜安装孔,其辅定位块安装于车门前部轮廓线,所述车门总成的前端贴到x向限位块(5)的定位面上,所述工装本体(1)上的固定吸块(4)与门框y方向相连,所述工装本体(1)的一端设置活动定位销(6),所述活动定位销(6)定位工件与工装本体的x向和z向。2.根据权利要求1所述的一种白车身车门装配定位系统装置,其特征在于,所述车门总成x向与z向的主定位销为“枪栓式”定位销,定位安装于车门外板后视镜的安装孔。3.根据权利要求1所述的一种白车身车门装配定位系统装置,其特征在于,所述工装本体(1)为整体式c字型结构,侧壁总成上的主基准孔与叶子板安装孔为x及z向基准,主定位销(2)安装于侧壁总成的主定位孔上,所述辅定位销(3)安装于冲压件的门框上的叶子板安装孔。4.根据权利要求1所述的一种白车身车门装配定位系统装置,其特征在于,所述工装本体(1)的一端设置所述活动定位销(6),其另一端安装所述x向限位块(5)。5.根据权利要求1所述的一种白车身车门装配定位系统装置,其特征在于,所述工装本体(1)上均匀布置若干个安装通孔。
技术总结
一种白车身车门装配定位系统装置,包括工装本体、定位销和限位块,定位销包括用于工装本体与门框X和Z方向定位的主定位销和辅定位销,主定位销安装于侧壁总成的主定位孔上,辅定位销安装于冲压件的门框上的叶子板安装孔,车门总成X向与Z向的主定位销安装于车门外板上的后视镜安装孔,其辅定位块安装于车门前部轮廓线,车门总成的前端贴到X向限位块的定位面上,工装本体上的固定吸块与门框Y方向相连,工装本体1的一端设置活动定位销,活动定位销定位工件与工装本体的X向和Z向。该装置用于汽车白车身总成车门装配时的定位,系统控制车门装配尺寸精度及一致性,无需操作工再进行尺寸调整。实验证明,使用本实用新型工装生产的车辆,不仅车门外观缝隙尺寸符合设计要求,并且车门装配流程得到大幅度简化,显著提高了生产效率。效率。效率。
技术研发人员:袁铖 杜生亚 陈青松 刘海波 戚海玲
受保护的技术使用者:南京依维柯汽车有限公司
技术研发日:2022.02.28
技术公布日:2022/8/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。